



1 Ė┼╩÷
╚~Ų¼╩ŪŲ¹▌åÖCĄ─ą─┼KŻ¼ę▓╩Ū░l╔·╩┬╣╩ūŅČÓĄ─ĻPµI▓┐╝■ĪŻ╚~Ų¼Ą─äėæB╠žąįų▒Įėė░ĒæŲ¹▌åÖCĄ─░▓╚½▀\ąąŻ¼ę“┤╦╠ßĖ▀╚~Ų¼Ą─░▓╚½┐╔┐┐ąįī”ė┌╚šęµĖ▀ØqĄ─╣®ļŖąĶŪ¾Īó▒ŻšŽć°├±ĮøØ·░lš╣ėąųž┤¾ęŌ┴xĪŻ
╚~Ų¼Ņl┬╩┐žųŲ╝╝ągų„ę¬▓╔ė├ėąŽ▐į¬Ęų╬÷║═ā×╗»įOėŗĘĮĘ©ĪŻį┌▒ŻšŽ«aŲĘĮYśŗ│▀┤ń║═Ņl┬╩ØMūŃ╣ż╦ćę¬Ū¾Ą─Ū░╠ߎ┬Ż¼ą▐─źĄ─ģ^ė“║═ą▐─ź┴┐ę¬▒M┐╔─▄ūŅąĪĪŻ▒Š╬─▓╔ė├─ŻæBņ`├¶Č╚Ęų╬÷Ą─ĘĮĘ©Ż¼īŹ¼Fī”╚~Ų¼Ą─Ņl┬╩┐žųŲ╝╝ągŻ¼▒ŻūC«aŲĘŅl┬╩Ą─ę╗ų┬ąį║═░▓╚½ąįŻ¼▀_ĄĮĮĄ▒Šį÷ą¦Ą──┐Ą─Ż¼Š▀ėą▌^ÅŖĄ─æ¬ė├ārųĄĪŻ
2 ╚~Ų¼ėąŽ▐į¬─Żą═
╚~Ų¼ėąŽ▐į¬─Żą═╩Ū─ŻæBņ`├¶Č╚Ęų╬÷Ą─╗∙ĄA║═║╦ą─Ż¼▒Š└²ī”─│╚~Ų¼─Żą═▀Mąą▀m«ö║å╗»Ż¼į┌HyperMesh▄ø╝■ųąīóą═├µäØĘų48ēKŻ¼▓╔ė├╦─├µ¾wå╬į¬▀MąąŠWĖ±äØĘųŻ¼▓óīóĖ„ģ^ė“Ą─å╬į¬┤µĘ┼į┌Ė„ūįĄ─ĮM╝■ųąŻ¼ūŅĮKĄ├ĄĮ╚~Ų¼Ą─ėąŽ▐į¬─Żą═╚ńłD1╦∙╩ŠŻ¼Ųõųą╦─├µ¾wå╬į¬┐éöĄ×ķŻ║259854Ż¼ą═├µ▓┐ĘųČ■ŠSå╬į¬┐éöĄ×ķŻ║26933ĪŻ

łD1 ╚~Ų¼ėąŽ▐į¬─Żą═
3 ─ŻæBņ`├¶Č╚Ęų╬÷
3.1─ŻæBņ`├¶Č╚Ęų╬÷
─ŻæBņ`├¶Č╚Ęų╬÷╩Ūę╗ĘNĘ┤ė│─│įOėŗūā┴┐ī”ĮYśŗ╠žš„ģóöĄŻ©╚ń╠žš„ųĄ┼c╠žš„Ž“┴┐Ż®Ė─ūāĄ─├¶Ėą│╠Č╚ĘĮĘ©ĪŻ═©▀^ņ`├¶Č╚Ęų╬÷üĒ║Ō┴┐╚~Ų¼ą═├µ▓╗═¼ģ^ė“ī”Ņl┬╩Ą─ė░Ēæ│╠Č╚Ż¼┤_Č©ī”Ņl┬╩ė░Ēæ▌^┤¾Ą─ģ^ė“Ż¼▓óīóįōģ^ė“ū„×ķ╚~Ų¼ą▐ŅlĄ─ų„ę¬ģ^ė“Ż¼ęįīŹ¼FūŅąĪĄ─ą▐─ź┴┐▀_ĄĮūŅ╝čĄ─ą▐Ņl┐žųŲą¦╣¹ĪŻ
Ė∙ō■─ŻæBĘų╬÷└ĒšōŻ¼ĮYśŗ╠žš„ųĄωr║═╠žš„Ž“┴┐φr×ķå╬į¬įOėŗūā┴┐PmĄ─║»öĄŻ¼K║═MĘųäe×ķå╬į¬äéČ╚ŠžĻć║═å╬į¬┘|┴┐ŠžĻćŻ¼═Ųī¦¤oūĶ─ß─ŻæBŽĄĮy╣½╩ĮŻ¼Ą├ĄĮ╣╠ėąŅl┬╩ī”įOėŗūā┴┐PmĄ─ę╗ļAņ`├¶Č╚▒Ē▀_╩ĮŻ║

╣½╩Įę╗ ę╗ļAņ`├¶Č╚▒Ē▀_╩Į
╩Į(1)×ķŅl┬╩┼cĮYśŗģóöĄĄ─ņ`├¶Č╚ėŗ╦Ń╣½╩ĮĪŻ═©▀^─ŻæBņ`├¶Č╚Ęų╬÷Ż¼Į©┴óŅl┬╩┼c╚~Ų¼įOėŗūā┴┐ų«ķgĄ─ĻPŽĄŻ¼┐╔ų▒ė^▒Ē¼F╚~Ų¼ą▐ŅlĄ─ų„ę¬ģ^ė“╝░Ųõņ`├¶Č╚ĪŻ
3.2─ŻæBņ`├¶Č╚Ęų╬÷ĮY╣¹
ĮY║Ž─ŻæBņ`├¶Č╚Ęų╬÷└ĒšōŻ¼═©▀^ANSYSėŗ╦Ń─ŻæBņ`├¶Č╚Ż¼Ą├ĄĮ─│╚~Ų¼ą═├µĖ„ģ^ė“Ą──ŻæBņ`├¶Č╚ą┼Žó(HZ/mm)ĪŻ
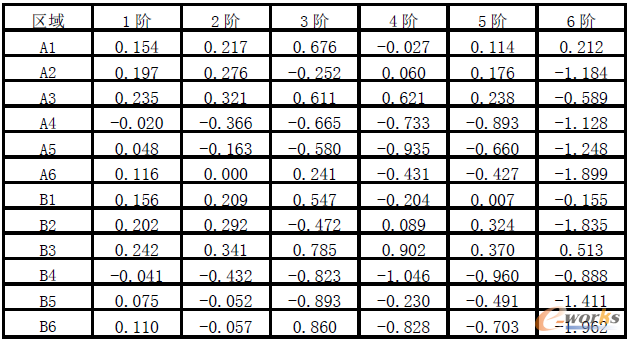
▒Ē1 ą▐─ź0.3mmī”æ¬Ą─Ė„ģ^ė“ņ`├¶Č╚
▒Ē1╩Ū─│╚~Ų¼ą═├µ48ēKģ^ė“ųąĄ─12ēKģ^ė“Ą─ņ`├¶Č╚ĮY╣¹Ż¼š²ųĄ▒Ē╩Š╔²ŅlŻ¼žōųĄ▒Ē╩ŠĮĄŅlŻ¼┐╔ų▒ė^Ę┤ė│▓╗═¼ģ^ė“į┌ą▐─ź0.3mmĢrĖ„ļAŅl┬╩Ą─├¶Ėą│╠Č╚ĪŻĮY║Ž╚~Ų¼Ą─╣ż╦ć╬─╝■ę¬Ū¾Ż¼═©▀^ā×╗»įOėŗĘĮĘ©Ż¼ūŅĮKĄ├ĄĮØMūŃ╚~Ų¼Ė„ļAŅl┬╩ę¬Ū¾Ą─ūŅ╝čą▐─źĘĮ░ĖŻ¼Ė³║├ĄžųĖī¦▄ćķgī”╚~Ų¼Ņl┬╩┐žųŲĪŻ
4 ėąŽ▐į¬ą▐Ņl╝╝ągīŹ“×
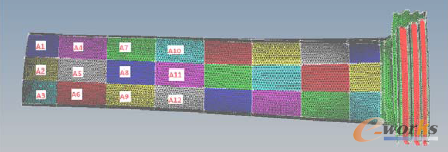
ęį─│╚~Ų¼×ķīŹ“×ī”Ž¾Ż¼░┤šš─ŻæBņ`├¶Č╚Ęų╬÷ā×╗»║¾Ą─ą▐ŅlĘĮ░ĖŻ¼į┌╚~Ų¼ųĖČ©╬╗ų├«ŗ│÷ą▐─źģ^ė“Ż¼▓óųĖČ©ą▐─ź┴┐Ż¼▀Mę╗▓ĮīŹ“ד×ūCėąŽ▐į¬ą▐ŅlĘĮĘ©Ż©╚ńłD2╦∙╩ŠŻ®ĪŻ

łD2 ą▐─źģ^ė“╝░Æü─ź¼Fł÷
4.1ą▐─źŪ░
─│╚~Ų¼ą▐─źŪ░Ż║Ą┌1ļAŅl┬╩│¼╣½▓Ņ╔ŽŽ▐0.3HzŻ¼Ą┌6ļAŅl┬╩╠Äį┌╣½▓ŅŽ┬Ž▐Ż©╚ń▒Ē2╦∙╩ŠŻ®Ż¼╣╩ąĶę¬īóĄ┌1ļAŅl┬╩ĮĄĄ═Ż¼Ą┌6ļAŅl┬╩╔²Ė▀ĪŻ

▒Ē2 ą▐─źŪ░īŹ£yŅl┬╩ųĄ(HZ)
4.2ŅAŲ┌─┐ś╦
Ė∙ō■ņ`├¶Č╚Ęų╬÷║═ā×╗»įOėŗĮY╣¹Ż¼į┌ą▐─ź┴┐×ķ0.3mmĢrĄ─ā×╗»ĮY╣¹×ķŻ║ą▐─źA9ĪóA10ĪóB9ĪóB10╦─éĆģ^ė“Ż©╚ńłD3╦∙╩ŠŻ®ĪŻ
łD3 ▓╗═¼ģ^ė“├¹ĘQ
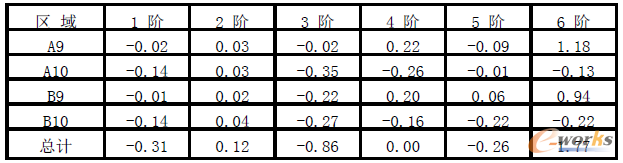
▒Ē3 └Ēšōą▐─źģ^ė“ī”æ¬Ą─Ņl┬╩ūā╗»(HZ)
▒Ē3×ķ╦─éĆģ^ė“į┌ą▐─ź0.3mmĢrĄ─└ĒšōŅl┬╩ūā╗»Ż¼▒Ń┐╔ęį┐žųŲįō╚~Ų¼Ą─6ļAŅl┬╩ØMūŃŅl┬╩╣ż╦ćę¬Ū¾ĪŻ
4.3īŹ“×ĮY╣¹
īŹļHą▐─ź┴┐Ż║10Ī½20ĮzŻ©Ė∙ō■ą▐─źŪ░║¾£y┴┐öĄō■▒╚▌^Ż®Ż║īŹļHŅl┬╩ūā╗»Ż©╚ń▒Ē4╦∙╩ŠŻ®ĪŻ

▒Ē4 ą▐─źŪ░║¾īŹ£yŅl┬╩(HZ)
4.4īŹ“×ĮYšō
Ė∙ō■ņ`├¶Č╚Ęų╬÷║═ā×╗»įOėŗĮY╣¹Ż¼į┌╚~Ų¼ą═├µ╔ŽųĖČ©Š▀¾wą▐─źģ^ė“┼cą▐─ź┴┐ĪŻĮø▄ćķgīŹ“×īŹļHą▐─ź┴┐ąĪė┌ųĖČ©ą▐─ź┴┐Ż¼öĄō■┤µį┌▓Ņ«ÉŻ¼Ą½Ņl┬╩ūā╗»┌ģä▌┼cŅAŲ┌─┐ś╦ę╗ų┬Ż¼│╔╣”īŹ¼Fę╗ļAŅl┬╩ĮĄĄ═Ż¼┴∙ļAŅl┬╩╔²Ė▀Ż¼═¼Ģrę▓▒ŻšŽŲõ╦¹ļAŅl┬╩į┌ęÄČ©ĘČć·ā╚Ż╗┴Ē═ŌŻ¼ĮøÖz£yįō╚~Ų¼│▀┤ńę▓ØMūŃ╣ż╦ćę¬Ū¾Ż¼ūŅĮKČ©×ķ║ŽĖ±«aŲĘĪŻ─┐Ū░įō╝╝ąg│╔╣¹╝║į┌10ČÓĘN▓╗═¼ŅÉą═Ą─╚~Ų¼╔Žæ¬ė├Ż¼ą¦╣¹├„’@Ż¼×ķ╣½╦Š═ņ╗ž┤¾┴┐ĮøØ·ōp╩¦ĪŻ
5 ĮYšō
▒Š╬─▀\ė├HyperWorks║═ANSYS▄ø╝■ī”╚~Ų¼▀Mąą─ŻæBņ`├¶Č╚Ęų╬÷Ą├ĄĮ┴╦Ė„ļAŅl┬╩Ą─├¶Ėąģ^ė“ĪŻĮY║Žā×╗»įOėŗĘĮĘ©Ą├ĄĮØMūŃŅl┬╩║═│▀┤ńę¬Ū¾Ą─ūŅ╝čą▐─źĘĮ░ĖĪŻ▓óöU┤¾įŁėąą▐─źģ^ė“Īó£pąĪą▐─ź┴┐Ż¼┤¾┤¾╠ßĖ▀┴╦ą▐Ņlą¦┬╩Ż¼äōįņ┴╦┴╝║├Ą─ĮøØ·ą¦ęµĪŻ
║╦ą─ĻPūóŻ║═ž▓ĮERPŽĄĮyŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śIäšŅIė“ĪóąąśIæ¬ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śIäš╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśIäšŅIė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śIĻPūóERP╣▄└ĒŽĄĮyĄ─║╦ą─ŅIė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śIą┼Žó╗»Į©įO╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://www.lukmueng.com/
▒Š╬─ś╦Ņ}Ż║╗∙ė┌─ŻæBņ`├¶Č╚Ęų╬÷Ą─╚~Ų¼Ņl┬╩┐žųŲ╝╝ąg蹊┐
▒Š╬─ŠWųĘŻ║http://www.lukmueng.com/html/support/11121516059.html






















