1.1.1 ╣”─▄šf├„
ė├ė┌šf├„ūįųŲ╝■Ą─╝ė╣żĒśą“║═ś╦£╩╣żĢrČ©Ņ~Ą─╬─╝■ĪŻ╦³▓ó▓╗įö╝Üšf├„╝ė╣ż╝╝ągŚl╝■║═▓┘ū„ę¬Ū¾Ż¼Č°ų„꬚f├„╝ė╣ż▀^│╠Ą─╣żą“Ēśą“║═╔·«a┘Yį┤Ą╚┘YėŹĪŻę“Č°ć└Ė±ĄžšfŻ¼╣ż╦ć┬ĘŠĆ╩Ūę╗ĘNėŗäØ╬─╝■Ż¼Č°▓óĘŪ╣ż╦ć╬─╝■ĪŻ
▒ŠŽĄĮyį┌╗∙ĄA┘Y┴Ž╣”─▄─ŻĮM└’╠ß╣®┴╦ī”Ė„╝ė╣ż╬’┴ŽĄ─Ė„╝ė╣ż╣ż╦ć┬ĘŠĆĪóĖ„╣ż╦ć╣żą“Ą─Ęų▓╝Īó─▄┴”║─ė├ęį╝░╬’┴Žį┌─│╣żū„ųąą─Ą─╠µōQ╣żū„ųąą─Ą─Č©┴xŠSūo╣”─▄ĪŻ
Įń├µ╚ńłD3-10╦∙╩ŠŻ║
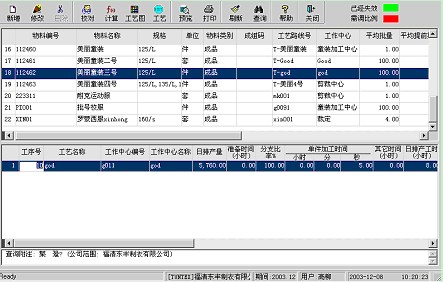
łD3-10
1.1.2 ūóęŌ╩┬ĒŚ
1Īó ī”ė┌ŠSą▐╣ż╦ć┬ĘŠĆŻ¼ŽĄĮyį÷╝ė╣ż╦ć┬ĘŠĆī┘ąįĒŚ─┐Ż¼▒Ē├„╩ŪŲš═©▀Ć╩ŪŠSą▐Ż¼ŠSą▐╣ż╦ć┬ĘŠĆ╩Ū×ķŠSą▐╣żå╬Į©┴óĄ──¼šJ╣ż╦ć┬ĘŠĆŻ¼ė├æ¶┐╔╝┤Ģrą▐Ė─ĪŻ
2Īóī”ė┌ūŅĮK═Ļ╣ż╣żą“Ż¼▓╗─▄▓óąąĪŻ
3ĪŻ╣ż╦ć┬ĘŠĆųąįOų├┴╦╩ŪʱģRł¾ī┘ąįŻ¼═Ļ╣ż╣żą“▒žĒÜįO×ķģRł¾ĪŻ
1.1.3 £╩éõ╩┬ĒŚ
1Ż«æ¬Ž╚Į©┴óŽÓæ¬Ą─╣żū„╚šÜvŻ¼═Ļ│╔ŲõČ©┴xĪŻ
2Ż«Ž╚═Ļ│╔ī”╣żū„ųąą─Č©┴xĪŻ
3Ż«ī”╣ż╦ć┬ĘŠĆ╩Ūʱ─¼šJ╣ż╦ć┬ĘŠĆ▀Mąą┤_Č©Ż¼ģ^ĘųŠSą▐╣ż╦ć┬ĘŠĆ║═Ųš═©╔·«a╣ż╦ć┬ĘŠĆĪŻ
4Ż«┤_Č©╣ż╦ć┬ĘŠĆųą╩Ūʱėą╠µōQ╣żū„ųąą─ĪŻ
1.1.4 ĒŚ─┐šf├„
|
|
ĒŚ─┐├¹ĘQ |
ĒŚ─┐šf├„ |
|
1 |
─¼šJ┬ĘŠĆ |
─¼šJ▓╔ė├Ą─╝ė╣ż╣ż╦ć┬ĘŠĆŻ¼į┌MRPėŗ╦ŃĢr─¼šJ╩╣ė├ĪŻ |
|
2 |
┬ĘŠĆķgĘų┼õ▒╚┬╩ |
«ö┤µį┌ČÓŚl╣ż╦ć┬ĘŠĆĢrŻ¼ī”Ė„Śl╣ż╦ć┬ĘŠĆĄ─╩╣ė├▀MąąĘų┼õĪŻ |
|
3 |
┬ĘŠĆŅÉą═ |
╣ż╦ć┬ĘŠĆ╩Ūī┘ė┌Ųš═©Ą─╝ė╣ż┬ĘŠĆ▀Ć╩ŪŠSą▐╝ė╣żĄ─╣ż╦ć┬ĘŠĆĪŻ |
1.1.5 ▓┘ū„šf├„
1Ż« ╚ń╣¹╬┤Č©┴x╣ż╦ćŻ¼³cĪ░╣ż╦ćĪ▒░┤Ōo▀Mąą╣ż╦ćĄ─Č©┴xŻ╗
2Ż« ³cĪ░ą┬į÷Ī▒░┤Ōo▀M╚ļŻ¼▀xō±ąĶČ©┴x╣ż╦ć┬ĘŠĆĄ─╬’┴Ž╗“«aŲĘŻ╗
3Ż« ī”ŅA╣ż╦ć┬ĘŠĆĄ─Č©┴xŻ¼ąĶ┴╦ĮŌŽĄĮyĄ─┐žųŲ▀ē▌ŗŻ║ī”├┐ę╗╬’┴Ž╠ß╣®╣ż╦ć┬ĘŠĆ▒ĒŠSūoŻ¼┐žųŲ▀ē▌ŗ╚ńŽ┬Ż║
Ż©1Ż®├┐ę╗╬’┴Ž┐╔ėąČÓŚl╣ż╦ć┬ĘŠĆŻ¼ę¬ųĖČ©Š▀¾w╣ż╦ć┬ĘŠĆĄ──¼šJ╝ė╣ż▒╚└²ĪŻŽĄĮyĖ∙ō■ģóöĄ┐žųŲ╣żå╬═ČĘ┼Ģrī”╣ż╦ć┬ĘŠĆĄ─Ūķør╩Ū░┤Ęų┼õ▒╚┬╩ūįäė═ČĘ┼Īó░┤─¼šJ╣ż╦ć┬ĘŠĆ═ČĘ┼Ż¼▀Ć╩Ū═ČĘ┼Ģr░┤▒╚┬╩┤_Č©║¾╠ß╣®╩ų╣ż┤_Č©╣”─▄ĪŻ▀@śė┐╔┐┤│÷Ż¼ČÓ╚╬äš╦ć┬ĘŠĆĄ─Č©┴xėąā╔ĘN║¼┴xŻ¼ę╗╩ŪČ©┴x┴╦╠µ┤·╣ż╦ć┬ĘŠĆŻ¼┴Ēę╗╩ŪČ©┴x┴╦▓óąą╔·«aĢrČÓ┬ĘŠĆķgĄ─Ęų┼õ▒╚└²ĪŻ
Ż©2Ż®├┐Śl╣ż╦ć┬ĘŠĆČ╝ėąėąą¦Ų┌┐žųŲĪŻ×ķĘĮ▒Ń│╠ą“▀ē▌ŗ┐žųŲŻ¼į┌╣ż╦ć┬ĘŠĆųą▓╗╠Ä└Ē─│Ą└Š▀¾w╣żą“Ą─ėąą¦Ų┌ĪŻ
Ż©3Ż®ŽĄĮyėŗ╦Ń╠Ä└ĒĢrŻ¼ę¬┐╝æ]├┐Śl╣ż╦ć┬ĘŠĆČ╝┐╔─▄ėą▓╗═¼Ą─│╔ŲĘ┬╩ĪŻ╬’┴Žų„╬─╝■ųąĄ─│╔ŲĘ┬╩ū÷×ķ╚▒╩Ī║═ŲĮŠ∙│╔ŲĘ┬╩Ż¼ė├æ¶┐╔ī”Ųõ▀Mąąą▐Ė─ĪŻ╚ń╣¹įō╬’┴Ž×ķå╬╣ż╦ć┬ĘŠĆŻ¼│╔ŲĘ┬╩ą▐Ė─ĢrŻ¼ūįäėĖ³ą┬╬’┴Ž┘Y┴ŽĪŻ
Ż©4Ż® į┌╣ż╦ć┬ĘŠĆŠSūoųą╠ß╣®ąŻī”╣”─▄Ż¼ī”ČÓ╚╬äš╦ć┬ĘŠĆŪķørę¬Öz▓ķėąą¦Ų┌ā╚─¼šJĘų┼õ▒╚┬╩║═╩Ūʱ×ķ100%ĪŻĖ∙ō■│╔ĮM┤aČ©┴x╣ż╦ć┬ĘŠĆÅ═ųŲ╣”─▄ĪŻį┌╬’┴Žų„╬─╝■Č©┴x│╔ĮM┘YėŹ║¾Ż¼į┌╣ż╦ć┬ĘŠĆŠSūoĢrĖ∙ō■įōĮM─│╬’┴ŽĄ─¼Fėą┬ĘŠĆ▀xō±╦óą┬įōĮMŲõ╦³╬’┴ŽĄ─╣ż╦ć┬ĘŠĆĪŻ×ķ═Ļ╔ŲÅ═ųŲĄ─╠Ä└Ē╣”─▄Ż¼ŽĄĮy╠ß╣®░┤╬’┴ŽÅ═ųŲ╣”─▄Ż¼╝┤Č©┴x─│╬’┴ŽĄ─╣ż╦ć┬ĘŠĆĢrŻ¼┐╔▀xō±ę²╚ļŲõ╦³╬’┴ŽĄ─╣ż╦ć┬ĘŠĆū„×ķ─Ż░ÕĪŻ╣ż╦ć┬ĘŠĆ▒Ż┤µĢrī”▓óąą╣żą“Ż©ųĖ╣żą“╠¢ŽÓ═¼Ż®ę¬├„┤_▌ö╚ļ▓óąą▒╚┬╩ĪŻ
×ķ║å╗»▀ē▌ŗ┐žųŲŻ¼╠µōQ╣żū„ųąą─ų╗ī”╬’┴Ž║═╣żū„ųąą─ėąą¦Ż¼┼c┬ʊƤoĻPĪŻ╣żū„ųąą─╠µōQĄ─╣”─▄ŅÉ╦Ų╬’┴Ž╠µōQŻ¼▒Ē╩Šį┌įō╣żū„ųąą──▄┴”▓╗ūŃĢrį╩įS╠µōQ╣żū„ųąą─ĪŻį┌╠µōQ▒Ż┤µ║¾╠ß╣®│╔ĮM╠µōQ╣”─▄Ż¼╝┤ī”įō╬’┴ŽĄ─įō╣żū„ųąą─Ż¼╩Ūʱ░č┼cįō╬’┴Ž│╔ĮMĄ─Ųõ╦³╬’┴Ž╣ż╦ć┬ĘŠĆųąĄ─╣żū„ųąą─▀Mąą═¼śėĄ─╠µōQŻ¼╚ń▀xō±╩ŪŻ¼ät┴ą▒Ē’@╩Š│╔ĮM╬’┴ŽŻ¼▀xō±╚½▓┐╗“▓┐Ęų▀Mąą╠µōQĪŻ
(5) ī”å╬╣ż╦ć┬ĘŠĆŻ¼į┌╣żą“┘YėŹ▀Mąąäh│²ĢrŻ¼╚ń╣żą“öĄ─┐ūā×ķ0Ż¼ät▓╗įS▒Ż┤µĪŻī”ČÓ╚╬äš╦ć┬ĘŠĆųąĄ──│Śl┬ĘŠĆ╚½▓┐╣żą“äh│²ĢrŻ¼▒Ż┤µ╠ß╩ŠŻ║īóäh│²įō┬ĘŠĆŻ¼▓ó╠ß╩Šė├æ¶ą▐Ė─Ųõ╦³┬ĘŠĆĄ─Ęų┼õ▒╚└²ĪŻŽĄĮy╝sČ©Ż¼į┌ČÓ╚╬äš╦ć┬ĘŠĆ│÷¼FĢrŻ¼▒žĒÜųĖČ©─¼šJ╣ż╦ć┬ĘŠĆŻ¼ę╗╬’┴Žų╗į╩įSėąę╗Śl─¼šJ╣ż╦ć┬ĘŠĆĪŻå╬╣ż╦ć┬ĘŠĆ─¼šJ×ķ─¼šJ╣ż╦ć┬ĘŠĆŻ¼▓╗įSą▐Ė─ĪŻį┌╣ż╦ć┬ĘŠĆŠSūoĢrŻ¼ų╗ėąČÓ╚╬äš╦ć┬ĘŠĆĄ─Ūķør│÷¼FĢr▓┼į╩įSī”įōī┘ąį▀Mąąą▐Ė─Ż¼╚ń╣¹░č─│╣ż╦ć┬ĘŠĆįOų├×ķ─¼šJ┬ĘŠĆŻ¼ūįäė░čŲõ╦³┬ĘŠĆįOų├×ķĘŪ─¼šJ┬ĘŠĆĪŻ
į┌╬’┴Ž╣ż╦ć┬ĘŠĆųąŻ¼─¼šJ╣ż╦ć┬ĘŠĆī”欫aŲĘĮYśŗųąĄ─╣ż╦ćą“╠¢ĪŻī”ČÓ╚╬äš╦ć┬ĘŠĆŪķørŻ¼╚ń╣¹Ųõ╣ż╦ćą“╠¢║¼┴x║═«aŲĘĮYśŗųąĄ─║¼┴x▓╗ę╗ų┬Ż¼ė├æ¶┐╔ūįąąČ©┴xī”æ¬Ą─įō╣ż╦ć┬ĘŠĆĄ─BOMĪŻ╣żå╬╔·│╔ĢrŻ¼╚ń╣¹▓╗╩Ū╚Ī─¼šJ╣ż╦ć┬ĘŠĆŻ¼▓ķ┐┤ī”æ¬Ą─╣ż╦ć┬ĘŠĆBOMųą╩Ūʱėąī”æ¬Ą─BOMėøõøŻ¼╚ńø]ėąät╚į╚Ī«aŲĘĮYśŗųąĄ─ėøõøŻ¼╚ń ätŠ═╚ĪįōėøõøĪŻį┌Įń├µųąėą╣ż╦ć░┤ŌoŻ¼ų╗ėąĘŪ─¼šJ╣ż╦ć┬ĘŠĆ▓┼┐╔▀MąąŠSūoŻ¼─¼šJ┬ĘŠĆ▓╗─▄▀M╚ļŠSūoŻ¼ŽÓ«öė┌ī”įō┬ĘŠĆBOMĄ─ųžą┬Č©┴xĪŻ
Ż©6Ż®ī”▓óąą╣żą“Ą─╠Ä└Ē▀ē▌ŗŻ¼ŽĄĮy╝sČ©╚ńŽ┬Ż║
į┌═¼ę╗╣ż╦ć┬ĘŠĆųą╣żą“╠¢ŽÓ═¼Ģr▒Ē╩Š▓óąą╣żą“ĪŻ▓óąą╣żą“▒Š╔ĒįŁęŌ▒Ē╩Š╝ė╣ż═Ļ╚½▓󹹥─╣żą“Ż¼▓ó▓╗▒Ē╩Š▒╦┤╦ų«ķgĄ─╝ė╣żŅI┴Ž═Ļ╚½ŽÓ═¼ĪŻ╣żą“▓óąą║¾Ż¼Ė„▓óąąĘųų¦┐ńįĮĄ─╣żą“öĄ─┐ę▓┐╔▓╗ŽÓ═¼ĪŻ×ķ─▄▒Ē¼F│÷įō╣”─▄▀ē▌ŗŻ¼ŽĄĮyū÷╚ńŽ┬╠Ä└ĒŻ║
a.▓óąą╣żą“įOų├▓óąą▒╚┬╩ĪŻī”ķ_╩╝╣żą“Ż¼╚ń╣¹╣żą“▓󹹯¼▓╗ę╗Č©▒Ē╩ŠČ■š▀╝ė╣żŪķør
═Ļ╚½ŽÓ═¼Ż¼ę▓┐╔─▄╩ŪĖ„╣żą“Ė„ūįŅIĖ„ūįĄ─┴ŽŻ¼Ęųäe╝ė╣żŻ¼╚╗║¾į┌─│║¾└m╣żą“į┘║Ž▓ó╝ė╣żĪóčb┼õĄ─ŪķørŻ¼┤╦ĢrĖ„Ęųų¦▓óąą▒╚┬╩┼cå╬ų¦ŪķørŽÓ═¼Ż¼Č╝×ķ100%Ż╗ī”ĘŪķ_╩╝╣żą“│÷¼F╣żą“į┌─│ę╗³cķ_╩╝Ęų▓Ē▓󹹥─ŪķørŻ¼ŽĄĮyšJČ©Ė„▓óąąĘųų¦Ą─╝ė╣ż╠Ä└ĒŪķør╗∙▒ŠŽÓ═¼Ż¼═¼Ģrę▓į╩įSĖ„Ęųų¦Ą─╣żą“öĄ╗ź▓╗ŽÓ═¼Ż¼Ė„Ęųų¦ā╚Ż¼╚ń╣¹į┘┤╬│÷¼F╣żą“╠¢ŽÓ═¼Ą─ŪķørŻ¼ŽĄĮy▓╗šJū÷▓óąą╣żą“╠Ä└ĒĪŻī”Ęų▓Ē³c║¾Ą─╣żą“╠¢ŽÓ═¼Ą─▓óąą╣żą“ų«ķgįOų├▓óąą▒╚┬╩Ż¼▓óŪę▒╚┬╩ų«║═▒žČ©Ą╚ė┌100%ĪŻ
b.ŽĄĮy╗∙▒Š░┤šš╣żą“╠¢üĒ▒Ē╩Š▒╦┤╦Ą─Ū░║¾ĻPŽĄŻ¼Ą½ė╔ė┌▓óąąĘųų¦Ą─╣żą“öĄ─┐▓╗ę╗Č©
ŽÓ═¼Ż¼┤╦Ģr▓╗═¼Ęųų¦ķgĄ─╣żą“╠¢▓╗▒Ē╩ŠŪ░║¾╠Ä└ĒĻPŽĄĪŻ
c.×ķ─▄▒Ē╩Š╣żą“Ęų▓Ē║¾Ū░║¾╣żą“Īó╣żū„ųąą─ų«ķgĄ─ŃĢĮėĻPŽĄŻ¼į┌╣ż╦ć┬ĘŠĆČ©┴xųąę¬
ųĖČ©║¾ą“╣żą“╠¢╗“║¾ą“╣żū„ųąą─ĪŻī”¤oĘųų¦Ą─ŪķørŻ¼▓╗ųĖČ©║¾ą“╣żą“╠¢▓ó¤o╠½┤¾ ĻPŽĄŻ¼×ķ═Ļš¹ŲęŖŻ¼ŽĄĮyę¬Ū¾ė├æ¶ųĖČ©║¾ą“╣żą“╠¢Ż¼Ą½▒žĒÜū±čŁ╣żą“╠¢Ą─┤¾ąĪ▀ē▌ŗČ©┴xŻ╗ėą▓óąąĘųų¦ĢrŻ¼ī”Ęų▓Ē³c║═║Ž▓ó³cŻ¼ę¬ųĖČ©║¾ą“╣żą“╠¢Ż¼╣żą“ģRł¾Ģrę¬═©▀^╣żą“╠¢Ž▐ųŲŽ┬╣żą“Ą─╣żū„ųąą─ĪŻŽĄĮyį┌▒Ż┤µĢr▀Mąąūįäė┼ąöÓŻ¼╚ń╣¹▓╗×ķĘų▓Ē³cŻ¼ūįäėča│õ║¾ą“╣żą“╠¢║═╣żū„ųąą─Ż╗ī”Ęų▓Ē³cŻ¼ų╗į╩įSųĖČ©║¾ą“╣żą“╠¢Ż¼╚ń╣¹═¼ĢrųĖČ©┴╦║¾ą“╣żū„ųąą─ę¬╠ß╩Šł¾ÕeĪŻ
ī”ė┌ŠSą▐╣ż╦ć┬ĘŠĆŻ¼ŽĄĮyį÷╝ė╣ż╦ć┬ĘŠĆī┘ąįĒŚ─┐Ż¼▒Ē├„╩ŪŲš═©▀Ć╩ŪŠSą▐Ż¼ŠSą▐╣ż╦ć┬ĘŠĆ╩Ū×ķŠSą▐╣żå╬Į©┴óĄ──¼šJ╣ż╦ć┬ĘŠĆŻ¼ė├æ¶┐╔╝┤Ģrą▐Ė─ĪŻ
4Ż« Č©┴x┴╦╣ż╦ć┬ĘŠĆ║¾Ż¼┐╔ęį³cĪ░ėŗ╦ŃĪ▒░┤Ōo▀Mąą╣ż╦ć┬ĘŠĆųą╠ßŪ░Ų┌Ą─ėŗ╦ŃĪŻ
5Ż« ╚ń╣¹╣ż╦ć┬ĘŠĆĘų┼õ▒╚└²▓╗š²┤_Ż¼ät³cĪ░ąŻī”Ī▒░┤Ōoį┌ÅŚ│÷Ą─┤░┐┌ųą▀Mąąš{š¹ĪŻ
6Ż« ╚ń╣¹▀xō±┴╦Ī░ęĢ┤░Ī▒▓╦å╬ųąĄ─Ī░░┤«aŲĘŠSūoĪ▒▓╦å╬Ż¼ät┐╔ęįī”─│éĆ«aŲĘĄ─Ž┬īė╬’┴Ž▀Mąą╣ż╦ć┬ĘŠĆĄ─Č©┴xĪŻ
1.1.6 ┘Y┴Ž▌ö│÷
┘Y┴Ž▌ö│÷ĘĮ╩Įėąā╔ĘNŻ║┴Ē┤µEXECL╬─ÖnĪó┤“ėĪĪŻŲõųą┴Ē┤µEXECL╬─Önį┌³cĪ░┤“ėĪŅAė[Ī▒║¾į┌įō┤░┐┌ųą³cĪ░┴Ē┤µEXCELĪ▒░┤ŌoŻ¼į┌ÅŚ│÷┤░┐┌ųą▌ö╚ļEXCELÖn░Ė├¹╝┤┐╔ĪŻ
║╦ą─ĻPūóŻ║═ž▓ĮERPŽĄĮyŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śIäšŅIė“ĪóąąśIæ¬ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śIäš╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśIäšŅIė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śIĻPūóERP╣▄└ĒŽĄĮyĄ─║╦ą─ŅIė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śIą┼Žó╗»Į©įO╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://www.lukmueng.com/
▒Š╬─ś╦Ņ}Ż║═ž▓ĮERPŲĮ┼_╣ż╦ć┬ĘŠĆŠSūo
▒Š╬─ŠWųĘŻ║http://www.lukmueng.com/html/support/bom01040700000000.html