



╝ėÅŖ(qi©óng)░Õą▐▀ģø_┐ū╣żą“╝■═Ōą╬╝░│▀┤ń╚ńłD1Īó2╦∙╩ŠŻ¼▓─┴Ž×ķSt14 HFŻ¼ÅŖ(qi©óng)Č╚śOŽ▐×ķ270Ī½350MPaŻ¼╔ņķL┬╩┤¾ė┌42%ĪŻ║═Ųš═©Ą═╠╝Õāõ\░ÕŽÓ▒╚ė▓Č╚Ė▀Ż¼Ą½╩Ū╦▄ąį║═Ēgąį▓ŅĪŻ┴Ž║±t=2.0mmŻ¼┤¾┼·┴┐╔·«a(ch©Żn)ĪŻ

łD1 ą▐▀ģø_┐ūĄ─╣ż╦ć├µ╚²ŠSłD

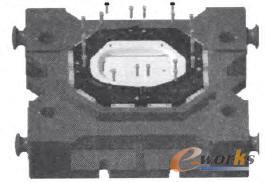
łD2 ą▐▀ģø_┐ūĄ─╣ż╦ć├µąį─▄öĄ(sh©┤)ō■(j©┤)
1 ┴Ń╝■ø_▓├╣ż╦ćĘų╬÷
╝ėÅŖ(qi©óng)░Õ╝ė╣ż╣ż╦ćĘų×ķ4éĆ(g©©)▓Į¾EŻ║└Łčėę╗ą▐▀ģø_┐ūę╗ĘŁ▀ģę╗ø_┐ūĪŻ▒Š╣żą“?y©żn)ķą▐▀ģø_┐ū╣żą“Ż¼╦∙ė├▓─┴Ž×ķĮø(j©®ng)└Łčė╣żą“═Ļ│╔║¾Ą─Įī┘░Õ┴ŽŻ¼┤╦░Õ┴ŽŠ▀ėą└Łčė║¾Ą─└ŁčėŪ·├µŻ¼┐╔ū„×ķ▒Š╣żą“Ą─Č©╬╗├µĪŻą▐▀ģø_┐ū╣ż╦ć┴Ń╝■ą▐▀ģ┴┐1188.7mmŻ¼ø_┐ū▓┐Ęų╩Ūā╔éĆ(g©©)ų▒ÅĮ11.1mmĄ─┐ūŻ¼ų▄ķL69.7mmĪŻ
▒Š╣żą“╦∙ąĶĄ─░Õ┴Ž│▀┤ń▌^┤¾Ż¼į┌═Ļ│╔ą▐▀ģø_┐ū╣żą“║¾Ż¼×ķĘĮ▒Ń╚ĪŽ┬ÅU┴ŽŻ¼æ¬(y©®ng)įōį┌ą▐▀ģø_┐ū╣ż╦ć║¾ī”ÅU┴Ž░Õ▀M(j©¼n)ąą▓├╝¶ĪŻĖ∙ō■(j©┤)ÅU┴ŽĄ─ą╬ĀŅŻ¼öMīóÅU┴Ž░ÕŪą│╔4ēKŻ¼▓óį┌─ŻŠ▀╔ŽįO(sh©©)ėŗ(j©¼)╗¼Ą└Ż¼ĘĮ▒ŃÅU┴Žūįäė╗¼│÷ĪŻ
2 ─ŻŠ▀ŅÉą═┤_Č©
įō┴Ń╝■ī”═Ōė^ę¬Ū¾▓╗Ė▀Ż¼ī”š¹éĆ(g©©)┴Ń╝■Ū·├µŠ½Č╚ę¬Ū¾▌^Ė▀ĪŻ×ķ┴╦▒ŻūC│╔ą╬│▀┤ń╝░Š½Č╚Ż¼ę¬Ū¾└Łčė╣żą“╩╣ė├Š½Č╚▌^Ė▀Ą─└Łčė─ŻŠ▀ĪŻį┌ą▐▀ģø_┐ū╣żą“ųąŻ¼ī”ø_┐ū─ŻŠ▀║═ą▐▀ģ─ŻŠ▀Ą─ŽÓī”╬╗ų├ėą▌^Ė▀Ą─ę¬Ū¾Ż¼╣╩▒ŠĘĮ░Ė▓╔ė├Å═(f©┤)║Ž─ŻŠ▀╔·«a(ch©Żn)ĪŻ┐╔▓╔ė├ÅŚąįąČ┴ŽŻ¼╚╦╣żŪ░║¾│÷╝■Ż¼ī¦(d©Żo)Ž“ĘĮ╩Į▓╔ė├ī”ĮŪī¦(d©Żo)ų∙─Ż╝▄ĪŻ
3 ų„ę¬┴Ń▓┐╝■įO(sh©©)ėŗ(j©¼)
3.1 ø_┐ū═╣─Ż
┐ū×ķłAą╬┐ūŻ¼×ķĘĮ▒Ńčb┼õ║═ØMūŃ═╣─ŻÅŖ(qi©óng)Č╚īóø_┐ū═╣─ŻįO(sh©©)ėŗ(j©¼)│╔ļA╠▌╩ĮŻ¼▓╔ė├öĄ(sh©┤)┐žŃŖ┤▓ĪóŠĆŪąĖŅ╝ė╣żĪŻø_┐ū═╣─ŻĮY(ji©”)śŗ(g©░u)ą╬╩ĮęŖłD3ĪŻ

łD3 ø_┐ū═╣─Ż
3.2 ø_┐ū░╝─Ż
ø_┐ū░╝─Ż┼c═╣─Ż┼õ║ŽųŲū„Ż¼ø_┐ū░╝─ŻĮY(ji©”)śŗ(g©░u)ą╬╩ĮęŖłD4ĪŻ

łD4 ø_┐ū░╝─Ż
3.3 ąČ┴Ž▓┐╝■Ą─įO(sh©©)ėŗ(j©¼)
Ė∙ō■(j©┤)─ŻŠ▀Ą─ĮY(ji©”)śŗ(g©░u)ę¬Ū¾Ż¼▀xō±ÅŚąįąČ┴Ž░ÕĪŻÅŚąįąČ┴Ž░ÕŠ▀ėąąČ┴Ž║═ē║┴ŽĄ─ļpųžū„ė├Ż¼ČÓė├ė┌ø_ųŲ▒Ī┴ŽŻ¼╩╣╣ż╝■Ą─ŲĮ├µČ╚╠ßĖ▀ĪŻĮĶų·ÅŚ╗╔ĪóŽ─z╗“ÜŌē|Ą╚ÅŚąįčbų├ąČ┴ŽŻ¼│Ż╝µū„ē║▀ģĪóē║┴Žčbų├╗“═╣─Żī¦(d©Żo)Ž“ĪŻąČ┴Ž╝■▓╔ė├45õōųŲįņŻ¼┤Ń╗ė▓Č╚40Ī½45HRCĪŻŲõĮY(ji©”)śŗ(g©░u)│▀┤ńęŖłD5ĪŻ

łD5 ē║┴Ž░Õ╚²ŠSłD
4 ╗∙ė┌CATIAĄ─╠ōöMčb┼õ┼cĘ┬šµ
į┌CATIA╦∙╠ß╣®Ą─čb┼õ╣żū„┼_╔ŽŻ¼ī¦(d©Żo)╚ļĒÜčb┼õĄ─┴ŃĪó▓┐╝■Ż¼╚╗║¾ī”┴Ń▓┐╝■▀M(j©¼n)ąą▀m«ö(d©Īng)?sh©┤)─╝s╩°▓óĮ©┴óčb┼õĻP(gu©Īn)ŽĄŻ¼ūŅ║¾Ą├ĄĮ═Ļš¹Ą─čb┼õ─Żą═ĪŻą▐▀ģø_┐ū─ŻŠ▀čb┼õ╩ŠęŌłD╚ńłD6╦∙╩ŠĪŻ

łD6 ─ŻŠ▀┐éčbłD
DMUīŹ(sh©¬)¼F(xi©żn)čb┼õ─ŻöM▓┘ū„┴„│╠Ż║ó┘³c(di©Żn)ō¶ķ_╩╝-Digital Mockup-DMU Fitting▀M(j©¼n)╚ļCATIAļŖūėśėÖC(j©®)čb┼õ─ŻöMįO(sh©©)ėŗ(j©¼)─ŻēKĪŻó┌äō(chu©żng)Į©Ę┬šµ▀\(y©┤n)äė¾wŻ¼╝┤ĮM║ŽŠ▀ėą═¼śė▀\(y©┤n)äė▄ē█EĄ─ūŅ╝■Ż¼Č©┴xĖ„éĆ(g©©)▀\(y©┤n)äėį¬╦žĪŻó█³c(di©Żn)ō¶łDś╦(bi©Īo)äō(chu©żng)Į©▀\(y©┤n)äė¾w▀\(y©┤n)äė┬ĘÅĮŻ¼═ąäė┴_▒PęŲäė╗“ą²▐D(zhu©Żn)ĄĮųŲČ©╬╗ų├Ż¼³c(di©Żn)ō¶łDś╦(bi©Īo)ėøõø▀\(y©┤n)äė▄ē█EĪŻó▄³c(di©Żn)ō¶łDś╦(bi©Īo)įO(sh©©)ų├Ė„▀\(y©┤n)äė¾wĄ─äė«ŗĒśą“╝░äė«ŗ├┐ļķgĖ¶Ģr(sh©¬)ķgŻ¼▓źĘ┼╦┘Č╚ĪŻó▌³c(di©Żn)ō¶łDś╦(bi©Īo)▀M(j©¼n)ąąĮ╗╗ź╩ĮĖ╔╔µÖz“×(y©żn)Ż¼▓ķ┐┤╩Ūʱėą▀\(y©┤n)äėĖ╔╔µĪóø_═╗Ą╚ĪŻó▐³c(di©Żn)ō¶toolsŻ¼╔·│╔╗žĘ┼õøŽ±Ż¼³c(di©Żn)ō¶▓źĘ┼▓ķ┐┤ą¦╣¹ĪŻó▀³c(di©Żn)ō¶ėŗ(j©¼)╦Ńäė«ŗÆ▀├Ķ¾wĘeŻ¼▓ķ┐┤┐šķgÖC(j©®)śŗ(g©░u)Ė╔╔µŪķørĪŻ(8)³c(di©Żn)ō¶tools-╔·│╔äė«ŗ▀^│╠łDĪŻ╚ńłD7Īó8╦∙╩ŠĪŻ
łD7 ─ŻŠ▀╔Ž▓┐Ęųčb┼õ─ŻöM

łD8 ─ŻŠ▀Ž┬▓┐Ęųčb┼õ─ŻöM
5 ĮY(ji©”)šō
ė├CATIA▄ø╝■įO(sh©©)ėŗ(j©¼)Ą─╝ėÅŖ(qi©óng)░Õą▐▀ģø_┐ūÅ═(f©┤)║Ž─ŻŻ¼Įø(j©®ng)īŹ(sh©¬)ļH╩╣ė├Ż¼─ŻŠ▀║Ž└ĒĪó┐╔┐┐Ż¼ØMūŃ┼·┴┐╔·«a(ch©Żn)ę¬Ū¾ĪŻ
║╦ą─ĻP(gu©Īn)ūóŻ║═ž▓ĮERPŽĄĮy(t©»ng)ŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śI(y©©)äš(w©┤)ŅI(l©½ng)ė“ĪóąąśI(y©©)æ¬(y©®ng)ė├Ż¼╠N(y©┤n)║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śI(y©©)äš(w©┤)╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬(y©®ng)µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśI(y©©)äš(w©┤)ŅI(l©½ng)ė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śI(y©©)ĻP(gu©Īn)ūóERP╣▄└ĒŽĄĮy(t©»ng)Ą─║╦ą─ŅI(l©½ng)ė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śI(y©©)ą┼Žó╗»Į©įO(sh©©)╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D(zhu©Żn)▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠW(w©Żng)http://www.lukmueng.com/
▒Š╬─ś╦(bi©Īo)Ņ}Ż║╗∙ė┌CATIAĄ─╝ėÅŖ(qi©óng)░Õą▐▀ģø_┐ūÅ═(f©┤)║Ž─ŻįO(sh©©)ėŗ(j©¼)┼cčb┼õĘ┬šµ
▒Š╬─ŠW(w©Żng)ųĘŻ║http://www.lukmueng.com/html/solutions/14019315319.html



▀xą═ųąą─")
¾w“×(y©żn)ųąą─")
«a(ch©Żn)ŲĘ┘Å┘I")
æ(zh©żn)┬į║Žū„")















