



╬ęéāĮø│Ż╠ߥĮAPSŻ©Ė▀╝ēėŗäØ┼c┼┼«aAdvancedplanningandSchedulingŻ®Ż¼ėŗäØ┼c┼┼«aėą╩▓├┤ģ^äe─žŻ┐
ėŗäØĄ──┐Ą─╩Ū×ķ╔·«a┼c▓╔┘Å┤ŅŲś“┴║Ż¼┤_▒Ż░┤Ģr×ķ┐═æ¶ėåå╬░lžøĪŻ╦³┤_Č©ė├æ¶×ķØMūѬÜ┴óĄ─ąĶŪ¾īŹļHąĶę¬╔·«aĪó▓╔┘ÅĄ─╬’┴ŽöĄ┴┐ęį╝░╔·«aĄ─ĢrķgĪŻŽÓī”Ģrķgų▄Ų┌▌^ķLŻ¼╦³é╚ųžė┌═Ō▓┐ĪŻ┼┼«a╩Ūį┌ėŗäØł╠ąąĘČć·ā╚╣żū„Ą─Ż¼╦³×ķėŗäØ╠ß╣®┴╦Ė³įö▒MĄ─ĮYśŗĪŻŽÓī”Ģrķgų▄Ų┌▌^Č╠Ż¼╦³é╚ųžė┌ā╚▓┐ĪŻ╦³├„┤_┴╦ėŗäØł╠ąąĄ─įö╝Üł╠ąąŪķør▓óŪęųŲČ©ę╗éĆūŅĮK┼┼Č©ā׎╚╝ēĄ─╣żū„Ēśą“ĪŻ
ėŗäØų„ę¬┐╝æ]Ą─å¢Ņ}╩ŪŻ║
Ī¶┐═æ¶Į±║¾Ą─ąĶŪ¾ėą┐╔─▄╩Ū╩▓├┤Ż┐
Ī¶╩▓├┤śėĄ─ėŗäØ─▄ØMūŃ┐═æ¶īóüĒąĶŪ¾Ż┐
Ī¶╝┤╩╣╔·«aųąöÓ╬ę╚į╚╗─▄š²│Ż╣żū„å߯┐
Ī¶╚ń║╬š{š¹║═▒Ż╩ž╬ęĄ─│ąųZ▓ó▀_ĄĮ─┐ś╦Ż┐
Ī¶į┌ėŗäØųąū„│÷Ą─Ė³Ė─╚ń║╬ė░Ēæ├┐éĆėåå╬Ż┐
Č°┼┼«aų„ę¬┐╝æ]Ą─å¢Ņ}╩ŪŻ║
Ī¶╚ń║╬īŹ¼FöĄ┴┐/╚šŲ┌│ąųZ║═Ą─▀\ĀI─┐ś╦Ż┐
Ī¶į┌Ų┐Ņi╔ŽūŅ╝č╣żū„Ēśą“╩Ū╩▓├┤Ż┐
Ī¶╬ęąĶę¬ī”ŽÓ╦ŲĄ─╠Ä└ĒąĶŪ¾▀Mąą│╔┼·čb▌då߯┐
ėŗäØę╗░Ń┐╝æ]Ą─Śl╝■×ķŻ║
ĪŅėŗäØģóöĄ
ĪŅąĶŪ¾-┐═æ¶ėåå╬ĪóŅA£yĪó░▓╚½Äņ┤µąĶŪ¾Īó╔·«aėåå╬║═ų„╔·«aėŗäØĄ╚
ĪŅ╣®æ¬-▓╔┘Åå╬Īóšł┘Åå╬ĪóÄņ┤µĪó╔·«aėåå╬Īóų„╔·«aėŗäØĄ╚
ĪŅ┘Yį┤ĮM║═┘Yį┤
ĪŅ░Ó┤╬Īó╝┘╚šĪó░Ó┤╬└²═ŌĄ╚
ĪŅBOM
ĪŅ╬’┴ŽĪŻ
Č°┼┼«aę╗░Ń┐╝æ]Ą─Śl╝■ät×ķŻ║
ĪŅ┼┼«aģóöĄ
ĪŅ╔·«aėåå╬
ĪŅ┘Yį┤ĮM║═┘Yį┤
ĪŅ░Ó┤╬Īó╝┘╚šĪó░Ó┤╬└²═Ō
ĪŅ╬’┴ŽŪÕå╬
ĪŅ╬’┴ŽĪŻ
│Żė├Ą─┼┼«a╣żŠ▀ų„ę¬ėąŻ║
ĪŅū„śIā׎╚╝ē╗Ņäė
ĪŅ┼┼«a╗Ņäė
ĪŅ┼┼«aĮń├µ-═©▀^Ė╩╠žłDĘĮ╩Į▀Mąą─ŻöM┼┼«a
ĪŅ╝s╩°üĒį┤Ż©╬’┴ŽĪó┘Yį┤Īó▀\▌öĄ╚Ż®
ĪŅĘų╬÷╣żŠ▀-╩╣ė├what-ifĘų╬÷ĮŌøQ┼┼«aå¢Ņ}ĪŻ
į┌┼┼«aęÄät╔ŽŻ¼ų„ę¬ėąŻ║
ę╗Ż¼╚╬äšĒśą“ėŗäØ▀xō±ęÄät(Job-at-a-time):
╦³╩Ūė├ė┌──ę╗╚╬䚥─Č©å╬╝ė▌dĄĮėŗäØ░ÕĪŻ╦³éā┤¾▓┐Ęų╩Ū║åå╬Ą─┼┼ą“ęÄät-╗∙ė┌ę╗ą®╚╬䚥─ī┘ąįĪŻęįŽ┬╩Ūś╦£╩╦ŃĘ©╚╬äš▀xō±ęÄätĄ─įö╝ÜĮķĮB:
(1)Ų┐Ņi:╗∙ė┌┤╬ę¬╚╬äš▀xō±ęÄätĄ─┼┼┴ąĪŻŽ“Ū░║═Ž“║¾ĘĮĘ©üĒėŗäØ╦∙ėą╬┤Ęų┼õĄ─╚╬äšČ©å╬ĪŻųž³c╩ŪŲ┐Ņi┘Yį┤Ą─╣żą“Ą─ĪŻļpŽ“─Ż╩Įų╗ėŗäØąĶę¬ųĖ├„Ų┐Ņi┘Yį┤Ą─╚╬äšĪŻ─▄ė├╚╬║╬┐╔Ą├ĄĮĄ─ęÄätėŗäØ╩ŻėÓ╚╬äšĪŻ
(2)═Ļ│╔╚šŲ┌:╗∙ė┌ūŅįń═Ļ│╔╚šŲ┌ĪŻ
(3)Ž╚ĄĮŽ╚Ę■äš:░┤ššŽ╚ĄĮČ©å╬Ż¼Ž╚░▓┼┼╔·«a
(4)╔²ą“Č©å╬ī┘ąįųĄ:░┤ęÄČ©Ą─Č©å╬╔²ą“Ą─ųĄ┼┼┴ąĪŻČ©å╬Ą─ī┘ąį┐╔ęį╩ŪöĄųĄŻ¼ūų─ĖĪŻ
(5)ā׎╚╝ē:░┤ššūŅąĪöĄųĄā׎╚ĪŻ╚ń╣¹─Ńė├┤╦ęÄätŻ¼ā׎╚╝ēūųČ╬▒žĒÜį┌Č©å╬╔ŽČ©┴xĪŻ
(6)╝ė╣żĢrķg:░┤ššūŅąĪČ©å╬Ą─╝ė╣żĢrķgā׎╚
(7)Ž┬▀_╚šŲ┌:░┤ššūŅįńķ_╩╝╚šŲ┌ā׎╚
(8)ŽÓĘ┤ā׎╚╝ē:░┤ššūŅ┤¾öĄųĄā׎╚ĪŻ╚ń╣¹─Ńė├┤╦ęÄätŻ¼ā׎╚╝ēūųČ╬▒žĒÜį┌Č©å╬╔ŽČ©┴xIŻ¼ķe╔óĢrķg:░┤ššūŅąĪķe╔óĢrķgā׎╚ĪŻ
Č■Ż¼╗∙ė┌─ŻöMĄ─Ēśą“ėŗäØ▀xō±ęÄät(Operation-at-a-time):
īŹ¼F─ŻöMĒśą“ėŗäØĄ─ĻPµI╩ŪČ■▓Įī¦Ž“Ą─ęÄät╩╣ė├ĪŻėąČ■éĆ╗∙▒ŠĄ─ęÄät:(1)╣żą“▀xō±ęÄätOSRĪŻ(2)┘Yį┤▀xō±ęÄätRSRĪŻęįŽ┬╩Ūįö╝ÜĄ──ŻöMĒśą“Ų„Ą─╣żą“▀xō±ęÄät║═┘Yį┤▀xō±ęÄätĄ─øQ▓▀▀ē▌ŗĘų╬÷┼cĮķĮB:
ßśī”▓╗═¼«aŲĘ║═┘Yį┤Ż¼▒žĒÜ▀xō±▓╗═¼Ą─ęÄätŻ¼į┌øQČ©╩Ū╩╣ė├╣żą“▀xō±ęÄät╗“┘Yį┤▀xō±ęÄätĢrŻ¼ų„ę¬┐╝æ]Ą─╩Ū╩▓├┤╩Ūę╗éĆ║├Ą─ėŗäØś╦£╩ĪŻę╗Ą®┤_Č©─ŃĄ──┐ś╦Ż¼─ŃŠ═┐╔ęį▀xō±╣żą“║═┘Yį┤▀xō±ęÄätüĒ═Ļ│╔─┐ś╦ĪŻę╗░ŃüĒšfŻ¼Ž╚▀xō±╣żą“▀xō±ęÄätŻ¼╚╗║¾▀xō±║Ž▀mĄ─┘Yį┤▀xō±ęÄätĪŻį┌ę╗ą®ŪķørŽ┬Ż¼ėąĻPĄ─┘Yį┤▀xō±ęÄät▒╗╣żą“▀xō±ęÄät╦∙øQČ©ĪŻ
1Ż¼╣żą“▀xō±ęÄät(OperationSelectionRule)
į┌APSų┴╔┘ę╗éĆ┘Yį┤╩Ū┐šķeĄ─║═Č■éĆ╗“ČÓéĆ╣żą“─▄ė├ė┌▀@éĆ┘Yį┤Ż¼▓╔ė├OSRĪŻ┤╦ęÄätøQČ©─Ūę╗éĆ╣żą“▒╗╝ė▌dĪŻ▀@Š═╩ŪøQČ©ėŗäØĮY╣¹┘|┴┐║├ē─Ą─ĻPµIę“╦žĪŻ¬Ü┴óĄ─╣żą“▀xō±ęÄätįö╝ÜĮķĮB╚ńŽ┬:
(1)ūŅįń═Ļ│╔╚šŲ┌:▀xō±ūŅįń═Ļ│╔Ą─╣żą“(ę▓įS╩ŪČ©å╬═Ļ│╔╚šŲ┌)
(2)ūŅĖ▀ā׎╚╝ēā׎╚:▀xō±ūŅĖ▀ā׎╚╝ē(ūŅĄ═ųĄ)Ą─╣żą“
(3)ūŅĄ═ā׎╚╝ēā׎╚:▀xō±ūŅĄ═ā׎╚╝ē(ūŅĖ▀ųĄ)Ą─╣żą“
(4)ūŅĖ▀Č©å╬ī┘ąįūųČ╬:▀xō±ūŅĖ▀(ūŅ┤¾)Č©å╬ī┘ąįūųČ╬Ą─╣żą“
(5)ūŅĄ═Č©å╬ī┘ąįūųČ╬:▀xō±ūŅĄ═(ūŅąĪ)Č©å╬ī┘ąįūųČ╬Ą─╣żą“
(6)äėæBūŅĖ▀Č©å╬ī┘ąįūųČ╬:▀xō±äėæBūŅĖ▀(ūŅ┤¾)Č©å╬ī┘ąįūųČ╬Ą─╣żą“
(7)äėæBūŅĄ═Č©å╬ī┘ąįūųČ╬:▀xō±äėæBūŅĄ═(ūŅąĪ)Č©å╬ī┘ąįūųČ╬Ą─╣żą“
(8)┼┼│╠╬─╝■Ą─Ēśą“:▀xō±┼┼│╠╬─╝■└’│÷¼FŽ╚ĄĮŽ╚Ę■䚥─╣żą“
(9)ĻPµI┬╩:▀xō±ūŅąĪĻPµI┬╩Ą─╣żą“ĪŻ
ĻPµI┬╩=╩ŻėÓėŗäØ╣żū„Ģrķg/(═Ļ│╔╚šŲ┌-«öŪ░Ģrķg)
(10)īŹļHĻPµI┬╩:▀xō±ūŅąĪīŹļHĻPµI┬╩Ą─╣żą“
īŹļHĻPµI┬╩=╩ŻėÓīŹļH╣żū„Ģrķg/(═Ļ│╔╚šŲ┌-«öŪ░Ģrķg
(11)ūŅ╔┘╩ŻėÓ╣żą“(ņoæB):▀xō±ūŅ╔┘╩ŻėÓ╣żą“ĢrķgĄ─╣żą“
(12)ūŅķLĄ╚┤²Ģrķg:▀xō±ūŅķLĄ╚┤²ĢrķgĄ─╣żą“
(13)ūŅČ╠Ą╚┤²Ģrķg:▀xō±ūŅČ╠Ą╚┤²ĢrķgĄ─╣żą“
(14)ūŅ┤¾▀^│╠Ģrķg:▀xō±ūŅ┤¾▀^│╠ĢrķgĄ─╣żą“
(15)ūŅąĪ▀^│╠Ģrķg:▀xō±ūŅąĪ▀^│╠ĢrķgĄ─╣żą“
(16)ūŅąĪ╣żą“ķe╔óĢrķg:▀xō±ūŅąĪ╣żą“ķe╔óĢrķgĄ─╣żą“ĪŻ
Č©å╬╚╬䚥─ķe╔óĢrķg=╚╬äš╩ŻėÓ═Ļ│╔Ģrķg-╩ŻėÓ╣żū„Ģrķg
╣żą“ķe╔óĢrķg=╚╬äšķe╔óĢrķg/═Ļ│╔╚╬䚥─╩ŻėÓ╣żą“öĄ
(17)ūŅąĪČ©å╬ķe╔óĢrķg:▀xō±ūŅąĪČ©å╬╚╬䚥─ķe╔óĢrķgĄ─╣żą“
(18)ūŅąĪ╣żū„╩ŻėÓ:▀xō±╦∙ėąąĶę¬═Ļ│╔Č©å╬Ą─ūŅąĪ╩ŻėÓ▀^│╠ĢrķgĄ─╣żą“ĪŻ
2Ż¼┘Yį┤▀xō±ęÄätResourceSelectionRule
RSR▀xō±╣żą“╝ė▌dĄĮ┘Yį┤ĮMā╚Ą───ę╗┘Yį┤ĪŻ
(1)ūŅįńĮY╩°Ģrķg:▀xō±īóę¬ūŅŽ╚═Ļ│╔╣żą“Ą─┘Yį┤
(2)ūŅįńķ_╩╝Ģrķg:▀xō±īóę¬ūŅŽ╚ķ_╩╝╣żą“Ą─┘Yį┤
(3)ūŅ▀tĮY╩°Ģrķg:▀xō±īóę¬ūŅ▀t═Ļ│╔╣żą“Ą─┘Yį┤
(4)┼cŪ░╣żą“ę╗śė:▀xō±▒╗ė├ė┌Ū░ę╗╣żą“Ą─┘Yį┤
(5)ĘŪŲ┐ŅiūŅįńķ_╩╝Ģrķg:▀xō±īóę¬ūŅįńķ_╩╝╣żą“Ą─ĘŪŲ┐Ņi┘Yį┤
3Ż¼ŽÓĻP▀xō±ęÄät:
╚ń╣¹▀xō±ę╗╣żą“▀xō±ęÄätŻ¼Š═ūįäėĄ─▀xō±ŽÓæ¬Ą─┘Yį┤▀xō±ęÄätĪŻ
(1)ŽĄ┴ąĒśą“裣h:▀xō±═¼śė╗“Ž┬ę╗éĆūŅĖ▀(ūŅĄ═)ŽĄ┴ąųĄĄ─╣żą“ĪŻ«öø]ėąūŅĖ▀ųĄĄ─╣żą“Ż¼Ēśą“īóŽÓĘ┤Ż¼▀xō±ūŅĄ═Ą─╣żą“ĪŻ
(2)ŽĄ┴ąĮĄĒśą“:▀xō±═¼śė╗“Ž┬ę╗éĆūŅĄ═ŽĄ┴ąųĄĄ─╣żą“
(3)ŽĄ┴ą╔²Ēśą“:▀xō±═¼śė╗“Ž┬ę╗éĆūŅĖ▀ŽĄ┴ąųĄĄ─╣żą“
(4)ūŅąĪ£╩éõŽĄ┴ą:▀xō±ūŅąĪ£╩éõĢrķg╝░ūŅĮ³Ą─ŽĄ┴ąųĄĄ─╣żą“ĪŻ
(5)ūŅąĪ£╩éõĢrķg:▀xō±ūŅąĪ£╩éõ╗“ōQčbĢrķgĄ─╣żą“
(6)Č©Ģrģ^Ą─ŽĄ┴ąĒśą“裣h:▀xō±═¼śė╗“Ž┬ę╗éĆūŅĖ▀(ūŅĄ═)ŽĄ┴ąųĄ╣żą“ĪŻŪęų╗┐╝æ]į┌╠žČ©Ą─Ģrģ^└’Ą─Č©å╬═Ļ│╔╚šŲ┌└’Ą─╣żą“ĪŻ«öø]ėąūŅĖ▀ųĄĄ─╣żą“Ż¼Ēśą“īóŽÓĘ┤Ż¼▀xō±ūŅĄ═Ą─╣żą“ĪŻ
(7)Č©Ģrģ^Ą─ŽĄ┴ąĮĄĒśą“:▀xō±═¼śė╗“Ž┬ę╗éĆūŅĄ═ŽĄ┴ąųĄ╣żą“ĪŻŪęų╗┐╝æ]į┌╠žČ©Ą─Ģrģ^└’Ą─Č©å╬═Ļ│╔╚šŲ┌└’Ą─╣żą“ĪŻ
(8)Č©Ģrģ^Ą─ŽĄ┴ą╔²Ēśą“:▀xō±═¼śė╗“Ž┬ę╗éĆūŅĖ▀ŽĄ┴ąųĄ╣żą“ĪŻŪęų╗┐╝æ]į┌╠žČ©Ą─Ģrģ^└’Ą─Č©å╬═Ļ│╔╚šŲ┌└’Ą─╣żą“ĪŻ
(9)Č©Ģrģ^Ą─ūŅąĪ£╩éõŽĄ┴ą:▀xō±ūŅąĪ£╩éõĢrķg╝░ūŅĮ³Ą─ŽĄ┴ąųĄĄ─╣żą“ĪŻŪęų╗┐╝æ]į┌╠žČ©Ą─Ģrģ^└’Ą─Č©å╬═Ļ│╔╚šŲ┌└’Ą─╣żą“ĪŻ
(10)Č©Ģrģ^Ą─ūŅąĪ£╩éõĢrķg:▀xō±ūŅąĪ£╩éõ╗“ōQčbĢrķgĄ─╣żą“Ż¼Ūęų╗┐╝æ]į┌╠žČ©Ą─Ģrģ^└’Ą─Č©å╬═Ļ│╔╚šŲ┌└’Ą─╣żą“ĪŻ
╚²Ż¼╣żą“▀xō±ęÄätĄ─Ęų╬÷
ś╦£╩Ą─╣żą“▀xō±ęÄät╩Ūęčį┌APSČ©┴x║├Ą─ĪŻ╩╣ė├š▀┐╔ęį║åå╬▀xō±Ųõę╗ęÄätĪŻį┌APS└’ėąČ■╩«ČÓéĆś╦£╩ęÄätĪŻ▓╗═¼Ą─ęÄätī”æ¬▓╗═¼Ą──┐ś╦ĪŻ▀@ą®ęÄät┐╔ęį▀Mę╗▓ĮĘų│╔ņoæB┼cäėæBĄ─ęÄätĪŻ
ņoæBęÄät:×ķ╦∙ėąį┌┼┼ĻĀųąĄ─ėåå╬Ż¼╦∙ėąĄ╚┤²Ą─╣żą“╠ß╣®ę╗║åå╬Ą─╦„ę²ÖCųŲĪŻ▀@ą®ęÄätį┌├┐ę╗┤╬ŅAŽ╚─ŻöMĢrķgĢr▓╗ąĶę¬į┘┤╬įu╣└ĪŻė├ė┌╣żą“▀xō±ęÄätĄ─ģóöĄ╩Ū╣╠Č©Ą─ĪŻ└²╚ńęÄät╩ŪūŅįń═Ļ│╔╚šŲ┌ęÄätŻ¼═Ļ│╔╚šŲ┌į┌Ēśą“┼┼│╠ųąÅ─╬┤Ė─ūāĪŻį┌┼┼ĻĀųąĄ─Ą┌ę╗éĆ╣żą“▒╗Ęų┼õĄĮę╗Ą╚┤²┘Yį┤ĪŻę“×ķęÄät┐é╩Ū▀xō±Ą┌ę╗éĆĄ╚┤²╣żą“Ż¼┤╦ęÄätł╠ąąĄ─ĘŪ│Ż┐ņĪŻ
äėæBęÄät:├┐ę╗éĆį┌┼┼ĻĀĄ─╣żą“▒╗├┐ę╗┤╬š{ė├Ą─ęÄätÖz▓ķĪŻę“┤╦Ż¼╬ęéā╩Ū╗∙ė┌«öŪ░Ą─Č©å╬╚╬äš║═ŽĄĮyĄ─ĀŅæBøQČ©╬ęéāĄ─▀xō±ĪŻ▀@éĆÖCųŲ│õĘų┐╝æ]┴╦╚╬║╬Ė─ūā│÷¼FĄ─Ģrķg║═╩┬╝■Ą─ĮY╣¹ĪŻ└²╚ńŻ¼ūŅąĪ╣żą“┐šķeęÄätŻ¼ę“×ķ╣żą“Ą─┐šķeųĄļSĢrį┌Ė─ūāĪŻę“×ķäėæB▀xō±ęÄätąĶę¬į┌├┐ę╗┤╬╩┬Ž╚─ŻöMęį║¾Öz▓ķį┌┼┼ĻĀųąĄ─├┐ę╗éĆ╣żą“Ż¼╦³▒╚ņoæBęÄätę¬┬²ę╗ą®ĪŻ
ć°═ŌŽ╚▀MĄ─┼┼«aŽĄĮyĮķĮB
ėŗäØ┼c┼┼«aį┌▒Š┘|╩Ūę╗ų┬Ą─Ż¼Ą½é╚ųž³cĖ„ėą▓╗═¼Ż¼ć°═Ō║▄ČÓERP«aŲĘČ╝ėą║▄ČÓ┼┼«a╣żŠ▀▄ø╝■Ż¼╚ńI2Ą─APSĪóSAPĄ─APOĪóOracleĄ─APSĪóMAPICSĄ─THRUPUTĪóBAANĄ─SCSĪóLILLYĄ─APSĪóIFSĄ─CBSĄ╚Ą╚Ż¼Ė„╝ę▄ø╝■į┌╔·«a┼┼«a╔Ž┤¾═¼ąĪ«ÉĪŻ╬ęéāüĒ┤¾ų┬┐┤┐┤Ż║
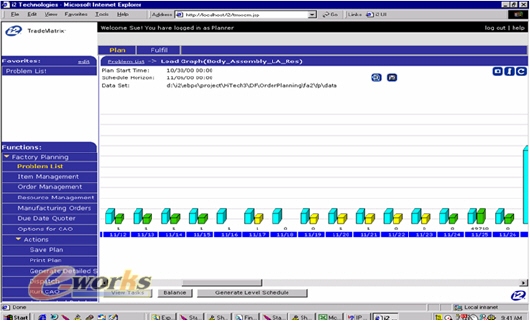
I2Ą─Tradematrix
RhythmFPš¦┐┤ų«Ž┬║▄Ž±MRPŻ¼ų„ę¬▓Ņ«É╩ŪŻ║į┌ICPĄ─ļAČ╬Ż¼RhythmFPĢ■ī”├┐╣Pėåå╬Į©┴óę╗éĆ«a─▄ėąŽ▐Ą─╔·«aęÄäØĪŻ╩╣ė├RhythmFPĢrŻ¼▓╗▒žŅAŽ╚Č©┴x╣żÅSĄ─Ž▐ųŲį┌──└’Ż¼RhythmFPĢ■ūįäėšę│÷š¹éĆŽĄĮyĄ─ĻPµIŽ▐ųŲ³cį┌║╬╠ÄĪŻRhythmFP╩Ū╠ūĘŪ│ŻÅ═ļsĄ─┘Yį┤Ęų┼õŽĄĮyŻ¼╦∙ęįĮ©ų├ĢrąĶę¬Ų¾śIĄ─Š½ėó┼cĖ▀ļAų„╣▄ģó┼cĪŻ
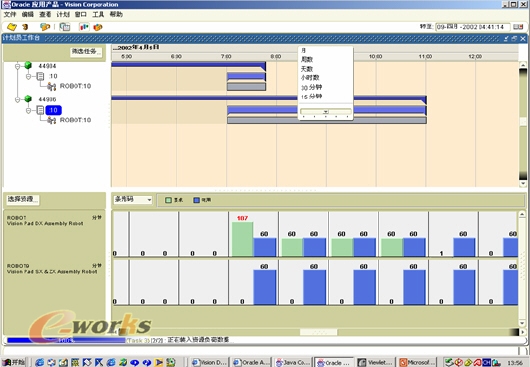
OracleųŲįņ┼┼«a
▄ćķgīėĄ─ųŲįņ┼┼«aėŗäØ┐╔ęįļS═¼OracleĄ─ASCPĖ▀╝ē╣®æ¬µ£ėŗäØę╗Ų«a╔·ĪŻOracleųŲįņ┼┼«a╩Ūę╗ĘN╚½├µĄ─▄ćķgīėĄ─┼┼«a╣żŠ▀Ż¼╦³─▄Ė∙ō■╝s╩°Śl╝■ūī▄ćķg╣▄└Ēš▀ęįłD▒ĒĄ─ĘĮ╩Į▓ķ┐┤║═ųžą┬░▓┼┼▄ćķgū„śIėŗäØĪŻ╦³═©▀^ę╗éĆ┐╔ęĢĄ─łD▒Ē(Ė╩╠žłD)üĒ▒Ē╩Š│÷▄ćķgīėū„śIŻ¼▓ó─▄═©▀^Į╗╗ź═Ž└ŁłD▒ĒüĒųžą┬░▓┼┼▀@ą®ū„śIĪŻ─·į┌╠ßĖ▀╔·«a┬╩Ż¼ņ`╗Ņąį║═Ę┤æ¬─▄┴”Ą─═¼ĢrŻ¼▒Ń─▄╩╣╔·«a─▄┴”║═«a┴┐ūŅ┤¾╗»ĪŻ
OracleųŲįņ┼┼«a░³└©ęįŽ┬╠ž³c:
ŻŁ╗∙ė┌╗ź┬ōŠWĄ─ĮYśŗ
ŻŁųŲįņ┼┼«a╣żū„┼_
ŻŁĮ╗╗ź╩ĮĄ─┼┼«a
ŻŁā׎╚╝ēā×╗»ųŲįņ┼┼«a│╠ą“
Ų¾śI╔╠䚣hŠ│š²śO┐ņĄžĖ─ūāŻ¼īŹļHąĶŪ¾║▄┐ņŠ═║═ŅA£y▓╗ę╗ų┬Ż¼│²┤╦ų«═ŌŻ¼ÖCŲ„╣╩šŽĪó╠ņÜŌĄóš`┤¼▀\Īó╣ż╚╦šł╝┘Ą╚▀@ą®┼╝╚╗ę“╦žŻ¼╩╣Ą├ųŲįņŁhŠ│▓╗öÓĄžį┌░l╔·ūā╗»ĪŻėŗäØš▀Ż¼«aŲĘĮø└ĒŻ¼▄ćķgų„╣▄éāŲ╚ŪąąĶę¬ę╗ĘN╣żŠ▀üĒ┐ņ╦┘ĄžĒææ¬Ė─ūā┴╦Ą─╔╠䚣hŠ│ĪŻ
OracleųŲįņ┼┼«a─▄ūī─·Ą─śIäš╠Äė┌ūŅėą╗Ņ┴”Ą─ĀŅæBŻ¼╦³ęįłD▒Ē═Ž└Ł╣”─▄üĒųžą┬┼┼«aŻ¼╩╣─·─▄║▄┐ņĄžšęĄĮūŅ╝čĘĮ░ĖĪŻ▀\ė├▀@ĘNĖ∙ō■ėŗäØÅŖųŲīŹ¼FĄ─╝╝ągŻ¼ęį╝░ĘŪ│Żų▒ė^Ą─łDą╬Įń├µŻ¼─·─▄║▄┐ņĄžųžą┬░▓┼┼Ęeē║Ą─ū„śIŻ¼▓ó─▄╠ßĖ▀╣żū„ą¦┬╩ĪŻ╚ńŽ┬łD╦∙╩ŠŻ║
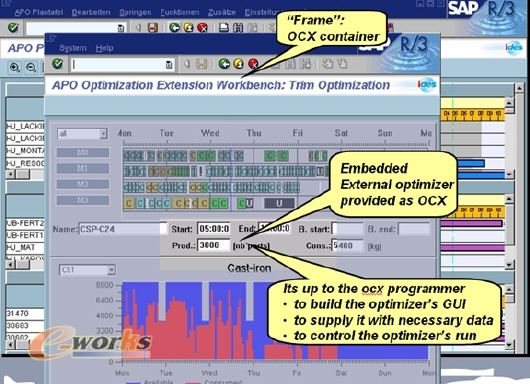
SAPĄ─APO┼┼«aŻ║
į┌«aśIĄ─ėŗäØ║═▀MČ╚░▓┼┼ųą╩╣ė├APOųąĄ─PP/DS─ŻēKŻ¼─Ū├┤ūŅ╗∙▒ŠĄ─ę¬į┌ŽĄĮyųą▒Ż┤µęįŽ┬ÄūĘNĮYśŗąįöĄō■Ż║
Ąž³cŻ╗
«aŲĘ╗“▓┐╝■Ż╗
┘Yį┤Ż╗
╔·«a▀^│╠─Żą═(PPMs)Ż╗
ĮM┐ŚŠžĻćŻ╗
╣®æ¬µ£─Żą═ĪŻ
│²┤╦ų«═ŌŻ¼ėŗäØ▀ĆąĶę¬ę╗ą®ė╔ĀŅæB╦∙øQČ©Ą─öĄō■Ż¼└²╚ńõN╩█ėåå╬ĪóėŗäØėåå╬ĪóÄņ┤µ║═┘Yį┤Ą─│§╩╝ĀŅæBĪŻė╔ė┌APO╩Ū╩╣ė├ś╦£╩Ą─R/3╗∙ĄA¾wŽĄ╚źŠSūoŽĄĮyĄ─╣”─▄Ż¼╦∙ęį╦³╩╣ė├┴╦ūį╝║Ą─ę╗éĆŽÓĻPöĄō■╚źŠSūoĮYśŗąįĄ─║═ė╔ĀŅæBøQČ©Ą─öĄō■ĪŻę“┤╦Ż¼┼c┤¾ČÓöĄĄ─Ė▀╝ēėŗäØŽĄĮy▓╗═¼Ż¼APOŽĄĮyĄ─öĄō■▓╗╩Ūė╔ŽĄĮyåóäėĢrŠ═▒╗ūx╚ļĄ─ASCII╬─▒Š╬─╝■é„▌öĄ─ĪŻ┐╝æ]ĄĮ▀@ę╗³cŻ¼æ¬«ö╠ß╣®ę╗ą®į┌ŽĄĮyųą╠Ņ╚ļöĄō■Ą─ą┼ŽóĪŻ
SAP╠ß╣®Ą─ę╗éĆ╠ž╩ŌĄ─Įń├µ═©│ŻĢ■ė├ė┌APOŽĄĮy║═R/3ŽĄĮyĄ─╗ź┬ōĪŻ═©▀^į┌ķ_╩╝Ģr▀MąąŽ┬▌dŻ¼▀@ę╗Įń├µ┐╔ęį«a╔·ĮYśŗąįĄ─öĄō■Ż¼▓óŪę«öė╔ĀŅæBøQČ©Ą─öĄō■▒╗─│éĆŽĄĮyĖ─ūāĢrŻ¼▀@ę╗Įń├µ─▄┴ó╝┤é„╦═╦³Ż¼▀@Š═▒ŻūC┴╦öĄō■─▄▒╗╝░ĢrčĖ╦┘Ąžé„▌öĪŻ▒M╣▄╚ń┤╦Ż¼ę▓┐╔ęį╩╣ė├Ųõ╦¹Ą─ĘŪR/3ŽĄĮyĄ─Įń├µĪŻ╚ńŽ┬łD╦∙╩ŠŻ║
MAPICS║═Thruput┼┼«aŻ║Drum-Buffer-Rope(DBR)Š═╩Ūę╗╠ū╝»┼┼│╠Īół╠ąąĪóėŗäØė┌ę╗¾wĄ─═ĻéõĄ─ĘĮĘ©šōŻ¼╦³╗∙ė┌ĖĻĄ┬└Ł╠ž▓®╩┐╠ß│÷Ą─TOC(╝s╩°└Ēšō)ęč▒╗▒ŖČÓ┤╦ŅÉ╣żÅSūCīŹ╩ŪūŅ×ķėąą¦Ą─ę╗ĘN╣▄└Ē└ĒšōĪŻ
DBR---▓╗ų╗╩ŪŽ╚▀MĄ─┼┼│╠ėŗäØ
DBRŻ║╣─Ż©DrumŻ®ŻŁŠÅø_Ų„(Buffer)ŻŁ└Kūė(Rope)
į┌ę╗éĆųŲįņŁhŠ│ųąŻ¼─Ūą®ŽÓī”ė┌Ųõ╔·«a─▄┴”Č°čįŻ¼▀_ĄĮ┴╦ūŅ┤¾│╠Č╚Ą─╔·«ažō║╔┘Yį┤╩Ūę╗éĆŲ┐ŅiŻ¼Ž▐ųŲ┴╦Ųõ╦¹┘Yį┤Ą─▀\▐DĪŻ
TOC└Ēšōäō╩╝╚╦ĖĻĄ┬└Ł╠ž▓®╩┐ūŅįńęŌūRĄĮĖ„«aŲĘ┘Yį┤▓óĘŪ╗ź▓╗ŽÓĖ╔Ż¼Č°╩Ū═¼į┌ę╗Ślµ£╔ŽĪóŽÓ╗źę└┤µĄ─ČÓéĆŁh╣ØŻŁŻŁ│»ų°äōįņ└¹ØÖĄ─╣▓═¼─┐ś╦▀\▐DĪŻš²╚ńūŅ▒Ī╚§Ą─Łh╣ØøQČ©ų°ę╗Ślµ£Ą─ÅŖČ╚Ż¼āHėąÄūéĆĻPµI┘Yį┤į┌Ž▐ųŲ╣żÅSĄ─▀\▐DĪŻų╗ėą╩ūŽ╚īó▀@ą®Ų┐Ņię“╦žĘųäe▀MąąūRäe┼c┼┼│╠Ż¼╣▄└Ē╣żÅSĄ─«aŲĘ┴„▓┼│╔×ķ┐╔─▄ĪŻĘŪŲ┐Ņię“╦žīóāHāHĘ■äšė┌▀@ą®Ų┐Ņię“╦žŻ¼ęÓ╝┤║═ų°Ų¾śI═¼▓Į╔·«aĄ─╣ØūÓŻŁŻŁ╣─³c╣Ø┼─Ū░▀MĪŻ
×ķ½@╚ĪūŅ┤¾└¹ØÖŻ¼╚ń╣¹╣żū„┼┼│╠▀m«öŻ¼═¼ĢrūŅ┤¾Ų┐Ņi▀\ąą▓╗▒╗┤“öÓŻ¼Ūę╬’┴Ž░lĘ┼Š«╚╗ėąą“ęį▒ŻūC╔·«a▓╗į┌ĘŪŲ┐Ņi┘Yį┤╔Žą╬│╔Ą╚┤²╝ė╣żĄ─į┌ųŲŲĘķLĻĀĪŻ▀@╝ę╣żÅSīó½@Ą├ūŅā×┴„│╠Ż║«aõN┬╩Ż©å╬╬╗Ģrķgā╚╔·«a│÷üĒ▓óõN╩█│÷╚źĄ─┴┐Ż®ūŅ┤¾╗»Ż╗į┌«aŲĘ║═«a│╔ŲĘÄņ┤µūŅąĪŻ╗ŠS│ųĖ„ĒŚ╗ŅäėĄ─▀\ąą┘Mė├ūŅĄ═ĪŻ
┴Ēę╗ĘĮ├µŻ¼ņoæB┼·┴┐Ą─é„ĮyĄ─╣▄└ĒĘĮĘ©ätÅŖš{ĘŪŲ┐ŅiūŅā×╗»┼c▀B└mųž┼┼│╠Ą╚Ż¼╦³ųŲįņų°┴„│╠ųąĄ─ĖĪäėŲ┐ŅiŻ¼╝ėäĪ┴╦╣®æ¬µ£╦∙ėąŁh╣ØĄ─ā╚į┌▓©äėĪŻ
Ų┐Ņi▒Š╔Ē▓ó▓╗─▄═Ļ╚½┐žųŲ«aõN┬╩Ż¼╦³ąĶę¬ĘŪŲ┐Ņię“╦žĄ─ų¦│ųĪŻų╗ꬫö─│ę╗é„╦═┘Yį┤═Ż£■Ż¼ĘŪŲ┐ŅiĢ■░Ą╩ŠŲ┐Ņi┐╔─▄×lė┌╬ŻļU▀ģŠēĪŻį┌DBRīŹ╩®ųąŻ¼ĮŌøQĘĮĘ©▓╗╩Ū═©▀^ī”┐╣├┐ę╗┤╬äė╩Äūī▄ćķg╚╠╩▄äĪ┴ę▓╗ĘĆČ©ąįŻ¼Č°╩ŪįOų├Time-buffers▒ŻūoĻPµI┘Yį┤▒▄ķ_┬ķ¤®ĪŻ└¹ė├▀@ą®ĢrķgŠÅø_ģ^╣ż╝■īóĄĮ▀_ę╗éĆ╠ž╩ŌĢrČ╬Ż¼į┌╦³éā▒Šæ¬Ąų▀_Ų┐Ņių«Ū░ĪŻ╚╗Č°čė▀t║¾Ż¼╦³éā╚įĒÜį┌ęÄČ©Ģrķgā╚Ąų▀_Ų┐Ņięį│ų└m╔·«aĪŻ
│²╩╣«aõN┬╩ūŅ┤¾ų«═ŌŻ¼Į±╠ņ╣żÅS┴Ēę╗éĆ«öäšų«╝▒╩Ūī”ŅÖ┐═ąĶŪ¾ū„│÷┐ņ╦┘Ę┤æ¬ĪŻ«ö╩ął÷ąĶŪ¾▓╗─▄Š½┤_ŅA£yŻ¼Äņ┤µ╩Ūī”┐╣▓╗┤_Č©ąįĄ─ę╗ĘN▒ŻļU┤ļ╩®ĪŻĄ½įO┴óę╗Č©╚▌┴┐Ą─įŁ┴ŽĪó╣ż╝■║═«a│╔ŲĘĄ─Äņ┤µąĶę¬▓╗ĘŲĄ─┘YĮŻ¼┴Ē═ŌŻ¼▀B└mĄ─«aŲĘįOėŗ┼cķ_░lįņ│╔Ą─▀^Ģr’LļU═∙═∙Ė▀│÷įSČÓĪŻ×ķ▒ŻūCŅÖ┐═Ą─ąĶŪ¾Ż¼Į©┴óÄņ┤µŽÓī”Č°čį╩Ūę╗éĆśOČ╦░║┘FĄ─╩ųČ╬ĪŻšµš²▒Ż│ų▄ćķg╬’┴ŽĢ│═©▓┼╩Ū╬©ę╗├„ųŪĄ─▀xō±Ż¼ė╚Ųõ«ö▄ćķgĄ─┼┼ĻĀĢrķgš╝╠ßŪ░Ų┌Ą─80Żźęį╔ŽĪŻ
š²╚ń├┐ę╗éĆ╔·«a╣▄└Ēš▀╦∙ūCīŹĄ─Ż¼▓╗▒žę¬Ą─Äņ┤µūĶĄK┴╦┴„╦«ŠĆ║═╬’┴Ž┴„ĪŻę“┤╦Ż¼DBRęÄČ©▄ćķgū„śIś╦£╩╩ŪŠS│ų╩ął÷ąĶŪ¾Ż¼Č°▓╗╩ŪāHūī╣ż╚╦║═ÖCŲ„▀B▌S▐DĪŻ┴Ē═ŌŻ¼▒╗╣─³c╦∙ŠS│ųĄ─╝s╩°Ż©▒╗▒Ń└¹Ą─ĢrķgŠÅø_ģ^ÅøčaŻ®īó╝░ĢrĘų╔óĪŻŠ═Ž¾ėąĖ∙¤oą╬Ą─└Kūė░莥Įy╦∙ėą▓┐Ęų┼c╣─┤«┬ōŲüĒŻ¼└KūėŲĄ─╩Ūé„▀fū„ė├Ż¼ęį“īäė╦∙ėą╣żą“░┤╣─Ą─╣ØūÓ▀Mąą╔·«aĪŻ
╚ńŽ┬łD╦∙╩Š:
BAANĄ─┼┼«aŻ║
═©▀^╠ß╣®ęūė┌└ĒĮŌĄ─╣żÅSęĢłDŻ¼┼┼│╠Ų„┐╔│╔×ķĘŪ│ŻėąārųĄĄ─øQ▓▀ų¦│ų╣żŠ▀ĪŻĮĶų·š¹¾włD▒Ē║═├┐éĆŚlēKŽ┬’@╩ŠĄ─ą┼ŽóŻ¼ė├æ¶┐╔ęįøQČ©ūŅĻPµIĄ─ĪóąĶę¬ĮŌøQĄ─å¢Ņ}Ż¼╝░▓╔╚Ī║╬ĘNąąäė┐╔ęįÄ═ų·ĮŌøQå¢Ņ}ĪŻ└²╚ńŻ¼ų„╔·«aėŗäØåT┐╔ęį┴╦ĮŌ╣żÅSĻPė┌╩╣£╩éõĢrķgūŅąĪ╗»Ą─øQČ©╩Ūʱ┼c╝░ĢrĮ╗žøŽÓø_═╗Ż¼▓óšę│÷š█ųįĘĮ░ĖĪŻ╚ń╣¹╩Ūė╔ė┌╚▒╔┘║ŽĖ±╚╦åTČ°įņ│╔Į╗žøčėŲ┌Ż¼ÅSķLät┐╔øQČ©ūī─│ą®åT╣ż╝ė░ÓŻ╗╬’┴ŽėŗäØåT┐╔ęįšę│÷╩Ū──ą®╬’┴Žę²Ų┴╦┐═æ¶ėåå╬Ą─čėŲ┌Ż¼▓óøQČ©Ė³Ė─ėåžøöĄ┴┐╗“ėåžø╚šŲ┌Ż╗
╚ńŽ┬łDŻ║
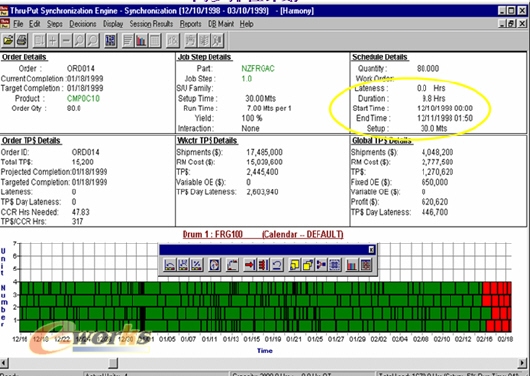
LILLYĄ─APS
LillyĄ─APSĄ─DBR╔·«a┼┼│╠╩Ūę╗ĘN╗∙ė┌MurphyīŻ└¹╝╝ągŻ¼╦¹┐╔ęįī”╔·«aĪó▓╔┘ÅĄ╚▀MąąDBR┼┼│╠ĪŻ
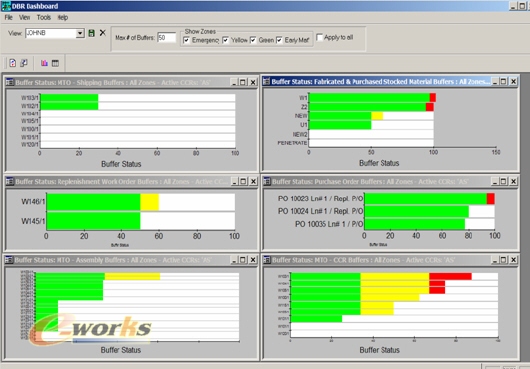
╦¹└¹ė├ŠÅø_╝╝ągüĒīŹ¼F┼┼«aŻ║
ĢrķgŠÅø_
1Ż¼CCRŠÅø_
Ų┐ŅiŠÅø_╩Ūį┌░l│÷╬’┴ŽĮo╣żū„Č©å╬║¾Ż¼ĄĮ▀_Ų┐ŅiĄ─į╩įSĢrķgĪŻ
CCRŠÅø_Ą──┐Ą─╩Ū▒ŻūoCCRĪŻ
2Ż¼░l▀\ŠÅø_
į┌─Ń═Ļ│╔į┌CCRĄ─╣żū„ęį║¾Ż¼į╩įSł╠ąą╣żą“Ēśą“Ą─ĢrķgŻ¼ī”Ė∙▒Š▓╗ė├CCRĄ─╣żū„Č©å╬Ż¼░l▀\ŠÅø_Ę┤ė│╩Ūī”╦∙ėą═Ļ│╔Ą─╣żū„Ą─ę╗░Ńį╩įSĢrķgĪŻę╗Ą®─ŃęčĮø░l┴ŽĮo╣żū„Č©å╬ĪŻę“×ķ─Ń╔·«a▀@ą®╣żū„Č©å╬▓╗ė├╝s╩°┘Yį┤Ż¼▀@ą®╣żū„Č©å╬ėąĢrĮąFreeOrdersĪŻ
░l▀\ŠÅø_Ą──┐Ą─╩Ū▓╗─▄Õe▀^┐═æ¶Ą─ąĶę¬╚šŲ┌ĪŻ
3Ż¼čb┼õŠÅø_
ī”ČÓéĆ╣żū„Č©å╬Ż¼ėąę╗éĆ╗“ČÓéĆĘųų”ø]ėą═©▀^CCRŻ¼Ą½╩ŪŻ¼┴Ē═Ōę╗éĆĘųų”ģs═©▀^CCR╣żą“Ż¼čb┼õ╣żą“į╩įSū„ĄĮ▀_║═CCRĘųų”▀BĮėĄ─³cŻ¼ę╗Ą®─ŃęčĮø░l┴ŽĮoĘŪCCRĄ─Ęųų”ĪŻ
čb┼õŠÅø_Ą──┐Ą─╩Ū▒ŻūoMurphyŽ¹║─Ą─į┌non-CCRĘųų”╩┬╝■ĪŻ╬’┴ŽŽ┬▀_╚šŲ┌╩Ūė╔ĘŪCCRĘųų”ėŗ╦ŃĄ─Ż¼Å─┐═æ¶Į╗žø╚šŲ┌£p╚ź░l▀\ŠÅø_Ģrķg║═čb┼õŠÅø_ĢrķgĪŻ
╚ńŽ┬łDŻ║
ęį╔Ž╩ŪĖ„ĘNć°═Ōų¬├¹ERP▄ø╝■ÅS╔╠Ą─┼┼«aŽĄĮyŻ¼į┌īW┴Ģ║═īŹ╩®▀^│╠ėąĘŪ│Ż┤¾Ą─¾wĢ■Ż║ERPĄ─īŹ╩®═Ļ╔Ų║═Ų¾śI╣▄└ĒĄ─╝Ü╗»ĄĮ╬╗╩ŪøQČ©┼┼«aŽĄĮy╩Ūʱåóė├Ą─ĻPµIę“╦žŻ¼║▄ČÓŲ¾śIį┌ERPŽĄĮy▀xą═ļAČ╬Š═į┌▀xō±║├Ą─┼┼«a▄ø╝■Ż¼▀@¤o┐╔║±ĘŪŻ¼Ą½╩ŪąĶī”▒ŠŲ¾śIĄ─╔·«a╝░╬’┴„Ūķør▀Mąąįu╣└Ż¼ąĶšJšµĄ─įu╣└Ų¾śIūį╔Ē╩ŪʱŠ▀éõŲė├Ė▀╝ē┼┼«aŽĄĮyĄ─▒žę¬Ż¼Ė▀╝ē┼┼«a╣”─▄╣╠╚╗╩ŪĘŪ│ŻĄ─┐ŲīW║Ž└ĒŻ¼į┌└Ēšō╔Ž╩Ū¤o┐╔╠¶╠▐Ż¼├µ├µŠŃĄĮŻ¼Ą½ī”öĄō■Īó╚╦åT╝░╔·«a¼Fł÷Ą─╣▄└Ēę¬Ū¾ĘŪ│ŻĖ▀Ż¼ņoæBöĄō■╝░Ė„ĘN┼┼«aęÄätŻ¼äėæBöĄō■╝░Ė„ĘN═ŌĮńę“╦žŻ©▀\▌öŻ¼╣żÅSł÷ĄžĪó┘|ÖzĄ╚Ż®Č╝ī”ŽĄĮyŲų°ųŲ╝sū„ė├ĪŻ
ę╗░ŃüĒšfŻ║į┌Ų¾śIĄ─ERP▀\ąąĘĆČ©║¾Ż©Äņ┤µ£╩┤_/ėŗäØ═Ļš¹ĪóĖ„ĘNį┌═ŠĪóį┌«aĪó═Ļ╣żöĄō■£╩┤_Ż¼╝░ĢrĄ╚Ż®┐╔ęįī”▄ćķg╣▄└Ē▀MąąŽĄĮyĄ─╝Ü╗»╣▄└ĒŻ¼╔§ų┴┐╔ęį╝Ü╗»ĄĮÖC┼_┼c░ÓĮMŻ¼īóėŗäØ┼c│╔▒ŠŠC║Ž┐╝æ]Ż¼╠ßĖ▀ÖC┼_└¹ė├┬╩Ą─═¼ĢrŻ¼▒M┐╔─▄Ą─ĮĄĄ═ÖC┼_╗“╚╦╣żĄ─│╔▒ŠŻ¼▀_ĄĮ«a─▄┼c└¹ØÖĄ─ūŅ┤¾╗»ĪŻ
ģó┐╝╬─½IŻ║
▓╠ĘfĪČAPSĖ▀╝ēėŗäØ┼c┼┼│╠ĪĘ
I2/SAP/ORACLE/MAPICS/BAAN/LILLY/IFSĄ╚▄ø╝■ŽĄĮy
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://www.lukmueng.com/
▒Š╬─ś╦Ņ}Ż║£\šäėŗäØ┼c┼┼«aĄ─«É═¼
▒Š╬─ŠWųĘŻ║http://www.lukmueng.com/html/consultation/10820223378.html






















