



ĪĪĪĪ«öŪ░Ż¼ć°ā╚ųąąĪą═╝ęŠ▀ćŖ═┐Ų¾śIŻ¼į┌īŹąą╝ęŠ▀ćŖ═┐ū„śIĢrŲš▒ķ▓╔ė├╚╦╣ż╩ų│ųćŖśīū„śIĄ─ĘĮ╩ĮĪŻį┌šŃĮŁ╩ĪīŹąą“ÖCŲ„ōQ╚╦”╣ż│╠ų«ļHŻ¼ ▒Š╬─čąųŲę╗╠ū┐╔ęį┤·╠µ╚╦╣żū„śIĄ─ÖCŲ„╚╦ī”╝ęŠ▀▀MąąćŖ═┐ĪŻ─┐Ū░Ż¼ć°ā╚═Ō║▄ČÓ╣½╦ŠčąųŲĄ─ćŖ═┐ÖCŲ„╚╦Ųš▒ķ▓╔ė├╩ų▒█ĻP╣Øą═ÖCŲ„╚╦Ż¼įōą═ÖCŲ„╚╦ęŲäė╦┘Č╚┐ņŻ¼┐žųŲņ`╗ŅŻ¼Ą½▀@ŅÉÖCŲ„╚╦┤¾ČÓöĄ▓╔ė├īŻė├┐žųŲŲ„Ż¼┐žųŲĮYśŗĘŌķ]Ż¼ŠSą▐Å═ļsŻ¼┘Å┘IārĖ±Ė▀ĪŻ×ķ┴╦─▄į┌ųąąĪą═Ų¾śIųąæ¬ė├Ųš╝░Ż¼▒ŠšnŅ}ąĪĮMįOėŗ┴╦ę╗┐ŅŽĄĮyķ_Ę┼ąį║├Ż¼┐žųŲ║å▒ŃŻ¼ÖCąĄĮYśŗ╗ņ║ŽĄ─ćŖ═┐ÖCŲ„╚╦ĪŻ
1 ÖCŲ„╚╦ĮYśŗĘų╬÷┼c┐žųŲĘĮ░Ė
ĪĪĪĪ1.1 ŽĄĮyÖCąĄĮYśŗ
ĪĪĪĪÖCŲ„╚╦ų„ę¬æ¬ė├ė┌Ė„╩Į╝ęŠ▀ķTĄ─ćŖ═┐Ż¼ ę“┤╦ī”ÖCŲ„╚╦Ą─ÖCąĄĮYśŗįOėŗęįķTćŖ═┐īŹļHąĶŪ¾×ķ│÷░l³cĪŻÖCŲ„╚╦ų„ę¬╚╬äš╩Ū═Ļ│╔ī”ķTĄ─ā╔é╚├µ║═š²├µĄ─ćŖ═┐Ż¼ ī”ÖCŲ„╚╦ĻP╣Øņ`╗Ņ▐Däėėąę╗Č©ę¬Ū¾ĪŻÅ─ćŖ═┐Š½Č╚Ż¼ū„śIš╝ė├┐šķg║═ćŖ═┐ņ`╗ŅąįĄ╚ĮŪČ╚┐╝æ]Ż¼ÖCŲ„╚╦▓╔ė├╬Õūįė╔Č╚╗ŅäėĻP╣ØŻ¼╗ņ║Žą═ÖCąĄĮYśŗĄ─įOėŗĘĮ░ĖĪŻ╗ņ║Žą═ÖCŲ„╚╦╝µŠ▀ų▒ĮŪū°ś╦ą═ÖCŲ„╚╦ū„śIŠ½Č╚Ė▀Ż¼ąį─▄ĘĆČ©Ą─ā׳cŻ¼═¼ĢrėųŠ▀ėąĻP╣Øą═ÖCŲ„╚╦äėū„ņ`╗ŅĄ─╠ž³cĪŻÖCŲ„╚╦ęįų▒ĮŪū°ś╦ą╬╩Į│╩¼FĄ─╚²▌SĘųäe×ķXĪóYĪóZ ▌SŻ¼ ĻP╣Øą═ą╬╩ĮĄ─ā╔▌SĘųäe×ķPĪóR ā╔▌SĪŻŲõųąX ▌Sžōž¤Ė·█ÖćŖ═┐ī”Ž¾Ą─ęŲäėŻ¼Y ▌SīŹąą┤╣ų▒ĘĮŽ“Ą─ćŖ═┐Ż¼Z ū„×ķš{╣ØćŖśī┼cī”Ž¾ŠÓļxĄ─Ū░║¾▀MĮo▌SŻ¼PĪóR ▌Sė├ė┌ćŖśī360°Ą─ČÓĮŪČ╚ģfš{Č©╬╗ĪŻÖCŲ„╚╦▒Š¾w═©▀^┐žųŲŲ„┐žųŲ╦┼Ę■ŽĄĮyĦäė╬ÕéĆÖCąĄ▌SīŹ¼Fš¹¾w▀\äėŻ¼ ╩╣ćŖśī£╩┤_ĄĮ▀_ćŖ═┐Ą─▀m«ö╬╗ų├ĪŻÖCŲ„╚╦ŽĄĮyÖCąĄĮYśŗ╩ŠęŌłD1ĪŻ
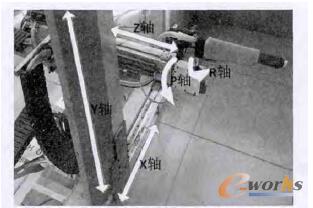
łD1 ÖCŲ„╚╦ŽĄĮyÖCąĄĮYśŗłD
ĪĪĪĪ1.2 ŽĄĮy┐žųŲĮYśŗ
ĪĪĪĪ┐žųŲŽĄĮyęįIPCŻ½PLC ×ķ┐žųŲ║╦ą─Ż¼ īŹąą╔ŽŽ┬ā╔╝ē┐žųŲĮYśŗĪŻŽĄĮy┐žųŲī”Ž¾ė╔ā╔▓┐ĘųĮM│╔Ż¼ę╗▓┐Ęų╩ŪÖCŲ„╚╦▒Š¾w┐žųŲŻ¼┴Ēę╗▓┐Ęų╩Ūī”ćŖ═┐ī”Ž¾Ą─▀\äė┐žųŲĪŻ╬ÕéĆÖCąĄ▌S▒█ė╔╬ÕéĆ╦┼Ę■ŽĄĮy“īäė┐žųŲŻ¼╬ÕéĆ╦┼Ę■ŽĄĮyį┘═©▀^PLC ūįĦĄ─4 ĮMĖ▀╦┘├}ø_▌ö│÷║═ę╗éĆČ©╬╗┐žųŲ─ŻēK═©▀^░l╦═Ė▀╦┘├}ø_Ą─ĘĮ╩Į┐žųŲĪŻIPC ų„ę¬╠ß╣®╚╦ÖCĮ╗╗ź▓┘ū„Įń├µŻ¼įOų├ģóöĄŻ¼é„╦═┐žųŲ├³┴ŅŻ¼▒O┐žŽĄĮy▀\ąąĄ╚ĪŻPLC ū„×ķŽĄĮyĄ─¼Fł÷┐žųŲŲ„Ż¼Įė╩▄╔Ž╬╗ÖCé„▌öĄ─┬ĘÅĮęÄäØ╚╬䚯¼ Ė∙ō■┐žųŲ├³┴Ņ║═é„ĖąŲ„Ę┤üą┼Žóī”╬Õ▌SĄ─╦┼Ę■ļŖÖCīŹąą╬╗ų├║═╦┘Č╚┐žųŲŻ¼╩╣ļŖÖC░┤ŅAČ©▄ē█E║═ę¬Ū¾▀\äėĪŻćŖ═┐ī”Ž¾Ą─▀\äė╦┘Č╚š{╣ØŻ¼ė╔¼Fł÷ćŖ═┐╣ż╦ćę¬Ū¾øQČ©ĪŻ═©▀^PLC ┐žųŲöĄūųūāŅlŲ„“īäėļŖÖC▀\▐DŻ¼į┘ĮY║ŽŠÄ┤aŲ„ą┼╠¢Ę┤üŻ¼īŹ¼FćŖ═┐ī”Ž¾Ą─ĘĆČ©ęŲäėĪŻŽĄĮy┐žųŲĮYśŗ╩ŠęŌ╚ńłD2ĪŻŽĄĮy═©▀^RSŻŁ485 ═©ą┼öĄō■ŠĆīóIPC ║═PLC ▀BĮėŲüĒŻ¼ īóIPC Ą─╚╦ÖC┐╔▓┘ū„ąį║═PLCĄ─ā×┴╝┐žųŲąį─▄ĮY║ŽŲüĒŻ¼╩╣ų«śŗ│╔ę╗éĆ▓┘┐žąįÅŖĄ─┐žųŲŽĄĮyĪŻ
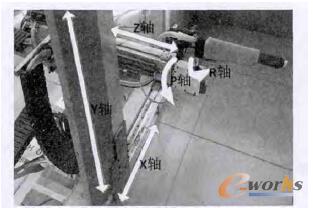
łD2 ŽĄĮy┐žųŲĮYśŗ╩ŠęŌłD
ĪĪĪĪ1.3 ÖCŲ„╚╦ī”ćŖ═┐ī”Ž¾Ą─Ė·█Ö
ĪĪĪĪ╣żśIćŖ═┐¼Fł÷Ż¼═∙═∙īŹąą┴„╦«ŠĆū„śIą╬╩ĮŻ¼ćŖ═┐ī”Ž¾ęįÆņ╝■ą╬╩ĮĖ·ļSÆņ╝▄ęŲäėĪŻ×ķ┴╦╠ßĖ▀ū„śIą¦┬╩Ż¼ąĶę¬ÖCŲ„╚╦ļSćŖ═┐ī”Ž¾═¼▓Į▀\äėĪŻÖCŲ„╚╦Ė·█ÖćŖ═┐ī”Ž¾Ą─ų„ę¬╦╝┬Ę╚ńŽ┬Ż║ęŲäėÆņ╝■ų„ę¬═©▀^ļŖÖCĦäė²X▌åą²▐DęŲäėŻ¼ ╣ŌļŖŠÄ┤aŲ„ätžōž¤Öz£yļŖÖC▀\▐D╦┘Č╚Ż¼ ŠÄ┤aŲ„░č£yĄ├Ą─├}ø_éĆöĄĘ┤üĮoPLCŻ¼PLC Ė∙ō■å╬╬╗Ģrķgā╚ėŗ┴┐Ą─├}ø_éĆöĄŻ¼ėŗ╦Ń│÷«öŪ░ļŖÖC▀\▐DŅl┬╩ĪŻĖ∙ō■ļŖÖCĄ─Ņl┬╩Ż¼PLC Ž“X ▌S░l╦═ŽÓæ¬Ė·█Ö├}ø_Ņl┬╩Ż¼ Å─Č°īŹ¼FÖCŲ„╚╦Ė·█Öī”Ž¾ćŖ═┐Ą─ę¬Ū¾ĪŻ¼FūC├„ī”Ž¾ęŲäė╦┘Č╚┼cŠÄ┤aŲ„£yĄ├├}ø_éĆöĄĄ─ĻPŽĄĪŻįOī”Ž¾ęŲäėĄ─╦┘Č╚×ķVŻ¼²X▌å░ļÅĮ×ķrŻ¼įOį┌T Ģrķgā╚Ż¼═©▀^ŠÄ┤aŲ„Ę┤üĮoPLC Ą─├}ø_éĆöĄ×ķNŻ¼n ×ķļŖÖC▐D▀^ę╗╚”Ą─├}ø_öĄĪŻī”Ž¾ęŲäė╦┘Č╚╣½╩Į╚ńŽ┬Ż║
ĪĪĪĪ═©▀^╣ż│╠īŹļHš{įć╩╣ÖCŲ„╚╦▀\äė┼cćŖ═┐ī”Ž¾═¼╦┘▀\ąąŻ¼ėøŽ┬ČÓĮMÖCŲ„╚╦įō▀\ąą╦┘Č╚ĢrPLC ░l╦═├}ø_Ą─Ņl┬╩Ż¼ Ū¾Ą├ŲĮŠ∙Ņl┬╩×ķfŻ¼ėŗ╦Ń│÷f ┼cNŻ»TŻ©ŠÄ┤aŲ„Ę┤üĄ─ļŖÖC▀\▐DŅl┬╩Ż®Ą─▒╚└²ĻPŽĄαĪŻė╔ė┌V ┼cN │╩ŠĆąįĻPŽĄŻ¼ę“┤╦«öćŖ═┐ī”Ž¾▀\ąą╦┘Č╚ūā╗»ĢrŻ¼PLC ų╗ąĶę¬░l╦═Ė·█Ö├}ø_Ņl┬╩fŻĮα*NŻ»TŻ¼Š═┐╔ęį╩╣ÖCŲ„╚╦Ė·█ÖćŖ═┐ī”Ž¾ĪŻ
2 ┐žųŲŽĄĮyė▓╝■įOėŗ
ĪĪĪĪ2.1 ų„ļŖ┬ĘįOėŗ
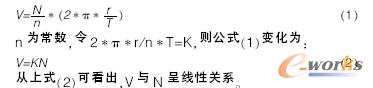
ĪĪĪĪų„ļŖ┬ĘįOėŗ╚ńłD3 ╦∙╩ŠĪŻų„ļŖ┬Ęų„ę¬ĮoĖ„å╬į¬╠ß╣®ļŖį┤Ż¼įOėŗĢr▒žĒܾw¼F▒ŻūoļŖ┬ĘĖ„─ŻēKė├ļŖ░▓╚½Ą─╦╝ŽļŻ¼ į┌┐╔─▄░l╔·ļŖ┴„▀^┤¾Ą─ĄžĘĮąĶę¬įOų├öÓ┬ĘŲ„Ż¼ ę“┤╦į┌ŽĄĮyų„ļŖ┬Ę└’Ęųäeī”Į╗┴„ļŖų„ŠĆ║═“īäėŲ„╣®ļŖ▓┐Ęųį÷įOöÓ┬ĘŲ„ĪŻPLC ā╚▓┐▒Š╔ĒŠ▀ėą220V Į╗┴„ļŖ▐Dų▒┴„24V Ą─╣”─▄─ŻēKŻ¼ ×ķ┴╦▒▄├Ō▒ŖČÓąĶę¬24V╣®ļŖĄ─įOéõĮėŽ“PLCŻ¼╩╣PLC ā╚▓┐ļŖē║▓╗ĘĆŻ¼╬ęéāį┌ų„ļŖ┬Ęųąėųį÷╝ė┴╦220V Į╗┴„ļŖ▐D24V ų▒┴„Ą──ŻēKŻ¼ ╣®Ųõ╦¹ąĶę¬ų▒┴„╣®ļŖĄ──ŻēK╩╣ė├ĪŻ×ķ┴╦▒ŻšŽš¹¾wŠĆ┬ĘĄ─┐╔┐žąį║═░▓╚½ąįŻ¼ī”“īäėŲ„║═Į╗┴„▐Dų▒┴„─ŻēKĄ╚╣®ļŖļŖ┬Ę═©öÓĄ─┐žųŲŻ¼ ų„ę¬═©▀^Įėė|Ų„īŹ¼FĪŻ═©▀^┐žųŲ╣±├µ░Õ╔ŽļŖį┤ķ_ĻP┐žųŲĮėė|Ų„Ą─ķ_öÓŻ¼ļŖį┤ķ_ĻPķ]║ŽŻ¼Įėė|Ų„Įė═©Ż¼š¹éĆļŖ┬Ę═©ļŖĪŻ
łD3 ų„ļŖ┬ĘįOėŗłD
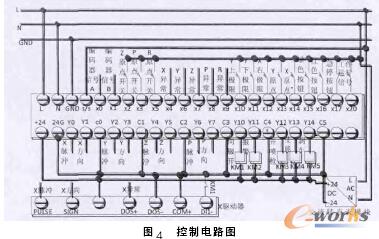
ĪĪĪĪ2.2 ┐žųŲļŖ┬ĘįOėŗ
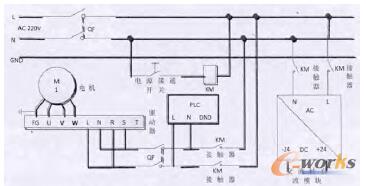
ĪĪĪĪ▓┐Ęų┐žųŲļŖ┬Ę╚ńłD4ĪŻ▌ö╚ļ³cĘųĖ▀╦┘▌ö╚ļ³c║══©ė├▌ö╚ļ³cĪŻX0 ║═X1 ×ķĖ▀╦┘▌ö╚ļ³cŻ¼▀mė├ŠÄ┤aŲ„Ą╚Ė▀Ņlą┼╠¢Ą─▌ö╚ļĪŻY0ĪóY1Ą╚▌ö│÷┐┌×ķĖ▀╦┘├}ø_▌ö│÷┐┌Ż¼ ų„ꬎ“ė├ė┌┐žųŲļŖÖCš²Ę┤▐D▀\äėĄ─“īäėŲ„░l╦═├}ø_ą“┴ą║═ĘĮŽ“ą┼╠¢ĪŻŲõ╦¹═©ė├▌ö╚ļ┐┌ätė├üĒŽĄĮyåóäėĪó═Żų╣Ą╚ķ_ĻP┴┐Ą─▌ö╚ļ║═Ė„▌SŽ▐╬╗ķ_ĻPą┼╠¢┴┐Ą─▌ö╚ļĪŻ═©ė├▌ö│÷┐┌│²ė├ė┌╩╣─▄║═äx▄ć═ŌŻ¼ ▀Ć─▄ė├ė┌ŽĄĮył¾Š»║═┐žųŲćŖśīķ_ĻPĄ─▌ö│÷ĪŻ▌ö╚ļ▌ö│÷┐┌╣”─▄Č©╬╗ų„ę¬ę└ō■Ė„┐┌Įė╩š║═░l╦═Ņl┬╩┤¾ąĪČ°Č©ĪŻ
3 ÖCŲ„╚╦┐žųŲ▄ø╝■įOėŗ
ĪĪĪĪÖCŲ„╚╦▄ø╝■įOėŗų„ę¬▓╔ė├╠▌ą╬łD─ŻēK╗»įOėŗ╦╝┬ĘŻ¼ š¹éĆ▄ø╝■ė╔┴∙éĆ╣”─▄─ŻēKĮM│╔Ż║ŽĄĮyģóöĄ│§╩╝╗»─ŻēKĪó╬Õ▌SįŁ³cÅ═╬╗─ŻēKĪóćŖ═┐ī”Ž¾ęŲäė╦┘Č╚Öz£yėŗ╦Ń─ŻēKĪóū¾é╚ćŖ═┐─ŻēKĪóš²├µćŖ═┐─ŻēKĪóėęé╚ćŖ═┐─ŻēKĪŻ│§╩╝╗»─ŻēKė├ė┌╝─┤µŲ„ģóöĄ┘xųĄ╗“ŪÕ┴Ńęį╝░▓┐Ęų▌oų·└^ļŖŲ„╩╣─▄Ą╚▓┘ū„Ż¼▒╚╚ńćŖ═┐┐é┤╬öĄįOČ©Ą╚Ż╗╬Õ▌SįŁ³cÅ═╬╗─ŻēK╩Ūū„ė├ė┌│§╩╝ļAČ╬╗žÜwĖ„▌SĄĮįŁ³c╬╗ų├Ą─Å═╬╗│╠ą“Ż¼Ė„▌SĄ─įŁ³cÅ═╬╗▒Ńė┌ÖCŲ„╚╦║¾└m┬ĘÅĮĄ─ęÄäØŻ╗£y╦┘─ŻēK░³└©ī”ćŖ═┐ī”Ž¾ęŲäėŅl┬╩Ą─Öz£yęį╝░ėŗ╦ŃÖCŲ„╚╦Ė·█ÖŅl┬╩▀@ā╔▓┐Ęų│╠ą“Ż¼ų„ę¬×ķX ▌SĖ·█Öī”Ž¾╠ß╣®öĄō■Ż╗ā╔é╚╝░š²├µćŖ═┐─ŻēKĄ─ū„ė├╩ŪĖ∙ō■ī”æ¬─ŻēKĄ─ąĶ꬚{äėŽÓĻP▌SĄ─ģfš{▀\äėĪŻ┴∙éĆ─ŻēK└¹ė├╠ž╩Ō▌oų·└^ļŖŲ„║═ėŗöĄŲ„ė|░lĖ„éĆ╣”─▄─ŻēKĄ─Į╗╠µł╠ąąŻ¼▀@śėįOėŗĄ─│╠ą“▀ē▌ŗĮYśŗŪÕ╬·Ż¼│╠ą“┴┐╔┘ĪŻ▄ø╝■ł╠ąą┴„│╠╚ńłD5ĪŻ
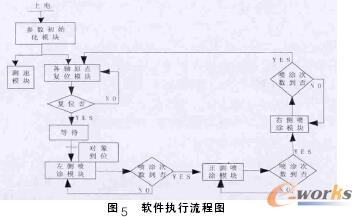
ĪĪĪĪ│╠ą“įOėŗ│²┴╦▓╔ė├─ŻēK╗»įOėŗ╦╝┬Ę═ŌŻ¼ ×ķ┴╦╩╣│╠ą“Ė³╝ė║åØŹĖ▀ą¦Ż¼ į┌╠▌ą╬łDųą▀Ć▓╔ė├┴╦┼_▀_PLC ųą╝»│╔Ą─▀\äė┐žųŲųĖ┴ŅŻ¼═©▀^ų▒Įėš{ė├▀@ą®ųĖ┴Ņ┐žųŲPLC ├}ø_Ą─▌ö│÷─Ż╩ĮĪŻ▒╚╚ńš{ųŲ├}ø_▓©īÆĄ─PWM ųĖ┴ŅŻ¼įōųĖ┴Ņė╔ė┌Š▀ėąį┌ųĖ┴Ņł╠ąą▀^│╠ųąĖ─ūāŲõįOČ©ųĄėąą¦Ą─╠ž³cŻ¼ ╩╣▌ö│÷┐┌Ą─├}ø_░l╦═ų▄Ų┌─▄╝░ĢrĖ∙ō■įOČ©ųĄĄ─Ė─ūāČ°Ė─ūāŻ¼▓óš{╣ØļŖÖCū÷ŽÓæ¬▀\▐D╦┘Č╚Ą─ūā╗»Ż¼ī”ąĶę¬Ė·█ÖćŖ═┐ī”Ž¾Ż¼ īŹĢr┐žųŲ╦┘Č╚ūā╗»Ą─X ▌SüĒųvĘŪ│Ż║Ž▀mĪŻPLSR ╩ŪĖĮ╝ė£p╦┘├}ø_▌ö│÷ųĖ┴ŅŻ█4ŻŁ5Ż▌ĪŻė├æ¶┐╔ęį└¹ė├įōųĖ┴Ņį┌ę╗Č©ĘČć·ā╚ūįė╔įOČ©╝ė£p╦┘ĢrķgŻ¼ ęį▒Ńš{╣Ø▀\äė▌SĄ─ŲćŖ╦┘Č╚║═─®Č╦ćŖ═┐╦┘Č╚ĪŻY ▌Sį┌╔ŽŽ┬ćŖ═┐ęŲäėĢr╦┘Č╚┐ņŻ¼ÖCąĄæTąį«a╔·Ą─š±äė║═įļ┬Ģ║▄┤¾Ż¼ ╩╣ė├įōųĖ┴Ņ┐╔ęįėąą¦ĮĄĄ═Y ▌SĖ▀╦┘ŲćŖĢrĄ─š±äė║═įļ┬ĢĪŻ▀@ą®ųĖ┴ŅĄ─╩╣ė├┤¾┤¾║å╗»┴╦│╠ą“ŠÄīæĄ─Å═ļsąįŻ¼ę▓ĘĮ▒Ń┴╦╬ęéāī”ļŖÖCĄ─ņ`╗Ņ┐žųŲĪŻ
4 ĮY╩°šZ
ĪĪĪĪĖ∙ō■ęį╔ŽŽĄĮy┐žųŲįOėŗĘĮĘ©Ż¼Įø▀^īŹ“×╩ęīŹļHš{įćŻ¼═Ļ│╔┴╦ÖCŲ„╚╦ī”ķTā╔é╚├µ║═š²├µĄ──ŻöMćŖ═┐äėū„Ż¼ ▀_ĄĮ┴╦Ė·█ÖćŖ═┐Ą─ę¬Ū¾ĪŻįōą═ÖCŲ„╚╦╔·«a│╔▒ŠĄ═Ż¼ŽĄĮyķ_Ę┼ąį║├Ż¼▀m║Žį┌ųąąĪą═╝ęŠ▀ćŖ═┐Ų¾śIųąæ¬ė├═ŲÅVĪŻ
║╦ą─ĻPūóŻ║═ž▓ĮERPŽĄĮyŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śIäšŅIė“ĪóąąśIæ¬ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śIäš╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśIäšŅIė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śIĻPūóERP╣▄└ĒŽĄĮyĄ─║╦ą─ŅIė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śIą┼Žó╗»Į©įO╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://www.lukmueng.com/
▒Š╬─ś╦Ņ}Ż║╗∙ė┌PLC Ą─ćŖ═┐ÖCŲ„╚╦┐žųŲįOėŗ
▒Š╬─ŠWųĘŻ║http://www.lukmueng.com/html/support/11121816630.html






















