



0 ę²čį
ŲżÄ¦ąČ┴ŽąĪ▄ćėųĮąŲżÄ¦▌ö╦═ÖCąČ┴ŽąĪ▄ćŻ¼╩ŪŲżÄ¦▌ö╦═ÖCĄ─ę╗éĆå╬¬Ü▓┐╝■,ė╔ąąū▀▌p▄ēĪó╩▄┴Ž┬®ČĘĪó┴’▓█║═ąąū▀“īäėÖCśŗĮM│╔Ż¼ų„ę¬æ¬ė├ė┌ī”ŲżÄ¦▌ö╦═ÖCėąąČ┴Žę¬Ū¾Ą─ł÷║Ž,┐╔ęįīŹ¼FČÓ³c▓╝┴Ž║═▓╗═¼Ąž³c▓╝┴ŽĪŻŲżÄ¦ąČ┴ŽąĪ▄ćį┌▀xĄVÅSėąų°┤¾┴┐Ą─æ¬ė├Ż¼įŁėąĄ─┐žųŲĘĮ╩Įų„ę¬═©▀^į┌ąĪ▄ć╔Ž░▓čb┐žųŲŽõ▀Mąą╚╦╣ż▓┘ū„Ż¼╣żū„ŁhŠ│É║┴ėŻ¼åó═ŻŅl┬╩Ė▀Ż¼ä┌äėÅŖČ╚┤¾Ż¼░▓╚½┐╔┐┐ąįĄ═Ż¼┤¾┤¾ĮĄĄ═┴╦ąĪ▄ćĄ─ąČ┴Žą¦┬╩ĪŻ
PLC ╩Ūę╗ĘNīŻķTė├ė┌╣żśI┐žųŲĄ─┐╔ŠÄ│╠┐žųŲŲ„Ż¼╩╣ė├ĘĮ▒ŃŻ¼┐╔┐┐ąįĖ▀Ż¼┐╣Ė╔ö_─▄┴”ÅŖŻ¼ŠSą▐ĘĮ▒ŃŻ¼╣╩šŽ┬╩Ą═Ż¼─┐Ū░ęčÅVĘ║ė├ė┌õōĶFĪó╩»ė═Īó╗»╣żĪóļŖ┴”ĪóĮ©▓─ĪóÖCąĄųŲįņĪóŲ¹▄ćĪó▌p╝ÅĪóĮ╗═©▀\▌öĪóŁh▒Ż╝░╬─╗»Ŗ╩śĘĄ╚Ė„éĆąąśIŻ¼ė╚Ųõ╩Ūį┌ŁhŠ│É║┴ėĄ─╣żśI¼Fł÷ėąų°┤¾┴┐Ą─æ¬ė├ĪŻļSų°╬óļŖūė╝╝ągĪóūįäė┐žųŲ╝╝ąg║═ėŗ╦ŃÖC═©ą┼╝╝ągĄ─’w╦┘░lš╣Ż¼PLCį┌ė▓╝■┼õų├Īó▄ø╝■ŠÄ│╠Īó═©ą┼ŠWĮjęį╝░─ŻöM┴┐┐žųŲĄ╚ĘĮ├µ╚ĪĄ├┴╦ķLūŃĄ─▀M▓ĮŻ¼┐╔Ė∙ō■¼Fł÷┐žųŲę¬Ū¾Ż¼ĮĶų·ė┌PLC šZčįüĒŠÄųŲė├æ¶│╠ą“Ż¼īŹ¼F╔·«a▀^│╠Ą─Ēśą“┐žųŲĪŻ
▀xĄVÅSŲŲ╦ķ▄ćķgŲżÄ¦ąČ┴ŽąĪ▄ć╣żū„▀\▐DŅlĘ▒Ż¼ŁhŠ│Ę█ēm┤¾Ż¼įŁüĒĄ─╚╦╣ż┐žųŲŽĄĮyęčĮø▓╗─▄▀m欼Fł÷Ą─╔·«aę¬Ū¾Ż¼žĮąĶĖ─▀MĪŻ▒Š╬─įOėŗ┴╦ę╗╠ūęįPLC ×ķų„┐žųŲŲ„Ą─ūįäėąĪ▄ćąČ┴ŽŽĄĮyĪŻįōŽĄĮy▀xė├╬„ķTūėS7 -300 ŽĄ┴ąCPU315 ą═PLC ║═CP343-1 ą═PLCŻ¼▓╔ė├└ū▀_┴Ž╬╗Öz£y╝╝ągüĒÖz£y┴Žé}Ą─īŹĢr┴Ž╬╗║═╝ż╣ŌČ©╬╗╝╝ągüĒīŹ¼FąĪ▄ćĄ─Š½┤_Č©╬╗Ż¼═©▀^¤oŠĆ═©ą┼Īó¤oŠĆöĄō■£y┴┐║═é„▌ö╝╝ągŻ¼īŹ¼F┴╦ī”ąĪ▄ćĄ─ūįäė╗»┐žųŲŻ¼═¼ĢrįOėŗ┴╦Č┬┬®ł¾Š»Łh╣ØŻ¼į┌▒ŻūC╣ż╦ć┐žųŲę¬Ū¾Ą─ŪķørŽ┬Ż¼ĮĄĄ═┴╦ä┌äėÅŖČ╚Ż¼╠ßĖ▀┴╦╔·«aą¦┬╩ĪŻ
1 ▀xĄV▓╝┴Ž╣ż╦ć┴„│╠
▒ŠŽĄĮyĖ∙ō■─│▀xĄVÅSŲŲ╦ķ▄ćķgĄ─╔·«a▀^│╠üĒĘų╬÷▀xĄV▓╝┴Ž╣ż╦ćŻ¼Š▀¾wĄ─╣ż╦ćłD╚ńłD1 ╦∙╩ŠŻ¼╣▓ėą9 éĆąČ┴Ž┴Žé}Ż¼┴Žé}▓╔ė├ļp═©╩ĮŻ¼╝┤├┐éĆ┴Žé}ĘųäeįOėą2 éĆ▀M┴Ž┐┌Ż╗ąĪ▄ćį┌▄ēĄ└╔ŽüĒ╗žąąū▀Ż¼Įo┴Žé}┤“┴ŽŻ¼Ė∙ō■╔·«aę¬Ū¾▒žĒÜ▒ŻūC┴Žé}▓╗─▄╚▒┴ŽŻ¼═¼Ģr┴Ž╬╗ę▓▓╗─▄╠½Ė▀Ż¼┴Ž╬╗╠½Ė▀Ģ■įņ│╔ūĶĄK¼F▄ćąąū▀Ż¼įņ│╔╩┬╣╩Ż╗ę“┤╦▀xō±──éĆ┴Žé}▀Mąą▓╝┴Ž╩ŪĖ∙ō■┴Žé}Ą─┴Ž╬╗øQČ©Ą─Ż¼į┌╚╦╣ż▓┘ū„Ģrų„ę¬═©▀^╚╦üĒė^▓ņ┴Ž╬╗Ż¼į┘═©▀^▓┘ū„ŽõüĒ┐žųŲąĪ▄ćąąū▀ĄĮ┴Ž╬╗Ą═Ą─┴Žé}ĪŻŠ▀¾w▀^│╠×ķŻ║ė^▓ņ┴Ž╬╗→ąĪ▄ćąąū▀ĄĮĄ═┴Ž╬╗é}→┤“┴Ž→į┘ė^▓ņ┴Ž╬╗→ąĪ▄ćąąū▀ĄĮĄ═┴Ž╬╗é}→┤“┴Ž→…→ė^▓ņ┴Ž╬╗Č╝×ķĖ▀┴Ž╬╗→═Ż▄ć→Ą═┴Ž╬╗│÷¼F→└^└m┤“┴Ž→…ĪŻ
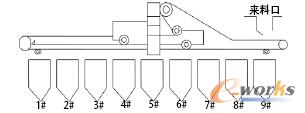
łD1 ▀xĄV▓╝┴Ž╣ż╦ćłD
2 ūįäėąČ┴ŽąĪ▄ćĘĮ░ĖįOėŗ
įOėŗų„ę¬░³└©└ū▀_┴Ž╬╗Öz£yŽĄĮyĪó╝ż╣ŌČ©╬╗ŽĄĮyĪóČ┬┬®ł¾Š»ŽĄĮyĪó═©ą┼ŽĄĮy╝░PLC ┐žųŲŽĄĮyŻ¼įOėŗĘĮ░ĖŲĮ├µ▓╝ų├╩ŠęŌłD╚ńłD2 ╦∙╩ŠĪŻ

łD2 ūįäėąČ┴ŽŲĮ├µ▓╝ų├╩ŠęŌłD
┴Ž╬╗é„ĖąŲ„░▓čbį┌ŲżÄ¦Ž┬┴ŽĄVé}╔ŽŻ¼ė├üĒ£yČ©ĄVé}ųą┴Ž╬╗Ą─Ė▀Ą═Ż¼▓╔ė├└ū▀_Č©╬╗╝╝ągüĒÖz£y┴Žé}ųąĄ─┴Ž╬╗Ż¼└ū▀_┴Ž╬╗ėŗ└¹ė├┴╦ļŖ┤┼▓©Ą─╠ž╩Ōąį─▄üĒ▀Mąą┴Ž╬╗Öz£yŻ¼ļŖ┤┼▓©Ą─╬’└Ē╠žąį┼c┐╔ęŖ╣ŌŽÓ╦ŲŻ¼é„▓ź╦┘Č╚ŽÓ«öė┌╣Ō╦┘Ż¼ŲõŅl┬╩×ķ300 MHzĪ½3 000 GHzŻ¼ļŖ┤┼▓©┐╔ęį┤®═Ė┐šķgš¶Ų¹ĪóĘ█ēmĄ╚Ė╔ö_į┤Ż¼ė÷ĄĮšŽĄK╬’ęūė┌▒╗Ę┤╔õŻ¼▒╗£yĮķ┘|ī¦ļŖąįįĮ║├╗“ĮķļŖ│ŻöĄįĮ┤¾Ż¼╗ž▓©ą┼╠¢Ą─Ę┤╔õą¦╣¹įĮ║├ĪŻ▒Š╬─Ė∙ō■¼Fł÷ąĶę¬▀xō±KERD-800/900 ŽĄ┴ą└ū▀_┴Ž╬╗ėŗŻ¼▓┘ū„║åå╬Ż¼š{įćĘĮ▒ŃŻ¼¤oąĶŠSą▐Ż¼┐╔┐┐ąįÅŖŻ¼─▄ē“▀mæ¬Ė▀Ę█ēmØŌČ╚Ą─▀xĄV▄ćķgŁhŠ│ĪŻ
▀xė├ĘŪĮėė|╩Į╝ż╣Ō£yŠÓāxüĒ┤_Č©ŲżÄ¦ūįäėąČ┴ŽąĪ▄ćĄ─╬╗ų├Ż¼×ķąĪ▄ćČ©╬╗▀Mąą┐žųŲŻ¼║═įŁüĒĄ─ī¦▄ē╩ĮąĪ▄ćŽÓ▒╚Ż¼╣Ø╩Ī┴╦▓─┴Ž║═┐šķgĪŻ
Č┬┬®ł¾Š»ŽĄĮyŻ¼ŲżÄ¦ąČ┴ŽąĪ▄ćĄ─ā╔é╚Ž┬┴Ž┐┌ėąĢrĢ■░l╔·Č┬ĄV¼FŽ¾Ż¼įņ│╔┘Oš`╔·«aĪŻ▓╔ė├╬ó▓©ī”╔õ╩ĮēŠ┴Ž╬╗ķ_ĻPüĒ▀MąąÖz£yŻ¼īó╬ó▓©┴Ž╬╗ķ_ĻP░▓čbĄĮŲżÄ¦Ž┬┴Ž┐┌ā╔é╚Ż¼įō╬ó▓©┴Ž╬╗ķ_ĻPė╔1 éĆ░l╔õČ╦Īó1 éĆĮė╩šČ╦ā╔▓┐ĘųĮM│╔Ż¼įō┴Ž╬╗ķ_ĻP┼c¼Fł÷Č┬┬®ą┼╠¢┼cŲżÄ¦ŹÅ╬╗ą▌Žó╩ęā╚Ęõ°QŲ„ŽÓ▀BŻ¼«öŽ┬┴Ž┐┌░l╔·Č┬╚¹ĢrŻ¼┴Ž╬╗╔Ž╔²š┌ō§╬ó▓©Ż¼įōķ_ĻP░l╔·äėū„Ż¼ŹÅ╬╗ą▌Žó╩ęā╚Ęõ°QŲ„ķW¤¶ł¾Š»Ż¼1 s ║¾ŲżÄ¦═Ż▄ćĪŻET200 šŠ░▓čbį┌ūįäėąČ┴ŽąĪ▄ć╔ŽŻ¼═©▀^¤oŠĆęį╠½ŠW┼cų„šŠPLC ═©ą┼Ż¼PLC ų„šŠ┼c╔Ž╬╗ÖC═©▀^╣Ō└w═©ą┼Ż¼═©ą┼ŠWĮj╚ńłD3 ╦∙╩ŠŻ¼║═é„ĮyĄ─ėąŠĆ═©ą┼ŽÓ▒╚Ż¼SCALANCE W¤oŠĆ═©ą┼ĘĮ╩ĮŠ▀ėąęįŽ┬ā×ä▌Ż║1Ż®▓╔ė├IEEE 802.11 ś╦£╩Ż¼ėą▌^Ė▀Ą─┤_Č©ąįĒææ¬╝░╚▀ėÓąįŻ¼Š▀ėą┐╔┐┐ąįŻ¼▓óėą╝ė├▄ÖCųŲŻ¼Ę└ų╣╬┤╩┌ÖÓĄ─įLå¢ĪŻ2Ż®▓╔ė├IP65 Ę└╦«Ę└ēmĄ╚╝ēŻ¼─═ø_ō¶┐╣šäėĪŻ3Ż®┼cąČ┴ŽąĪ▄ćų«ķg▓╔ė├¤oŠĆ═©ą┼ĘĮ╩Į▒▄├ŌöĄō■ŠĆ─źōpĪŻ4Ż®£p╔┘▓╝ŠĆ╣żū„Ż¼Ą═│╔▒ŠĮMŠWĪŻ5Ż®4GĪ½5G ╔õŅlŅlČ╬Ż¼┴╝║├Ą─Ę┤╔õą¦╣¹╝░┤®═ĖąįĪŻ
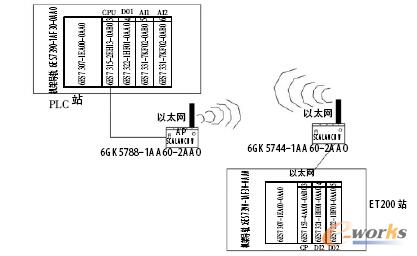
łD3 ¤oŠĆ═©ą┼ŠWĮjłD
3 PLC ┐žųŲŽĄĮy
PLC ▀xė├╬„ķTūė╣½╦ŠSIMATIC S7-300 PLCŻ¼ļŖį┤×ķPS3075AŻ¼CPU ▓╔ė├CPU 315-2DPŻ¼═©ėŹ─ŻēK×ķCP343-1Ż¼ęį╝░SM321 DIĪóSM322 DOĪóSM331AI Ą╚▌ö╚ļ▌ö│÷─ŻēKĪŻė├PLC ī”ąĪ▄ćļŖÖC▀MąąåóäėĪó═Żų╣┐žųŲŻ¼ļŖÖC┐žųŲįŁ└Ē╚ńłD4 ╦∙╩ŠŻ¼┐žųŲ╗ž┬ĘĘų×ķ╩ųäė┼cūįäė┐žųŲŻ¼╩ųäė┐žųŲĢr═©▀^ąĪ▄ć╔ŽĄ─▓┘ū„ŽõüĒ┐žųŲš²▐DĮėė|Ų„╝░Ę┤▐DĮėė|Ų„Ą─ķ_ķ]Ż¼▀_ĄĮ╩╣ąČ┴ŽąĪ▄ć┐╔ęįļpŽ“ąą±éĄ──┐Ą─Ż¼╩ųäė┐žųŲę╗░Ńė├ė┌ŠSūoŠSą▐Ģr╩╣ė├Ż╗ūįäė┐žųŲ╩Ū═©▀^PLC ŽĄĮyET200 ĘųšŠĮo│÷Ą─ū¾ąą╝░ėęąąųĖ┴ŅüĒ┐žųŲš²Ę┤▐DĮėė|Ų„Ą─ķ_ķ]Ż¼╩╣ąČ┴ŽąĪ▄ć┐╔ęįį┌Ė„Ž┬┴Ž³cų«ķg▀MąąęŲäėŻ¼īŹ¼FūįäėŽ┬┴ŽĪŻ
łD4 ąĪ▄ćļŖÖC┐žųŲįŁ└ĒłD
3.1 ąČ┴ŽąĪ▄ć╬╗ų├śOŽ▐┐žųŲ
ąČ┴ŽąĪ▄ć╬╗ų├śOŽ▐╩Ūė╔╬╗ų├é„ĖąŲ„╦∙øQČ©Ż¼╬╗ų├é„ĖąŲ„Ęųäe░▓čbį┌ąĪ▄ć▄ēĄ└Ą─ā╔Č╦╝░Ė„Ž┬┴Ž³cĄ─╬╗ų├Ż¼Ųõųąā╔Č╦Ą─╬╗ų├é„ĖąŲ„×ķąĪ▄ćśOŽ▐ł¾Š»Ż¼«öąĪ▄ćĄĮ▀_▄ēĄ└Ą─ā╔Č╦╬╗ų├ĢrŻ¼▓ó╬┤░┤│╠ą“═Ż▄ć╗“ŽĄĮy│÷¼F╣╩šŽĢrŻ¼ätā╔Č╦Ą─╬╗ų├é„ĖąŲ„░l│÷ł¾Š»ą┼╠¢Ż¼ūįäė═Ż▄ćŻ¼ęįĘ└ų╣ąĪ▄ć┼▄│÷▄ēĄ└Ż¼│÷¼F░▓╚½å¢Ņ}Ż╗ŲõėÓųąķgĄ─╬╗ų├é„ĖąŲ„×ķ┤_Č©ąČ┴ŽąĪ▄ćŽ┬┴Ž³cĄ─╬╗ų├Ż¼«öąĪ▄ćęŲäėų┴ęÄČ©Ž┬┴Ž³cĢrŻ¼ė|░l╬╗ų├é„ĖąŲ„Ż¼▀@śė╩╣ąĪ▄ć┐╔ęį£╩┤_šęĄĮį┌1Ī½9 ╠¢ĄV▓█╬╗ų├Ż¼╩╣Ųõį┌ęÄČ©Ą─Ž┬┴Ž³c▀MąąąČ┴ŽŻ¼įŁ└Ē╚ńłD5 ╦∙╩ŠĪŻ
łD5 ąČ┴ŽąĪ▄ć╬╗ų├śOŽ▐įŁ└ĒłD
3.2 └ū▀_┴Ž╬╗Öz£yŽĄĮy
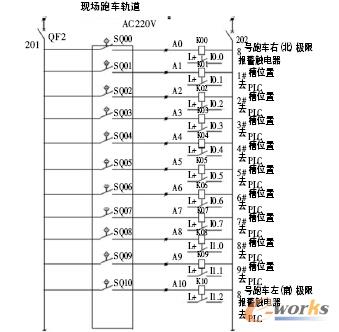
└ū▀_╬’╬╗ėŗė├üĒ═Ļ│╔£yČ©ĄVé}╚▌┴┐Ż¼į┌1Ī½9 ╠¢├┐éĆĄV▓█ųąķg░▓čb└ū▀_╬’╬╗ėŗŻ¼╩╣Ųõ┐╔ęįīŹĢr£╩┤_Ąž£yČ©Ė„ĄV▓█Ą─╬’┴ŽŪķørŻ¼į┌ąČ┴ŽąĪ▄ćąČ┴ŽĢr┐╔ęį▒╚▌^Ė„ĄV▓█┴Ž╬╗ŪķørŻ¼▀MąąŠ∙ä“Ž┬┴ŽŻ¼▓óį┌ØM▓█╝░┐š▓█Ģr▀Mąął¾Š»Ż¼▒▄├Ōįņ│╔╩┬╣╩╗“čėš`╔·«aĪŻ└ū▀_╬’╬╗ėŗ─▄░l╔õ─▄┴┐║▄Ą═Ą─śOČ╠Ą─╬ó▓©├}ø_═©▀^╠ņŠĆŽĄĮy░l╔õ▓óĮė╩šĪŻ└¹ė├╬ó▓©Ę┤╔õĄ─įŁ└ĒüĒ£y┴┐┴Ž╬╗ųĄĄ─Ė▀Ą═ĪŻ└ū▀_▓©ęį╣Ō╦┘▀\ąąĪŻ▀\ąąĢrķg┐╔ęį═©▀^ļŖūė▓┐╝■▒╗▐DōQ│╔╬’╬╗ą┼╠¢Ż¼▓óŪę╦³┼cļŖūėķ_ĻP╝░PLC Įė┐┌×ķ╚§ļŖ▀BĮėŻ¼╝╚£╩┤_ėų░▓╚½ĪŻęį1# ║═2# ▓█Ą─┴Ž╬╗┐žųŲ│╠ą“×ķ└²Ż¼╚ńłD6 ╦∙╩ŠŻ¼Ųõ╦³Ą─▓█║═1#Īó2# │╠ą“┐žųŲŽÓ═¼ĪŻ
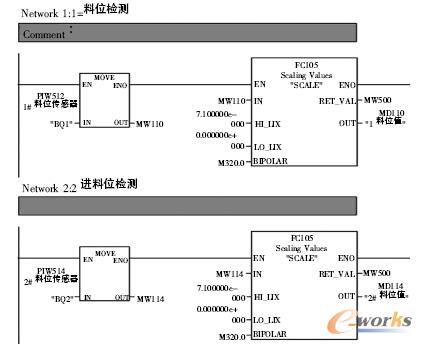
łD6 1#Īó2# └ū▀_┴Ž╬╗Öz£yPLC │╠ą“
═©▀^└ū▀_┴Ž╬╗£╩┤_£y│÷┴Žé}Ą─┴Ž╬╗Ż¼įOų├┐š┴Ž╬╗Ż║┴Ž╬╗Ą═ė┌2 mŻ╗┐š┴Ž╗ž▓ŅŻ║┴Ž╬╗Ė▀ė┌3.5 mŻ╗Ė▀┴Ž╬╗Ż║┴Ž╬╗┤¾ė┌Ą╚ė┌5 m ęį╔ŽŻ╗│¼Ė▀┴Ž╬╗Ż║5Ī½6 mĪŻ1#Ī½10# ┴Žé}ĘųäeįOėą“į╩įS”Īó“Į¹ų╣”░┤ŌoŻ¼▀x“į╩įS”╬╗ĢrŻ¼į╩įSįō┴Žé}Ę┼┴ŽŻ¼«öįō┴Žé}“┐š┴Ž╬╗”╗“┴Ž╬╗Ų½Ą═ĢrŻ¼ąĪ▄ć┐╔ęį═Żį┌įō┴Žé}Ę┼┴ŽŻ╗▀x“Į¹ų╣”╬╗ĢrŻ¼Į¹ų╣įō┴Žé}Ę┼┴ŽŻ¼ąĪ▄ć▓╗┐╔ęį═Żį┌įō┴Žé}Ę┼┴ŽĪŻPLC ═©▀^┴Ž╬╗ėŗīŹ¼Fī”┴Žé}ųą┴Ž╬╗▒O┐žĪó▒╚▌^Ż¼Å─Č°īŹ¼FąĪ▄ćūįäėąąū▀ĪŻ«ö┴Žé}ųą┴Ž╬╗į┌“Ė▀┴Ž╬╗”ĢrŻ¼ąĪ▄ć═Żų╣į┌įō┴Žé}Ę┼┴ŽŻ¼ū▀ąąĄĮŽ┬ę╗┴Žé}Ż╗«ö┴Žé}ųą┴Ž╬╗į┌“Ą═┴Ž╬╗”ĢrŻ¼ąĪ▄掓ŠÓŲõūŅĮ³“Ą═┴Ž╬╗”┴Žé}ū▀ąąĘ┼┴ŽŻ¼ų▒ų┴┴Žé}┴Ž╬╗ĄĮ“┴Ž╬╗╗ž▓Ņ”ĢrŻ¼╝┤Ž“Ž┬ę╗“Ą═┴Ž╬╗”┴Žé}ū▀ąąĘ┼┴ŽŻ¼╚ń┤╦Ģr¤oŲõ╦³“Ą═┴Ž╬╗”┴Žé}Ż¼ätį┌įō┴Žé}Ę┼┴Žų┴“Ė▀┴Ž╬╗”×ķų╣Ż╗«ö╦∙ėą┴Žé}┴Ž╬╗į┌“Ė▀┴Ž╬╗”Īó“Ą═┴Ž╬╗”ų«ķgĢrŻ¼ąĪ▄ćį┌╦∙į┌┴Žé}Ę┼┴ŽĄĮ“Ė▀┴Ž╬╗”ĢrŻ¼į┘Ž“Ž┬ę╗ūŅĄ═┴Žé}ū▀ąąĘ┼┴ŽĪŻ«ö╚╬ęŌ┴Žé}×ķ“│¼Ė▀┴Ž╬╗”ĢrŻ¼┬Ģ╣Ōł¾Š»Ų„ł¾Š»Ż╗«ö╦∙ėą┴Žé}×ķ“Ė▀┴Ž╬╗”ĢrŻ¼┬Ģ╣Ōł¾Š»Ų„ł¾Š»ĪŻįōł¾Š»ĒÜ┤_šJ╣╩šŽ║¾Ż¼į┌ų„▒O┐ž«ŗ├µųą═©▀^“ŪÕł¾Š»”░┤ŌoŪÕ│²ł¾Š»ą┼╠¢ĪŻ
3.3 Č┬┬®Öz£y╝░ł¾Š»ŽĄĮy
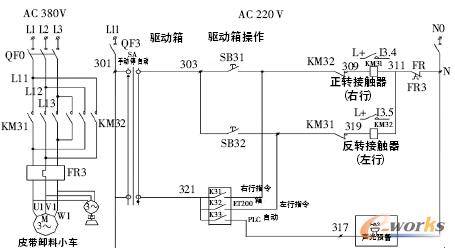
└¹ė├PLC Įė═©čėĢrČ©ĢrŲ„üĒ┤_Č©Ž┬┴Ž┐┌╩ŪʱČ┬╚¹,«öŽ┬┴Ž┐┌▒╗ĄV╩»Č┬ūĪĢrŻ¼░l│÷Č┬┬®ł¾Š»ą┼╠¢▀Mąął¾Š»▓ó═Ż▄ćŻ¼PLC ╠▌ą╬łD╚ńłD7 ╦∙╩ŠĪŻ
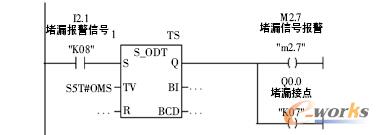
łD7 PLC ╠▌ą╬łD
4 ĮYšZ
ŠC╔Ž╦∙╩÷Ż¼└¹ė├PLCĪó╣ż┐žÖCĮM│╔Ą─ūįäė┐žųŲå╬į¬Ż¼ė├└ū▀_┴Ž╬╗é„ĖąŲ„ĪóČ┬┬®ł¾Š»čbų├ĪóĘŪĮėė|╩Į╝ż╣Ō£yŠÓāxĮM│╔Ą─Öz£yå╬į¬Ż¼ė├Č■┤╬āx▒Ē╝░┬Ģ╣Ōł¾Š»Ų„ĮM│╔Ą─▒O┐žå╬į¬Š▀ėąŽ╚▀MĄ─═©ėŹĮė┐┌Ż¼─▄īŹ¼Fį┌ŠĆīŹĢr£y┴┐▒O┐ž║═ūįäė┐žųŲŻ¼Ė─╔ŲŹÅ╬╗╣ż╚╦Ą─╣żū„ŁhŠ│Ż¼╩╣¼Fł÷ųĄ░Ó╣ż╚╦Ą─ä┌äėÅŖČ╚┤¾┤¾ĮĄĄ═Ż¼Å─Č°▒▄├Ō░▓╚½╩┬╣╩░l╔·ĪŻ
║╦ą─ĻPūóŻ║═ž▓ĮERPŽĄĮyŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śIäšŅIė“ĪóąąśIæ¬ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śIäš╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśIäšŅIė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śIĻPūóERP╣▄└ĒŽĄĮyĄ─║╦ą─ŅIė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śIą┼Žó╗»Į©įO╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://www.lukmueng.com/
▒Š╬─ś╦Ņ}Ż║PLC į┌ŲżÄ¦ąČ┴ŽąĪ▄ćųąĄ─æ¬ė├
▒Š╬─ŠWųĘŻ║http://www.lukmueng.com/html/support/11121516516.html






















