



0 ę²čį
┤“░³ÖC╩Ū¼F┤·Ė▀╦┘ŠĆ▓─╔·«aŠĆ╠žėąĄ─įOéõŻ¼╦³╝»ÖCąĄĪóę║ē║ĪóļŖÜŌ┐žųŲė┌ę╗¾wŻ¼╬╗ė┌Ė▀ŠĆĄ─Š½š¹ģ^ė“ĪŻ┤“░³ÖCīóė╔Cą═Ń^▀\üĒĄ─▒PŠĒĮø▀^┤“░³ÖCē║ŠoŻ¼čžŠĆŠĒłAų▄ĘĮŽ“│╔900Ą╚Ęų┤“4éĆŲĮąąĮYŅ^ĪŻ┤“░³║¾ŠĆŠĒūŅąĪķLČ╚┐╔▀_0.5 -0.6mŻ¼┤¾┤¾ĘĮ▒Ń┴╦▒PŠĒĄ─ā”▓ž║═▀\▌öĪŻ
╔žĻP╩ą▓«ŅD╣żśI╝╝ągėąŽ▐╣½╦ŠįOėŗ║═ųŲįņĄ─BT4600ą═┤“░³ÖCŻ¼ŲõļŖÜŌ┐žųŲŽĄĮyäėū„£╩┤_Īó┐╔┐┐ĪóųŪ─▄╗»│╠Č╚Ė▀ĪŻ┐žųŲŽĄĮy▓╔ė├Ęų▓╝╩ĮVO▀MąąöĄō■▓╔╝»║═┐žųŲŻ¼ĮĄĄ═┴╦ĮėŠĆ│╔▒ŠŻ¼╠ßĖ▀┴╦öĄō■░▓╚½ąįŻ¼į÷╝ė┴╦ŽĄĮyņ`╗Ņąį;īŹĢr▒O┐ž┤“░³ÖCĄ─ĀŅæBŻ¼▒Ńė┌▓┘ū„ŠSą▐╚╦åTī”įOéõ▀Mąą▒O┐ž║═╝░Ģr░l¼FįOéõ╦∙┤µį┌Ą─ļ[╗╝Ż¼╝░Ģr▓╔╚Īėąą¦┤ļ╩®Ż¼▒▄├Ō╩┬╣╩Ą─öU┤¾╗»ĪŻē║īŹ▄ćĪóŠĆĄ└╝▄Ą─╦┘Č╚║═┤“░³ŠĆÅł┴”─▄ūįäėĖ·ļSąŻš²Ż¼▒ŻūC┴╦ē║īŹ║═└”Šoą¦╣¹ĪŻ
1 ŽĄĮyĮYśŗ╝░╣ż╦ć▀^│╠
1.1 ŽĄĮyĮYśŗ
Ė▀ŠĆ┤“░³ÖC╩Ūę╗╠ūĘŪ│ŻÅ═ļsĄ─ÖCļŖę║ę╗¾w╗»Ą─╚½ūįäėųŪ─▄┐žųŲįOéõĪŻ╦³░³└©┴╦ÄūĘĮ├µĄ─ūįäė┐žųŲ:╬╗ų├┐žųŲĪó▀\äė┐žųŲĪó╦┘Č╚┐žųŲĪóę║ē║┐žųŲĪół¾Š»┐žųŲĪó┬ōµi┐žųŲ║═Ēśą“┐žųŲĄ╚ĪŻ┤“░³ÖCPLC┐žųŲŽĄĮyĮYśŗ╚ńłD1╦∙╩ŠŻ¼░┤╣”─▄┐╔ęįäØĘų│╔ęįŽ┬3┤¾ēK:ó┘═Ōć·įOéõŻ¼▀@▓┐Ęų░³└©ę║ē║ØÖ╗¼šŠĪóų„┐ž┼_Īó┼õļŖ╣±;ó┌┤“░³ÖCų„¾wįOéõŻ¼░³└©4éĆ┤“░³Ņ^Īó2┼_ē║īŹ▄ćĪó1éĆ╔²ĮĄ┼_Īó4éĆ╬╣ŠĆ▌åĪóŠĆÄņ║═ŠĆĄ└╝▄;ó█¼Fł÷┐éŠĆŻ¼ė├ė┌ų„┐ž┼_║═┤“░³ÖCĪóę║ē║šŠų«ķgĄ─ą┼╠¢▀BĮė║══©ą┼ĪŻ
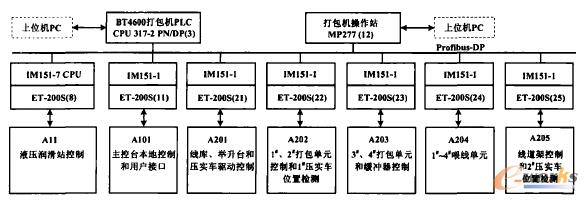
łD1┤“░³ÖCPLC┐žųŲŽĄĮyĮYśŗłD
ė╔łD1┐╔ų¬Ż¼┤“░³ÖCĄ─┐žųŲ▒╚▌^Ęų╔óŻ¼ę“┤╦▓╔ė├╗∙ė┌DP┐éŠĆĄ─Ęų▓╝╩Įvo┐žųŲŽĄĮyįOėŗĪŻPLC┐žųŲŽĄĮyė╔1╠ūS7-300 CPUų„šŠĪó7╠ūET200SÅ─šŠ║═1╠ūMP277░┤µIŲ┴ĮM│╔ĪŻDPų„šŠ▀xė├CPU 317-2PN/DP,╩Ūš¹éĆ┐žųŲŽĄĮyĄ─ųąą─ĪŻA 101 , A201 , A202 , A203 ,A204,A205▀@6éĆÅ─šŠŠ∙▀xė├6ES7 151-1 AA05-0ABOET-2005 IM 151 DPĮė┐┌─Ż░ÕĪŻŲõųąŻ¼A101šŠė├ū„ų„┐ž┼_Ą─▒ŠĄž┐žųŲ║═ė├æ¶Įė┐┌;A201šŠė├ū„ŠĆÄņĪó┼e╔²┼_║═ē║īŹ▄ć“īäėĄ─┐žųŲ;A202šŠė├ū„1#,2#┤“░³å╬į¬Ą─┐žųŲ║═i"ē║īŹ▄ć╬╗ų├Öz£y;A203šŠė├ū„3#,4#┤“░³å╬į¬Ą─┐žųŲ;A204šŠė├ū„1#~4#Ż¼╬╣ŠĆå╬į¬Ą─┐žųŲ;A205šŠė├ū„ŠĆĄ└╝▄Ą─┐žųŲ║═2#ē║īŹ▄ć╬╗ų├Öz£yĪŻAllšŠ×ķųŪ─▄Å─šŠŻ¼▀xė├6ES7 151-7AA21-0ABO ET-200S IM 151ĦCPUĄ─DPĮė┐┌─Ż░ÕŻ¼╝»│╔24 kB╣żū„ā╚┤µŻ¼ė├ū„ę║ē║ØÖ╗¼šŠĄ─┐žųŲĪŻ
1.2 ╣ż╦ć▀^│╠╬╗
ŖAŠoŲ„ķ]║ŽµiČ©Ż¼PFŠĆūįäė┐žųŲŽĄĮy░l│÷ķ_╩╝┤“░³
«öĦėą▒PŠĒĄ─Cą═Ń^═Żį┌┤“░³ÖCųąą─ŠĆ╬╗ų├ĢrŻ¼Č©ųĖ┴Ņåóäė┤“░³ÖCĪŻ┤“░³ÖCÖz£yą┼╠¢▓╝ų├łD╚ńłD2╦∙╩ŠĪŻ
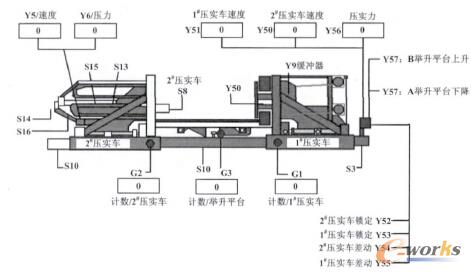
łD2 ┤“░³ÖCÖz£yą┼╠¢▓╝ų├łD
┤“░³ÖCūįäė┤“░³╣ż╦ć┴„│╠šf├„╚ńŽ┬ĪŻ
ó┘ŅAē║ŠoĪŻ1#,2#ē║īŹ▄ćį┌ę║ē║ĖūĄ─“īäėŽ┬│»▒PŠĒĘĮŽ“═¼Ģr▀\äėŻ¼ŠĆĄ└╝▄Å─ē║īŹ▄ć╔Žķ_╩╝│»Ū░▀\äėŻ¼┼e╔²┼_═∙╔Ž▀\äėĄĮ▒PŠĒäé║├┼cCą═Ń^ų«ķg▒Ż│ųų°ūįė╔ĀŅæBĪŻ
ó┌ē║ŠoĪŻ2#ē║īŹ▄ćäé║├Įėė|ĄĮ▒PŠĒ▀ģĢr(S8╣ŌļŖķ_ĻPäėū„)Ż¼┼e╔²┼_└^└m╔Ž╔²═ąŲ▒PŠĒŻ¼╚╗║¾ē║īŹ▄ćē║Šo▒PŠĒŻ¼═¼ĢrŠĆĄ└╝▄┐┐önų┴ĻPķ](ļŖĖąé„ĖąŲ„S12äėū„)ĪŻ
ó█ķ_╩╝╬╣ŠĆŻ¼ø_ē║Š═ŠwĪŻę║ē║±R▀_“īäė╦═ŠĆÖCśŗ╦═│÷┤“░³ŠĆŻ¼═¼ĢrµiČ©1#,2#ē║īŹ▄ćĪŻ
ó▄═Żų╣╬╣ŠĆ.ŖAŠoŠĆŅ^ĪŻ┤“░³ŠĆčžų°ŠĆĄ└ĄĮ▀_┼żĮYčbų├Ż¼į┌┼÷ĄĮŖAŠočbų├Ą─ō§░ÕĢr═Żų╣╬╣ŠĆŻ¼┤“░³ŠĆŅ^▓┐▒╗ŖAŠoĪŻ
ó▌└ŁŠo┤“░³ŠĆĪŻ┼żĮYčbų├Ž“ā╚▀\ąąęŲäėĄĮ┤“░³╬╗ų├Ż¼ČĄŠĆ▌å┤“ķ_Ż¼═¼Ģr╬╣ŠĆ▌åĘ┤▐DŻ¼┤“░³ŠĆ▒╗└ŁŠoŻ¼╩ŻėÓĄ─ŠĆ▒╗╦═╗žŠĆÄņĪŻ
ó▐┼żĮYŻ¼╝¶ŪąĪŻ╬╣ŠĆ▌å═Żų╣Ż¼├}ø_ŠÄ┤aŲ„Įo│÷ųĖ╩Š║¾Ż¼┼żĮYĪŻ┼żĮY═Ļ│╔Ż¼┤“░³ŠĆ▒╗╝¶öÓĪŻ▀@Ģr┤“░³═Ļ│╔ĪŻ
ó▀ĘĄ╗ž│§╩╝╬╗ų├ĪŻ┤“░³ĮY╩°║¾Ż¼1",2"ē║īŹ▄ćĘĄ╗ž│§╩╝╬╗ų├Ż¼ŠĆĄ└╝▄ĘĄ╗žŲ╩╝╬╗ų├Ż¼┼e╔²┼_ĘĄ╗žŲ╩╝╬╗ų├ĪŻ
ūįäė┤“░³ÖC裣h┤“░³┴„│╠╚ńłD3╦∙╩ŠĪŻ
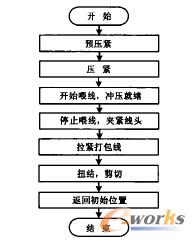
łD3 ┤“░³ÖC裣h┤“░³┴„╔ńłD
┤“░³║├Ą─▒PŠĒÆņį┌Cą═Ą§Ń^╔ŽŻ¼┤“░³ÖC┐žųŲŽĄĮyŽ“PFŠĆ┐žųŲŽĄĮy░l│÷┤“░³═Ļ│╔ųĖ┴ŅĪŻ
ė╔┤“░³╣ż╦ć▀^│╠Ęų╬÷┐╔ų¬Ż¼┤“░³ÖCīŹ¼F┐ņ╦┘£╩┤_Ą─┤“░³┐žųŲŻ¼│²┴╦ę¬Ū¾Ė„éĆÖz£yą┼╠¢š²│Ż═ŌŻ¼▀Ć▒žĒÜę¬Ū¾╔²ĮĄ┼_Ą─Ė▀Č╚╬╗ų├ę¬┐žųŲ£╩┤_Ż¼ē║īŹ▄ćę¬┐ņ╦┘ŅAē║║═ø_ē║Š═ŠwŻ¼┤“░³ŠĆ╦┘Č╚┐žųŲ║Ž▀mŻ¼ŠĆĄ└╝▄─▄┐ņ╦┘ĻPķ]ĪŻ╔²ĮĄ┼_╬╗ų├,2┼_ē║īŹ▄ć╬╗ų├║═4Ą└┤“░³ŠĆ╦┘Č╚┐žųŲĘųäe▓╔ė├ŠÄ┤aŲ„G3,G1║═G2 ,1S18ę╗4518üĒīŹ¼FŻ¼ŠÄ┤aŲ„ą═╠¢▀xė├6ES7 138}DA04-0ABOą═Ė▀╦┘ėŗöĄ─ŻēK24 VDC/100 kHzĪŻ
2 ═©ą┼╣”─▄Ą─įOėŗ
2.1 ═©▓«ŠWĮjĄ─įOėŗ
═©ą┼ŠW┬Ę┐╔▓ķ┐┤łD1╦∙╩ŠŽĄĮyĮYśŗłDĪŻų„šŠCPU317Īó╚╦ÖCĮń├µMP277┼c╔Ž╬╗ÖCų«ķg═©▀^RJ45┐┌ė├ļpĮgŠĆ═©ą┼Ż¼CPUĄ─IPĄžųĘ×ķ192.168.0.3 , MP277Ą─IPĄžųĘ×ķ192.168.0.1ĪŻų„šŠ┼cHMI , DPÅ─šŠų«ķg▓╔ė├DPŲ┴▒╬ļpĮgŃ~ŠĆ═©ą┼ĪŻų„šŠĪóHMI, A101Å─šŠĪóA201Å─šŠĪóA202Å─šŠĪóA203Å─šŠĪóA204Å─šŠĪóA205Å─šŠ║═AllųŪ─▄Å─šŠĄ─DPĄžųĘĘųäe×ķ3,12,11,21,22,23,24 ,25 ,8ĪŻų„šŠų▒ĮėįLå¢▀h│╠voÅ─šŠĄ─ĄžųĘĪŻ
2.2 ų„šŠ┼cųŪ─▄Å─šŠų„Å─═©ą┼ĘĮ╩ĮĄ─ĮMæB
DPų„šŠ▓╗╩Ūų▒ĮėįLå¢ųŪ─▄DPÅ─šŠĄ─▌ö╚╦/▌ö│÷Ż¼Č°╩ŪįLå¢CPUĄ─▌ö╚╦/▌ö│÷ĄžųĘ┐šķgĄ─é„▌öģ^Ż¼ė╔ųŪ─▄Å─šŠĄ─CPU╠Ä└ĒįōĄžųĘģ^┼cīŹļHĄ─▌ö╚╦/▌ö│÷ų«ķgĄ─öĄō■Į╗ōQĪŻų„šŠ┼cųŪ─▄Å─šŠų«ķgĄ─öĄō■Į╗ōQ╩Ūė╔PLCĄ─▓┘ū„ŽĄĮyų▄Ų┌ąįūįäė═Ļ│╔Ą─Ż¼▓╗ąĶę¬ė├涊Ä│╠ĪŻ
ų„šŠ║═ųŪ─▄Å─šŠų«ķgĄ─DPų„Å─═©ą┼ĄžųĘĮMæB╚ń▒Ē1╦∙╩ŠĪŻ³cō¶DPÅ─šŠī”įÆ┐“Ą─“ĮMæB”▀xĒŚ┐©Ż¼³cō¶“ą┬Į©”░┤ŌoŻ¼į┌ÅŚ│÷Ą─ī”įÆ┐“ųąĪŻ░┤▒Ē1Ą─ā╚╚▌įOų├═©ą┼─Ż╩ĮĪó▌ö╚╦▌ö│÷ĄžųĘĪóĮ╗ōQģ^ķLČ╚║═å╬╬╗Ą╚ģóöĄĪŻ
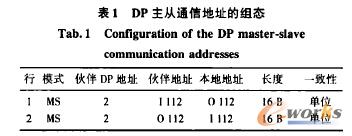
įOų├═©ą┼ė├Ą─▌ö╚ļ/▌ö│÷ģ^ĢrŻ¼æ¬┤_▒ŻDPų„šŠĄ─ę╗éĆ▌ö│÷ģ^Ęų┼õĮoDPÅ─šŠĄ─ę╗éĆ▌ö╚╦ģ^Ż¼Ę┤ų«ęÓ╚╗ĪŻĮMæB═Ļ│╔║¾Ż¼ĘĄ╗žų„šŠĄ─ė▓╝■ĮMæB┤░┐┌Ż¼ŠÄūg▒Ż┤µĮMæBĮY╣¹ĪŻ
2.3 DPų„Å─═©ą┼ą┼ŽóĄ─įOėŗ
┤“░³ÖCĄ─═©ą┼ą┼╠¢╣▓59éĆĪŻų„Å─šŠų«ķgĄ─═©ą┼öĄō■Į╗ōQą┼╠¢ų„ę¬ėą:═©ą┼š²┤_ą┼╠¢Ż¼╝▒═Żą┼╠¢Ż¼ę║ē║▒├Ą─åó═ŻĪó▀\ąąĪóĘŌµi║═╣╩šŽą┼╠¢Ż¼čŁŁh▒├║═╝ė¤ßŲ„Ą─åó═ŻĪó▀\ąąĪóĘŌµi║═╣╩šŽą┼╠¢Ż¼ė═╬╗Īóė═£žĖ▀Ą═Öz£yą┼╠¢Ż¼ė═£žųĄĄ╚ĪŻ
3 ų„ę¬┐žųŲ╣”─▄Ą─įOėŗ
┤“░³ÖCĄ─PLC┐žųŲŽĄĮyĄ─╣”─▄ų„ę¬░³└©│§╩╝╬╗ų├┐žųŲĪó╩ųäė┐žųŲĪóē║īŹ▄ć▀\äė┐žųŲĪóē║īŹ┴”┐žųŲĪó┼e╔²┼_┐žųŲĪóŠĆĄ└╝▄▀\äė┐žųŲĪó╦═ŠĆŽĄĮy┐žųŲĪó┤“░³ŠĆ╦┘Č╚┐žųŲĪó┼żĮYčbų├┐žųŲĪóę║ē║ŽĄĮy┐žųŲ║══©ą┼Ą╚ĪŻŽ┬├µĮķĮB▓┐Ęųų„ę¬┐žųŲ╣”─▄ĪŻ
3.1│§╩╝╬╗t┐žųŲ
┤“░³ÖCį┌│§╩╝╬╗ų├▓┼─▄åóäėūįäė─Ż╩ĮĪŻ┤“░³ÖCįŁ╬╗Ą─Śl╝■×ķ:ę╗╩Ūē║īŹĘĄ╗ž│§╩╝╬╗ų├Ż¼Č■╩Ū┤“░³Ņ^ĘĄ╗ž│§╩╝╬╗ų├ĪŻē║īŹįŁ╬╗Ą─Śl╝■×ķ:1#ē║īŹ▄ćį┌║¾Ž▐╬╗S3 ,2#ē║īŹ▄ćį┌║¾Ž▐╬╗S6Ż¼┼e╔²┼_į┌Ž┬Ž▐╬╗S10Ż¼ŠĆĄ└╝▄į┌║¾Ž▐╬╗S14ĪŻ┤“░³Ņ^įŁ╬╗Ą─Śl╝■×ķ:┼żĮYčbų├į┌│§╩╝╬╗SSŻ¼┤“░³Ņ^į┌│§╩╝╬╗S20ĪŻ╚ń╣¹ŽĄĮy▓╗ØMūŃįŁ╬╗Śl╝■Ż¼ät═©▀^ų„┐ž┼_╔ŽĄ─ē║īŹ▓┘ū„▀xō±ķ_ĻP║═┤“░³Ņ^▓┘ū„▀xō±ķ_ĻPŻ¼╩ųäėÅ═╬╗▓┘ū„ĪŻ
3.2 ē║īŹ▄ć▀\äė┐žųŲ
ē║īŹ▄ćĄ─ų„ę¬╚╬äš╩Ū═Ļ│╔▒PŠĒĄ─ī”ųąē║īŹ╣”─▄Ż¼Ųõ┐žųŲų„ę¬░³└©ē║īŹ▄ćĄ─▀ē▌ŗ┐žųŲĪóī”ųą┐žųŲĪó╬╗ų├║═ē║īŹ┴”Ą─ėŗ╦ŃĪŻŲõųąŻ¼▀ē▌ŗ┐žųŲų„ę¬═Ļ│╔1 x `2xē║īŹ▄ćĄ─Ū░▀MĪóµiČ©Īó║¾═╦ęį╝░┼c┤“└”Ą─┬ōµiĄ╚╣”─▄ĪŻ╬╗ų├┐žųŲĄ─ų„ę¬╚╬äš╩Ūėŗ╦Ń2┼_ē║īŹ▄ćĄ─╬╗ęŲŻ¼«a╔·ē║īŹ▀^│╠ųąĖ▀╦┘Ū░▀MĪóĄ═╦┘Ū░▀MĪóĄ═╦┘║¾═╦║═ē║īŹ═Ļ│╔Ą╚ą┼╠¢Ż¼▓óėŗ╦Ń▒PŠĒķLČ╚║═┼ąöÓ▒PŠĒī”ųąĪŻ
▒PŠĒķLČ╚ėŗ╦Ń╣½╩Į╚ń╩Į(1)╦∙╩ŠĪŻ
ī”ė┌ē║īŹ▄ćĄ─ī”ųą┐žųŲŻ¼īó▒PŠĒŲ½ęŲ┴┐SĪŻū„×ķĮoČ©ą┼╠¢Īóē║īŹ▄ćĄ─╬╗ęŲ▓Ņ(Spp1-SPP2)ū„×ķĘ┤üą┼╠¢Ż¼▌ö╚╦PID▀\╦ŃŲ„Ż¼«a╔·Ą─▌ö│÷ė├ė┌┐žųŲ2"ē║īŹ▄ćĄ─╦┘Č╚ųĄŻ¼Å─Č°▒ŻūCē║īŹ═Ļ│╔║¾▒PŠĒųąą─┼cĄ§Ń^ųąą─ųž║ŽŻ¼▀_ĄĮ╩╣Ą§Ń^ŲĮ║ŌĄ──┐Ą─ĪŻ
3.3 ŠĆĄ└╝▄Ą─┐žųŲ
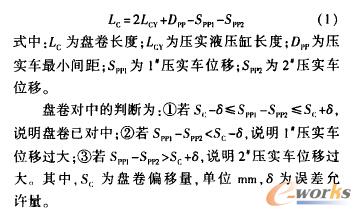
ŠĆĄ└╝▄Ą─▀\äėŪ·ŠĆ╚ńłD4╦∙╩ŠŻ¼łDųą╠ōŠĆ▒Ē╩ŠśOŽ▐▀\ąą▄ē█EĪŻ
ŠĆĄ└╝▄Ą─▀\äė▓┐Ęų░▓čbį┌2#ē║īŹ▄ć╔ŽŻ¼ė╔ę╗┼_ę║ē║±R▀_“īäė;╣╠Č©▓┐Ęų░▓čbį┌1#ē║īŹ▄ć╔ŽĪŻŠĆĄ└╝▄│²┴╦Ė·ļSē║īŹ▄ć▀\äė═ŌŻ¼▀\äė▓┐Ęų▀ĆėąŽÓī”ē║īŹ▄ćĄ─ęŲäė▀^│╠ĪŻŠĆĄ└╝▄▒╚▌^▌pŻ¼▀\äė╦┘Č╚┐ņŻ¼│²┴╦£p╦┘┐žųŲ═ŌŻ¼▀Ć░▓čb┴╦£pšŲ„▀Mąąø_ō¶Ę└ūoĪŻŠĆĄ└╝▄Ą─▀\äė┼cē║īŹ▄ćĄ─▀\äėąĶę¬┼õ║Ž┴╝║├ĪŻ┤“░³ÖCåóäė║¾╔ņ│÷£pšŲ„Ż¼ŅAē║Šo═Ļ│╔░l│÷ųĖ┴Ņ(GC_ FWD)Ż¼åóäėŠĆĄ└╝▄Ė▀╦┘( V111)Ū░▀MŻ¼▀\äėĄĮŪ░▀M£p╦┘╬╗S15║¾▐D×ķĄ═╦┘(VL1)Ū░▀M;ŠĆĄ└╝▄║Žön( S12Ą├ļŖ)Ż¼åóäė╦═ŠĆŻ¼═¼Ģr╩š╗ž£p┼└Ų„ĪŻį┌╦═ŠĆ┤“░³▀^│╠ųąŻ¼×ķ┴╦▒Ż│ųŠĆĄ└╝▄╠Äė┌ėąą¦║ŽönĀŅæBŻ¼ę║ē║±R▀_Ą═╦┘╣żū„ĪŻ┤“░³═Ļ│╔║¾░l│÷ųĖ┴Ņ( GC_REV )Ż¼ŠĆĄ└╝▄Ž╚Ė▀╦┘(v112)║¾═╦Ż¼ĄĮ╬╗ų├S16Ģr▐D×ķĄ═╦┘(│į)═╦╗žįŁ╬╗S14ĪŻ╝ėčbŪ░▀MśOŽ▐╬╗S13Öz£yŻ¼ŠĆĄ└╝▄Ū░▀MĄĮS13┴ó╝┤═Żų╣ĪŻ
3.4 ┤“░³ŠĆ╦┘Č╚┐žųŲ
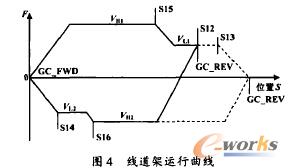
┤“░³ŠĆĄ─╦┘Č╚┐žųŲėąĖ▀╦┘╦═ŠĆĪóĄ═╦┘╦═ŠĆĪóĖ▀╦┘│ķŠoĪóĄ═╦┘│ķŠo║═Ą═╦┘╩šŠĆĄ╚▀^│╠Ż¼Č°Öz£yą┼╠¢ų╗ėą┤“░³ŠĆį┌╬╣ŠĆå╬į¬Öz£yS4║═┤“░³ŠĆŅA▀M┤“░³Ņ^Öz£yS2ā╔éĆĪŻ╦═ŠĆ╦┘Č╚Ą─┐žųŲą┼╠¢ąĶė╔├}ø_ŠÄ┤aŲ„S18┼õ║Žé„ĖąŲ„üĒīŹ¼FĪŻ┤“░³ŠĆĄ─╦┘Č╚┐žųŲŪ·ŠĆ╚ńłD5╦∙╩ŠĪŻ
╬╣ŠĆåóäė├³┴Ņ(START}FEED)Ż¼╬╣ŠĆ▌åę║ē║±R▀_Ė▀╦┘(VHI)š²▐DŻ¼┤“░³ŠĆ螊ƥ└Łh└@▒PŠĒŻ¼ĮėĮ³┤“░³Ņ^Ģr(╝┤ŠÄ┤aŲ„S18░l│÷8 200éĆ├}ø_)Ż¼╬╣ŠĆ▌åĄ═╦┘š²▐D(VL1)Ż¼┤“░³ŠĆ▀M╚╦┤“░³Ņ^(S2Ž┬ĮĄčžĄĮüĒ)Ż¼└^└mū▀420éĆ├}ø_ĄĮ▀_ō§ēKŻ¼═Ļ│╔╦═ŠĆ▀^│╠ĪŻ«ö┤“░³Ņ^ŖAŠo═Ļ│╔ĢrŻ¼│ķŠoą┼╠¢(BU ST11)ĄĮŻ¼╬╣ŠĆ▌åĖ▀╦┘(Vta)Ę┤▐DŻ¼«öŠÄ┤aŲ„S18Ą─├}ø_öĄ▓╗ūā╗»ĢrŻ¼▒Ē╩Šę╗┤╬└ŁŠoĮY╩°;ČĄŠĆ▌å┤“ķ_║¾Ż¼╬╣ŠĆ▌å▀M╚╦Ą═╦┘( Vts)Ę┤▐DŻ¼«öŠÄ┤aŲ„S18Ą─├}ø_öĄ▓╗į┘ūā╗»ĢrŻ¼▒Ē╩ŠČ■┤╬└ŁŠoĮY╩°ĪŻ«ö┼żĮYĪó╝¶Ūą═Ļ│╔Ż¼┤“░³Ņ^ĘĄ╗žą┼╠¢(BU_ ST19)ĄĮĢrŻ¼╬╣ŠĆ▌åĄ═╦┘(v+)Ę┤▐DŻ¼▀Mąą╩šŠĆŻ¼«ö┤“░³Ņ^│§╩╝╬╗┼Ķ( S20)ą┼╠¢ĄĮŻ¼Ūę╬╣ŠĆå╬į¬ėą┤“░³ŠĆ(S4ėąą┼╠¢)ĢrŻ¼╩šŠĆĮY╩°Ż¼┤“░³═Ļ│╔ĪŻ╚¶┤“░³Ņ^ĘĄ╗ž│§╩╝╬╗ų├Ż¼╬╣ŠĆå╬į¬¤o┤“░³ŠĆ(S4¤oą┼╠¢)Ż¼▒Ē╩Š┤“░³╣╩šŽŻ¼ąĶę¬Č■┤╬┤“░³ĪŻ
4 īŹĢr▒O┐ž╣”─▄Ą─įOėŗ
┤“░³ÖCĄ─HMI▓╔ė├╬„ķTūė╣½╦ŠĄ─MP277 10"keyīŹĢr▒O┐žŻ¼▒Ńė┌¼Fł÷▓┘ū„åT▓┘┐ž║═▒OęĢ┤“░³ÖCĪŻHMI▒O┐ž«ŗ├µ▓╔ė├╬„ķTūėĄ─WinCC flexib1e2008▄ø╝■ķ_░lŻ¼╣▓18Ę∙Ż¼ų„ę¬ėąęįŽ┬╣”─▄ĪŻ
┤“░³ÖCų„┐ž«ŗ├µŻ¼┐╔ęįīŹ¼F╩ųäė┼cūįäėĄžŪąōQĪó▀M╚╦Ųõ╦¹▒O┐ž«ŗ├µŻ¼▒OęĢ┤“░³ÖCš¹¾w▀\ąąĀŅæBŻ¼▒OęĢ▒PŠĒĀŅæBŻ¼ėøõø┤“░³öĄ┴┐║═▒PŠĒķLČ╚Ą╚ĪŻ
4éĆ┤“░³Ņ^▒OęĢ«ŗ├µŻ¼ė├ė┌┤“░³Ņ^Īó╬╣ŠĆå╬į¬Īó┼żĮYčbų├Īó┤“░³ŠĆĄ╚Ą─╬╗ų├Öz£y║═▀\äėĀŅæB▒OęĢĪŻ
ē║īŹĀŅæB▒O┐ž«ŗ├µŻ¼┐╔▒OęĢē║īŹ▄ćĪóŠĆĄ└╝▄Īó┼e╔²┼_Ą─╬╗ų├Öz£yŻ¼īŹĢr’@╩Šē║īŹ▄ć║═ŠĆĄ└╝▄Ą─╦┘Č╚║═ē║īŹ┴”Ą─öĄųĄŻ¼▒OęĢē║īŹ▄ć║═┼e╔²┼_Ą─ŠÄ┤a╬╗ęŲ├}ø_öĄĄ╚ĪŻ
ę║ē║šŠ▒O┐ž«ŗ├µŻ¼┐╔▒OęĢę║ē║±R▀_Īó裣h▒├Ą─åó═Ż┐žųŲ║═▀\ąąĀŅæBŻ¼▀Ć┐╔▒OęĢę║╬╗Īó£žČ╚║═ė═┬ĘĄ¹ķyĄ╚öĄųĄ║═▀\ąąŪķørĪŻ
Ųõ╦¹Ą─ą┼Žó’@╩Š«ŗ├µėą┤“░³Ņ^ĀŅæB«ŗ├µĪó┤“░³Ņ^╣żū„▀^│╠«ŗ├µĪó┤“░³Ņ^įOų├«ŗ├µĪó┤“░³ÖCĀŅæB«ŗ├µĪó┤“░³ÖC╣żū„▀^│╠«ŗ├µĪóē║īŹįOų├«ŗ├µĪó┼cPFŠĆ═©ą┼ĀŅæB«ŗ├µĪóProfibus═©ą┼ą┼╠¢ĀŅæB«ŗ├µĄ╚ĪŻīŹĢrł¾Š»«ŗ├µėą┤“░³Ņ^╣╩šŽ’@╩Š«ŗ├µĪóē║īŹ▀^│╠╣╩šŽ’@╩Š«ŗ├µĪóę║ē║šŠÄ═ų·«ŗ├µĄ╚ĪŻ
5 ĮY╩°šZ
BT4600ą═┤“░³ÖCį┌┬ÕĻ¢éźśI▄łõōėąŽ▐╣½╦ŠĖ▀╦┘ŠĆ▓─╔·«aŠĆ═Č╚╦▀\ąąŻ¼Ė─ūā┴╦Ė▀ŠĆįŁüĒ╩ųäė┤“░³ą¦┬╩Ą═Ž┬Ą─ĀŅørŻ¼ėąą¦Ė─╔Ų┴╦▓┘ū„╚╦åTĄ─╣żū„ŁhŠ│Ż¼śO┤¾╠ßĖ▀┴╦╣żū„ą¦┬╩Ż¼╩╣Ė▀ŠĆŠ½š¹ģ^┤“░³╣żą“Ą─ūįäė╗»╔·«a│╔×ķ¼FīŹĪŻ┤“░³ÖCūį═Č╚╦▀\ąąęįüĒŻ¼┼żĮY╩¦öĪ┬╩Ą═Ż¼ūŅ┤¾▒PŠĒ┤“░³Ģrķg╝s40 sŻ¼ØMūŃÅS╝ę65 sū¾ėęĄ─▄łõō╔·«a╣ØūÓĪŻ«ö╚╗Ż¼┼cć°═ŌĖ▀ąį─▄Ą─═¼ŅÉ«aŲĘ(┼żĮY╩¦öĪ┬╩<0. 3%Ż¼┤“░³Ģrķg╝s35 s)▒╚▌^Ż¼▀Ć┤µį┌ę╗Č©Ą─╝╝ąg▓ŅŠÓŻ¼▀ĆąĶį┌▀\ąąŁhŠ│Ž┬▓╗öÓā×╗»┐žųŲģóöĄĪŻ
║╦ą─ĻPūóŻ║═ž▓ĮERPŽĄĮyŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śIäšŅIė“ĪóąąśIæ¬ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śIäš╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśIäšŅIė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śIĻPūóERP╣▄└ĒŽĄĮyĄ─║╦ą─ŅIė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śIą┼Žó╗»Į©įO╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://www.lukmueng.com/
▒Š╬─ś╦Ņ}Ż║Ė▀ŠĆ┤“░³ÖCPLCūįäė┐žųŲŽĄĮyĄ─įOėŗ
▒Š╬─ŠWųĘŻ║http://www.lukmueng.com/html/support/11121516060.html






















