



1 ę²čį
ĪĪĪĪöĄ(sh©┤)┐žÖC(j©®)┤▓╩ŪųŲįņśI(y©©)▓╗┐╔╚▒╔┘Ą─įO(sh©©)éõŻ¼╦³Ą─æ¬(y©®ng)ė├╩ŪųŲįņśI(y©©)¼F(xi©żn)┤·╗»Ą─▒ž╚╗┌ģä▌(sh©¼)ĪŻ×ķ┴╦╠ßĖ▀╬ęć°ųŲįņ╝╝ąg(sh©┤)╦«ŲĮŻ¼▒žĒÜ╠ßĖ▀╬ęć°öĄ(sh©┤)┐žÖC(j©®)┤▓Ą─š╝ėą┬╩ĪŻĖ∙ō■(j©┤)╬ęć°ć°ŪķŻ¼╠ßĖ▀ÖC(j©®)┤▓öĄ(sh©┤)┐ž╗»┬╩ų„ę¬═ŠÅĮ╩Ūī”(du©¼)┼fÖC(j©®)┤▓▀M(j©¼n)ąąöĄ(sh©┤)┐ž╗»į┘ųŲįņĪŻ┼fÖC(j©®)┤▓▀M(j©¼n)ąąöĄ(sh©┤)┐ž╗»į┘ųŲįņĻP(gu©Īn)µI╝╝ąg(sh©┤)ų«ę╗╩Ū╠ßĖ▀ÖC(j©®)┤▓Ą─Š½Č╚ĪŻöĄ(sh©┤)┐žÖC(j©®)┤▓╝ė╣ż▀^│╠╩Ū░┤ŅA(y©┤)Ž╚ŠÄųŲ║├Ą─┴Ń╝■╝ė╣ż│╠ą“ūįäė(d©░ng)▀M(j©¼n)ąąĄ─Ż¼▓╗ļSīŹ(sh©¬)ļH╝ė╣żĀŅørūā╗»Č°ūā╗»ĪŻĄ½īŹ(sh©¬)ļH╝ė╣ż¼F(xi©żn)ł÷(ch©Żng)Ż¼═©│Ż┤µį┌įSČÓūā┴┐ų▒Įė╗“ķgĮėĄžė░Ēæ╝ė╣żŠ½Č╚Ż¼╚ń╣ż╝■├½ē─ĪóėÓ┴┐╝░Ųõš`▓ŅĄ╚ĪŻ×ķ╠ßĖ▀öĄ(sh©┤)┐žÖC(j©®)┤▓Ą─╝ė╣żŠ½Č╚Ż¼ėą▒žę¬×ķŲõ┼õéõį┌ŠĆ£y(c©©)┴┐čbų├ĪŻ
ĪĪĪĪį┌Ė▀Š½Č╚Ą─öĄ(sh©┤)┐žÖC(j©®)┤▓╔ŽŻ¼┐╔ęį╩╣ė├╣Ō¢┼ū„×ķ╬╗ų├Öz£y(c©©)čbų├Ą─├¶Ėąį¬╝■ĪŻ╣Ō¢┼▌ö│÷ą┼╠¢(h©żo)×ķöĄ(sh©┤)ūų┴┐Ż¼öĄ(sh©┤)ō■(j©┤)▓╗╩▄£žČ╚ĪóĢr(sh©¬)ķgĄ─ė░ĒæŻ¼┐╣╩«?d©Īng)_─▄┴”ÅŖ(qi©óng)Ż¼╦³╩Ūę╗ĘNČ©ųĄ╩Įé„ĖąŲ„Ż¼£y(c©©)┴┐Š½Č╚╚ĪøQė┌╣Ō¢┼┐╠ŠĆĄ─£╩(zh©│n)┤_ąįŻ¼─▄ē“äė(d©░ng)æB(t©żi)Č°Ė▀Š½Č╚Ąž£y(c©©)┴┐ų▒ŠĆ╬╗ęŲŻ¼▀Ć┐╔ęį£y(c©©)┴┐ĮŪ╬╗ęŲŻ¼╩Ūę╗ĘN▒╚▌^└ĒŽļĄ─£y(c©©)┴┐╣żŠ▀ĪŻ
ĪĪĪĪ▒Š╬─ĮķĮBĄ─╗∙ė┌AT89S51Ą─öĄ(sh©┤)┐žÖC(j©®)┤▓╣Ō¢┼│▀╬╗ęŲ£y(c©©)┴┐ŽĄĮy(t©»ng)Ż¼ęįå╬Ų¼ÖC(j©®)×ķ║╦ą─Ż¼ęį╣Ō¢┼│▀×ķ├¶Ėąį¬╝■Ż¼ĮY(ji©”)śŗ(g©░u)║åå╬Īó╣żū„┐╔┐┐Īó¾wĘeąĪĪóųŲū„│╔▒ŠĄ═ĪŻįō£y(c©©)┴┐ŽĄĮy(t©»ng)▀mė├ė┌£y(c©©)┴┐öĄ(sh©┤)┐žÖC(j©®)┤▓╝ė╣ż▀^│╠ųąĄ─ų▒ŠĆ╬╗ęŲ║═ĮŪ╬╗ęŲŻ¼┐╔ęį║═CNCŽĄĮy(t©»ng)ĮM│╔ķ]Łh(hu©ón)┐žŽĄĮy(t©»ng)ĪŻ
2 ╣Ō¢┼│▀╬╗ęŲ£y(c©©)┴┐╣żū„įŁ└Ē
ĪĪĪĪ╣Ō¢┼╩Ūė╔╣Ōį┤Īó═ĖńRĪóų„╣Ō¢┼Īóś╦(bi©Īo)│▀╣Ō¢┼║═╣ŌļŖį¬╝■ĮM│╔╚ńłD1ĪŻ«ö(d©Īng)ų„╣Ō¢┼║═ś╦(bi©Īo)│▀╣Ō¢┼║Ąę╗║▄ąĪĄ─eĮŪŽÓī”(du©¼)āAą▒ųž»BĘ┼ų├Ģr(sh©¬)Ż¼įņ│╔ā╔╣Ō¢┼│▀╔ŽĄ─ŠĆ╝yĮ╗▓µĪŻį┌╣Ōį┤Ą─šš╔õŽ┬Ż¼Į╗▓µ³c(di©Żn)ĖĮĮ³Ą─ąĪģ^(q©▒)ė“ā╚(n©©i)║┌ŠĆųž»Bą╬│╔├„░ĄŽÓķgĄ──¬Ā¢Śl╝y┼c╣Ō¢┼ŠĆ╝yÄū║§│╔┤╣ų▒ĘĮŽ“┼┼┴ąĪŻ«ö(d©Īng)ś╦(bi©Īo)│▀╣Ō¢┼ŽÓī”(du©¼)ų„╣Ō¢┼čž┤╣ų▒┐╠ŠĆęŲäė(d©░ng)Ģr(sh©¬)Ż¼─¬Ā¢Śl╝yĖ·ļSŲõęŲäė(d©░ng)ĪŻ─¬Ā¢Śl╝yĄ─╣ŌÅŖ(qi©óng)Č╚Į³╦Ų║Ąš²(ėÓ)ŽęŪ·ŠĆūā╗»Ż¼Įø(j©®ng)╣ŌļŖį¬╝■╦∙Ėąæ¬(y©®ng)Ą─╣ŌļŖ┴„ūā╗»ęÄ(gu©®)┬╔Į³╦Ų×ķš²(ėÓ)ŽęŪ·ŠĆĪŻĮø(j©®ng)Ę┼┤¾Īóš¹ą╬Ż¼ą╬│╔├}ø_ĪŻ╣Ō¢┼▌ö│÷ą┼╣Łę╗░Ń×ķā╔┬ĘŽÓĮŪŽÓ▓Ņ90°ĘĮ▓©Ż¼ę“┤╦┐╔ęį═©▀^ėøõø▀@ā╔┬ĘĘĮ▓©Ą─éĆ(g©©)öĄ(sh©┤)üĒ£y(c©©)┴┐╬╗ęŲĄ─ĘĮŽ“║═┤¾ąĪĪŻ
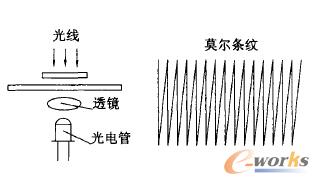
łD1╣Ō¢┼╣żū„įŁ└ĒłD
3 ╣Ō¢┼│▀╬╗ęŲĄ─▒µŽ“įŁ└Ē
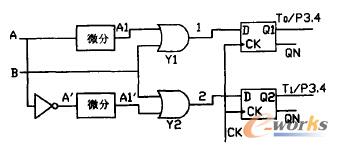
ĪĪĪĪ┤¾▓┐Ęų▒╗£y(c©©)╬’¾wĄ─ęŲäė(d©░ng)═∙═∙▓╗╩Ūųąę╗Ž“Ą─Ż¼╝╚ėąš²Ž“▀\(y©┤n)äė(d©░ng)Ż¼ę▓ėąĘ┤Ž“▀\(y©┤n)äė(d©░ng)ĪŻČ°╣Ō¢┼▌ö│÷ą┼╠¢(h©żo)×ķā╔┬ĘŽÓ╬╗ŽÓ▓Ņ90°Ą─ĘĮ▓©ą┼╠¢(h©żo)Ż¼▓╗─▄ų▒Įė▒µäe╬’¾wĄ─▀\(y©┤n)äė(d©░ng)Ą─ĘĮŽ“ĪŻ┐╔ęį═©▀^įO(sh©©)ėŗ(j©¼)ė▓╝■▒µŽ“ļŖ┬ĘüĒūR(sh©¬)▒µ╬’¾wĄ─▀\(y©┤n)äė(d©░ng)ĘĮŽ“ĪŻ▒µŽ“ļŖ┬ĘįŁ└Ē╚ńłD2╦∙╩ŠĪŻ
łD2▒µŽ“ļŖ┬ĘįŁ└ĒłD
ĪĪĪĪīó╣Ō¢┼│▀▌ö│÷ŽÓ╬╗ŽÓ▓Ņ90°Ą─A, Bā╔┬ĘĘĮ▓©ą┼╣ŁŻ¼╦═ĄĮ▒µŽ“ļŖ┬Ęųą╚ź╠Ä└Ēo AĮø(j©®ng)Ę┤ŽÓ║¾Ą├ĄĮĘĮ▓©o A║═A·Įø(j©®ng)RC╬óĘųļŖ┬Ę║¾Ą├ĄĮā╔ĮM╣Ō├}ø_ą┼5 A1║═A1’Ęųäe╝ėĄĮ┼cķTY1║═Y2Ą─▌ö╚ļČ╦ĪŻ╝┘╩╣«ö(d©Īng)ų„╣Ō¢┼Ž“ū¾ęŲäė(d©░ng)Ģr(sh©¬)╣Ō¢┼▌ö│÷▓©ą╬╚ńłD3╦∙╩ŠŻ¼ī”(du©¼)ė┌┼cķTY1Ż¼ė╔ė┌A1╠Äė┌Ė▀ļŖŲĮĢr(sh©¬)B┐é╩ŪĄ═ļŖŲĮŻ¼╣╩├}ø_▒╗ūĶ╚¹Y1¤o▌ö│÷ĪŻī”(du©¼)┼cķTY2Ż¼ A1'╠Äė┌Ė▀ļŖŲĮĢr(sh©¬)Ż¼Bę▓š²╠Äė┌Ė▀ļŖŲĮŻ¼╣╩į╩įS├}ø_═©▀^Ż¼▓óė|░l(f©Ī)Dė|░l(f©Ī)Ų„╩╣ų«ų├“1”ĪŻT1ėŗ(j©¼)öĄ(sh©┤)Ų„ī”(du©¼)┼cķTY2▌ö│÷Ą─├}ø_▀M(j©¼n)ąąėŗ(j©¼)öĄ(sh©┤)ĪŻ═¼└ĒŻ¼«ö(d©Īng)ų„╣Ō¢┼Ę┤Ž“ęŲäė(d©░ng)Ģr(sh©¬)Ż¼┼cķTY2ūĶ╚¹Ż¼Y1▌ö│÷├}ø_ą┼╣Ł╩╣Dė|░l(f©Ī)Ų„ų├“1 ”Ż¼ AT89S51ėŗ(j©¼)öĄ(sh©┤)Ų„TOī”(du©¼)┼cķTY1▌ö│÷Ą─├}ø_▀M(j©¼n)ąąėŗ(j©¼)öĄ(sh©┤)ĪŻ▀@śė├┐«ö(d©Īng)╣Ō¢┼ęŲäė(d©░ng)ę╗éĆ(g©©)¢┼ŠÓĢr(sh©¬)Ż¼▒µŽ“ļŖ┬Ęų╗▌ö│÷ę╗éĆ(g©©)├}ø_Ż¼AT89S51ėŗ(j©¼)öĄ(sh©┤)Ų„T0║═T1╦∙ėŗ(j©¼)ų«├}ø_öĄ(sh©┤)ų«▓Ņ┤·▒Ē╣Ō¢┼╬╗ęŲXo╚¶├}ø_«ö(d©Īng)┴┐×ķęįŻ¼ät╬╗ęŲ×ķ:
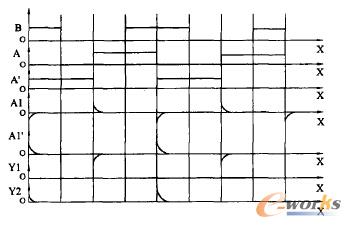
łD3╣Ō¢┼Ž“ū¾ęŲäė(d©░ng)Ģr(sh©¬)▒µŽ“ļŖ┬ĘĖ„³c(di©Żn)▓©ą╬
ĪĪĪĪX=(T0-T1)*d(1)
ĪĪĪĪŲõųąT0, T1Ęųäe▒Ē╩Šėŗ(j©¼)öĄ(sh©┤)Ų„T0, T1ėŗ(j©¼)öĄ(sh©┤)ųĄĪŻ

ĪĪĪĪę▓Š═╩Ūšfį┌ą┼īæAėąą¦Ą─Ģr(sh©¬)ķgā╚(n©©i)┐╔ęį£╩(zh©│n)┤_Öz£y(c©©)ĄĮą┼īæB(t©żi)╩ŪĖ▀╗“Ą═ļŖŲĮĪŻ
4 ╣Ō¢┼╬╗ęŲ£y(c©©)┴┐ŽĄĮy(t©»ng)Ą─ė▓╝■īŹ(sh©¬)¼F(xi©żn)
ĪĪĪĪįō╬╗ęŲ£y(c©©)┴┐ŽĄĮy(t©»ng)▓╔ė├COP-42-5╣Ō¢┼│▀▓╔╝»╬╗ęŲą┼īæŻ¼╣Ō¢┼▌ö│÷ą┼īæ×ķTTLļŖŲĮĪŻ╠Ä└Ē▓╔╝»ą┼īæąŠŲ¼▀xė├AtmelĄ─AT89S51Ż¼89551ąŠŲ¼ų¦│ųISPį┌ŠĆŠÄ│╠╣”─▄Ż¼ā╚(n©©i)▓┐Š▀ėąā╔éĆ(g©©)16╬╗Ą─Č©Ģr(sh©¬)Ų„/ėŗ(j©¼)öĄ(sh©┤)Ų„ĪŻµI▒P║═’@╩Š▓┐Ęų─Š╬─▓╔ė├┴╦¤ś╗═╣½╦ŠįO(sh©©)ėŗ(j©¼)Ą─ĪóŠ▀ėąSPI┤«ąąĮėII╣”─▄Ūę┐╔═¼Ģr(sh©¬)“ī(q©▒)äė(d©░ng)8╬╗╣▓ĻÄ╩ĮöĄ(sh©┤)┤a╬¶Ą─ųŪ─▄│Ę╩Š“ī(q©▒)äė(d©░ng)ąŠŲ¼WH8280ĪŻWH8280ā╚(n©©i)▓┐║¼ėąūg┤aŲ„Ż¼┐╔ų▒ĮėĮė╩▄16▀M(j©¼n)ųŲ┤a╗“BCD┤aŻ¼▓ó═¼Ģr(sh©¬)Š▀ėą2ĘNūg┤aĘĮ╩ĮŻ¼┐╔Č╬╩žųĘĪŻWH8280Š▀ėąŲ¼▀xą┼īæŻ¼┐╔ĘĮ▒ŃĄžīŹ(sh©¬)¼F(xi©żn)ČÓė┌8╬╗Ą─│Ę╩Š╗“ČÓė┌64µIĄ─µI▒PĮė┐┌ĪŻ┤«ąąĮė┐┌¤oąĶ═Ōć·į¬╝■┐╔ų▒Įė“ī(q©▒)äė(d©░ng)LEDŻ¼ 64µIµI▒P┐žųŲŲ„ā╚(n©©i)║¼╚źČČäė(d©░ng)ļŖ┬ĘĪŻ
ĪĪĪĪ(1)ė▓╝■ļŖ┬ĘįO(sh©©)ėŗ(j©¼)
ĪĪĪĪöĄ(sh©┤)┐žÖC(j©®)┤▓╣Ō¢┼╬╗ęŲ£y(c©©)┴┐ŽĄĮy(t©»ng)ė▓╝■ų„ę¬ėą╣Ō¢┼▒µŽ“ļŖ┬ĘĪóAT89S51ųąę╗Ų¼ÖC(j©®)ĪóWH8280µI▒P║═öĄ(sh©┤)┤a┤ļŖ┬ĘĮM│╔ĪŻ▒µŽ“ļŖ┬ĘłD╚ńłD3ĪŻ╬╗ęŲ£y(c©©)┴┐ŽĄĮy(t©»ng)įŁ└Ē┐“łD╚ńłD6╦∙╩ŠĪŻ
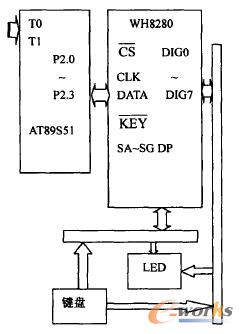
łD6 ╣Ō¢┼│▀╬╗ęŲ£y(c©©)┴┐ŽĄĮy(t©»ng)Ą─įŁ└Ē┐“łD
ĪĪĪĪ(2)╣żū„▀^│╠
ĪĪĪĪCOP-42-5╣Ō¢┼│▀▌ö│÷ā╔┬ĘŽÓĮŪŽÓ▓Ņ900Ą─╬╗ęŲ▓╔╝»ą┼╠¢(h©żo)Ż¼Įø(j©®ng)▒µŽ“ļŖ┬ĘĄ├ĄĮę╗ĘĮ▓©ą┼╠¢(h©żo)║═ę╗╣Ō├}ø_ą┼╠¢(h©żo)Ż¼ė╔ė┌▒µŽ“ļŖ┬Ę▌ö│÷Ą─ą┼╣Ł╩ŪTTLļŖŲĮŻ¼┐╔īóĘĮ▓©ą┼╣Ł║═╣Ō├}ø_ą┼╠¢(h©żo)ĘųäeĮė╚ļAT89S51Ą─T0║═T1▀M(j©¼n)ąąėŗ(j©¼)öĄ(sh©┤)ĪŻWH8280▓╔ė├┤«ąąĘĮ╩Į┼c╬ó╠Ä└ĒŲ„═©ėŹŻ¼┤«ąąöĄ(sh©┤)ō■(j©┤)Å─DATAę²─_╦═╚ļąŠŲ¼Ż¼▓ó┼cCLKČ╦═¼▓ĮĪŻ«ö(d©Īng)Ų¼▀xą┼╠¢(h©żo)CSūā?y©Łu)ķĄ═ļŖŲĮ║¾Ż¼DATAę²─_╔ŽĄ─öĄ(sh©┤)ō■(j©┤)į┌CLKę²─_Ą─╔Ž╔²čž▒╗īæ╚ļWH8280Ą─ŠÅø_╝─┤µŲ„Ż¼╝┤å╬Ų¼ÖC(j©®)Ą├ĄĮ▓╔╝»öĄ(sh©┤)ō■(j©┤)═©▀^WH8280╦═öĄ(sh©┤)┤a┤’@╩ŠĪŻ
ĪĪĪĪCOP-42-5╣Ō¢┼│▀Ęų▒µ┬╩×ķ10}vm}╝┤ 100├}ø_/mm(├}ø_«ö(d©Īng)┴┐×ķ0.01mmŻ¼ęįų▒ŠĆ╬╗ęŲ×ķ└²Ż¼╚¶£y(c©©)┴┐ķLČ╚×ķ20cmŻ¼ät┐é╣▓ėą20x10x100=2x104éĆ(g©©)├}ø_Ż¼ę“┤╦ėŗ(j©¼)öĄ(sh©┤)Ų„╣żū„┼cĘĮ╩ĮĪŻ╝┤┐╔ĪŻĮø(j©®ng)īŹ(sh©¬)“×(y©żn)£y(c©©)┴┐š`▓Ņ▓╗│¼▀^±10μmĪŻ
5 ▄ø╝■įO(sh©©)ėŗ(j©¼)īŹ(sh©¬)¼F(xi©żn)
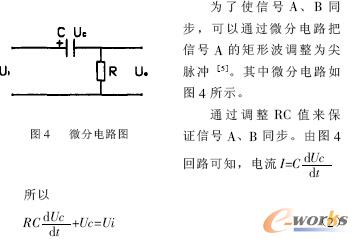
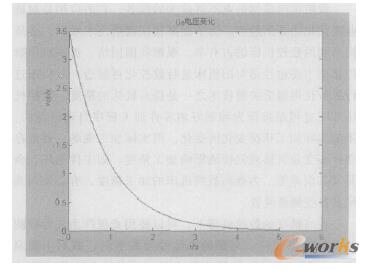
ĪĪĪĪ▒Š╬─└¹ė├Keil C51╝»│╔ķ_░l(f©Ī)Łh(hu©ón)Š│ķ_░l(f©Ī)įO(sh©©)ėŗ(j©¼)╣Ō¢┼│▀╬╗ęŲ£y(c©©)┴┐ŽĄĮy(t©»ng)▄ø╝■ĪŻNeil C51╩Ū├└ć°Keil Software╣½╦Š│÷ŲĘĄ─51ŽĄ┴ą╝µ╚▌å╬Ų¼ÖC(j©®)CšZčį▄ø╝■71=░l(f©Ī)ŽĄĮy(t©»ng)Ż¼Keil C51▄ø╝■╠ß╣®žSĖ╗Ą─Äņ║»öĄ(sh©┤)║═╣”─▄ÅŖ(qi©óng)┤¾Ą─╝»│╔71=░l(f©Ī)š{(di©żo)įć╣żŠ▀Ż¼╚½WindowsĮń├µŻ¼▒Ńė┌ŠÄ│╔║═š{(di©żo)įćĪŻ╣Ō¢┼£y(c©©)╬╗ęŲ╚¬╩Š│╠ą“ų„ę¬░³└©ūxėŗ(j©¼)öĄ(sh©┤)Ų„T0, T1│╠ą“Īó╚¬╩ŠöĄ(sh©┤)ō■(j©┤)│╠ą“ęį╝░T0╗“T1ęń│÷ųąöÓūė│╠ą“ĪŻŲõųąūx╚ĪT0║═T1Ą─öĄ(sh©┤)ō■(j©┤)ų«▓ŅųĄ║¾▀ĆąĶīóŲõ▐D(zhu©Żn)ōQ×ķ╚fĪóŪ¦Īó░┘Īó╩«ĪóéĆ(g©©)╬╗öĄ(sh©┤)Ż¼ęį▒ŃLED░┤╬╗╚¬╩ŠĪŻīóūx╚ĪT0║═T1Ą─öĄ(sh©┤)ō■(j©┤)ų«▓ŅųĄ┤µ╚ļ30HĪŻ▐D(zhu©Żn)ōQ30HöĄ(sh©┤)ō■(j©┤)╦╝Žļ:30H-10000ē“£pX┤╬Ż¼ät╚f╬╗×ķX;▓ŅųĄ-1000ē“£pY┤╬Ż¼ätŪ¦╬╗×ķY;▓ŅųĄ-100ē“£pZ┤╬Ż¼ät░┘╬╗×ķZ;▓ŅųĄ-10ē“£pU┤╬Ż¼ät╩«╬╗×ķU;▓ŅųĄ×ķéĆ(g©©)╬╗ĪŻĻP(gu©Īn)ė┌ąĪöĄ(sh©┤)³c(di©Żn)Ą─┐žųŲŻ¼ęįų▒ŠĆ╬╗ęŲ×ķ└²Ż¼£y(c©©)┴┐ķLČ╚×ķ200mm├}ø_«ö(d©Īng)┴┐×ķ0.01mmŻ¼╚¶ęį║┴├ū×ķ’@╩Š╩Šå╬╬╗ät£y(c©©)┴┐’@╩ŠöĄ(sh©┤)ō■(j©┤)ėąā╔╬╗ąĪöĄ(sh©┤)Ż¼ę“┤╦┐╔īóąĪöĄ(sh©┤)³c(di©Żn)╣╠Č©╚¬╩ŠĪŻĖ∙ō■(j©┤)WH8280ųĖ┴ŅŻ¼┴ŅąĪöĄ(sh©┤)³c(di©Żn)┐žųŲ╬╗Ą┌Č■╬╗³c(di©Żn)┴┴╝┤┐╔ĪŻWH8280ųĖ┴ŅųąŻ¼╬╗DP×ķąĪöĄ(sh©┤)³c(di©Żn).Iv╩Š╬╗ĪŻDP=1,’@╩ŠąĪöĄ(sh©┤)³c(di©Żn);DP=0Ż¼ät▓╗’@╩ŠĪŻ▒Š╬─āHĮo│÷│╠ą“┴„│╠łD╚ńłD7╦∙╩ŠĪŻ
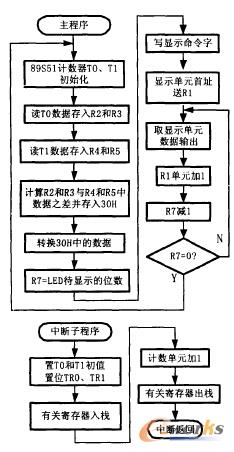
łD4 ╣Ō¢┼£y(c©©)╬╗ęŲ’@╩Š│╠ą“┴„│╠łD
6 ĮY(ji©”)šō
ĪĪĪĪ▒Š£y(c©©)┴┐ŽĄĮy(t©»ng)Ą─ļŖ┬ĘįO(sh©©)ėŗ(j©¼)║Ž└ĒŻ¼ĮY(ji©”)śŗ(g©░u)║åå╬Ż¼╣żū„ĘĆ(w©¦n)Č©Īó┐╔┐┐Ż¼│╔▒ŠĄ═Ż¼┐╣╩«?d©Īng)_─▄┴”ÅŖ(qi©óng)ĪŻė╔ė┌╣Ō¢┼│▀▒Š╔ĒĄ─Ęų▒µ┬╩┐╔▀_(d©ó)10μm╔§ų┴0.1μmŻ¼ęčØMūŃ╝ė╣żę¬Ū¾Ż¼▒Š£y(c©©)┴┐ŽĄĮy(t©»ng)ø]ėąī”(du©¼)╣Ō¢┼│▀▀M(j©¼n)ąą╝Ü(x©¼)ĘųĪŻįōŽĄĮy(t©»ng)ų„ę¬×ķĖ▀Š½├▄öĄ(sh©┤)┐žÖC(j©®)┤▓£y(c©©)┴┐╚¬╩ŠČ°įO(sh©©)ėŗ(j©¼)Ż¼ę▓▀mė├ė┌ę╗░Ńę¬Ū¾Ą─╚¬╩Š£y(c©©)┴┐╬╗ęŲĄ─╣żū„ł÷(ch©Żng)║ŽĪŻįō£y(c©©)┴┐ŽĄĮy(t©»ng)čbų├ęčį┌īŹ(sh©¬)“×(y©żn)╩ęSINUMERIK 802DöĄ(sh©┤)┐žÖC(j©®)┤▓╔Žš{(di©żo)įć│╔╣”Ż¼Ūę─┐Ū░▀\(y©┤n)ąąŪķør┴╝║├ĪŻ
║╦ą─ĻP(gu©Īn)ūóŻ║═ž▓ĮERPŽĄĮy(t©»ng)ŲĮ┼_(t©ói)╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śI(y©©)äš(w©┤)ŅI(l©½ng)ė“ĪóąąśI(y©©)æ¬(y©®ng)ė├Ż¼╠N(y©┤n)║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śI(y©©)äš(w©┤)╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬(y©®ng)µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśI(y©©)äš(w©┤)ŅI(l©½ng)ė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śI(y©©)ĻP(gu©Īn)ūóERP╣▄└ĒŽĄĮy(t©»ng)Ą─║╦ą─ŅI(l©½ng)ė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śI(y©©)ą┼Žó╗»Į©įO(sh©©)╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D(zhu©Żn)▌dšł(q©½ng)ūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠW(w©Żng)http://www.lukmueng.com/
▒Š╬─ś╦(bi©Īo)Ņ}Ż║╗∙ė┌AT89S51Ą─öĄ(sh©┤)┐žÖC(j©®)┤▓╣Ō¢┼│▀╬╗ęŲ£y(c©©)┴┐ŽĄĮy(t©»ng)
▒Š╬─ŠW(w©Żng)ųĘŻ║http://www.lukmueng.com/html/support/11121815452.html



▀xą═ųąą─")
¾w“×(y©żn)ųąą─")
«a(ch©Żn)ŲĘ┘Å┘I")
æ(zh©żn)┬į║Žū„")















