



ĪĪĪĪļSų°ųąć°╣żśIĄ─čĖ╦┘ß╚ŲŻ¼æ¬ė├ÅVĘ║Ą─║╦ą─▓┐╝■—░läėÖCĄ─ĮYśŗę▓į┌┐ņ╦┘Ė³ą┬Ż¼ęįØMūŃĖ³Ė▀Ą─╩╣ė├ąį─▄ę¬Ū¾ĪŻ╚ńį┌║Į┐šĘĮ├µŻ¼║Į┐š░läėÖCĮYśŗį┌░l╔·Ė─ūāĄ─═¼ĢrŻ¼▓╗āH╩ŪŲõ┴Ń▓┐╝■Ą─ĮYśŗĪóą╬æB░l╔·┴╦ūā╗»Ż¼Č°ŪęŠ½Č╚ę¬Ū¾ę▓į┌ųØu╠ßĖ▀Ż¼╦∙ęįąĶę¬ėąĖ³Ž╚▀MĄ─ųŲįņ╣ż╦ć╝╝ągüĒ×ķ░läėÖCĄ─čąųŲ╠ß╣®╝╝ągų¦ō╬ĪŻ
1 ą┬ą═░läėÖC┴Ń╝■Ą─╠ž³c
ĪĪĪĪ1.1 ┴Ń╝■Ą─ĮYśŗ╠ž³c
ĪĪĪĪļSų°ą┬ą═░läėÖC═Ųųž▒╚Ą─╠ßĖ▀Ż¼░läėÖCĄ─«aŲĘĮYśŗĖ³╝ėÅ═ļsŻ¼╝╝ągę¬Ū¾Ė³Ė▀Ż¼┴Ń╝■Ą─▒┌║±Ė³▒ĪĪŻÖCŽ╗Īóē║ÜŌÖC’L╔╚Īóš¹¾w╚~▒PĄ╚ū„×ķą┬ą═░läėÖCĄ─ĻPµI┴Ń╝■Ż¼įĮüĒįĮČÓĄž▓╔ė├┴╦š¹¾wĮYśŗįOėŗŻ¼┴Ń╝■Ą─═Ō└¬│▀┤ńę▓įĮüĒįĮ┤¾ĪŻ
ĪĪĪĪ1.2 ┴Ń╝■Ą─▓─┴Ž╠ž³c
ĪĪĪĪ░läėÖCÖCŽ╗Īó▒P▌SĄ╚┴Ń╝■┤¾┴┐▓╔ė├Ōü║ŽĮĪóĖ▀£ž║ŽĮĄ╚ļy╝ė╣ż▓─┴ŽŻ¼▓─┴Žūāą╬Ū³Ę■śOŽ▐Ė▀Ż¼ŪąŽ„ūāą╬┐╣┴”┤¾Ż¼ī¦ų┬ŲõŪąŽ„┴”┤¾ĪóŪąŽ„╣”┬╩Ė▀Ż¼ąĶę¬ÖC┤▓ų„▌SėąĖ³┤¾Ą─┼żŠž║═╣”┬╩ĪŻ
ĪĪĪĪ1.3 ┴Ń╝■Ą─├½┼„╠ž³c
ĪĪĪĪ░läėÖCÖCŽ╗Īóē║ÜŌÖC’L╔╚Īóš¹¾w╚~▒PĄ╚ĻPµI┴Ń╝■Ą─├½┼„Š∙×ķš¹¾w─ŻÕæ╝■Ż¼ė╔ė┌┴Ń╝■═Ō▒Ē├µą╬ĀŅÅ═ļsĪóĮYśŗ╠žš„▌^ČÓŻ¼─┐Ū░Ą─Õæįņ╝╝ąg▀ƤoĘ©▀_ĄĮąĪėÓ┴┐Š½╗»┴ŽĄ─╦«ŲĮŻ¼įņ│╔Õæįņ├½┼„ėÓ┴┐┤¾Ż¼Č°ŪęėÓ┴┐Ęų▓╝śO▓╗Š∙ä“Ż¼▓─┴ŽŪą│²┬╩Ė▀▀_ 60%ęį╔ŽĪŻ
ĪĪĪĪ1.4 ┴Ń╝■Ą─╝ė╣ż╠ž³c
ĪĪĪĪÖCŽ╗Īóē║ÜŌÖC’L╔╚Īóš¹¾w╚~▒PĄ╚░läėÖCĻPµI┴Ń╝■║═ųžę¬┴Ń╝■Š∙▓╔╚Ī┴╦╗∙ė┌Õæįņ├½┼„Ą─š¹¾w╩Į╝ė╣żĘĮ╩ĮŻ¼╝ėų«įOėŗŠ½Č╚║═▒Ē├µ┘|┴┐ę¬Ū¾Ė▀Ż¼ī¦ų┬╝ė╣żų▄Ų┌▌^ķLĪŻ┴Ē═ŌŻ¼▀@ą®┴Ń╝■▓─┴ŽČÓ×ķĖ▀£ž║ŽĮĪóŌü║ŽĮĄ╚ļy╝ė╣ż▓─┴ŽŻ¼ŃŖŽ„║¾┴Ń╝■▒Ē├µÜłėÓæ¬┴”▌^┤¾Ż¼╝ė╣żūāą╬▒╚▌^ć└ųžŻ¼ī”öĄ┐žÖC┤▓Ą─Š½Č╚║═╩╣ė├ē█├³ė░ĒæśO┤¾ĪŻ─┐Ū░▓╔ė├Ą─öĄ┐ž╝ė╣żĘĮ╩Į┤¾┴┐š╝ė├ĻPµIöĄ┐žįOéõŻ¼╔·«aų▄Ų┌ķLŻ¼Č°Ūę╝ė╣ż│╔▒ŠĘŪ│ŻĖ▀ĪŻ
2 ļy╝ė╣żŅÉ┴Ń╝■Ą─öĄ┐ž╝ė╣żčbéõ╝╝ąg
ĪĪĪĪ╝ė╣żļy╝ė╣ż▓─┴ŽŻ¼öĄ┐žįOéõŠ½Č╚Ą─ĘĆČ©ąįĪó┐╔┐┐ąį║═äéąįśO×ķųžę¬ĪŻų„ę¬ę¬Ū¾öĄ┐žįOéõ權▀ėąČÓ▌S┬ōäėĪó┤¾┼żŠžļŖų„▌SĪóĖ▀äéČ╚ĪóųŪ─▄╗»Īóūį▀mæ¬╝╝ągĄ╚ĪŻ
ĪĪĪĪ2.1 ČÓ▌S┬ōäė
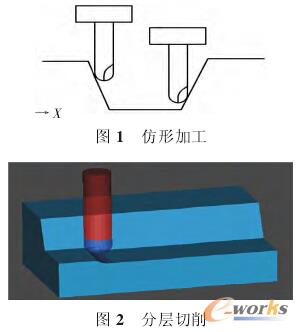
ĪĪĪĪČÓ▌S┬ōäė═©│ŻųĖĄ─╩Ū╦─▌Sęį╔ŽĄ─ÖC┤▓▀\äėĘĮ╩ĮŻ¼ę²╚ļÅ═║Žą²▐D▌SŻ¼╝┤ A ▌SĪóB ▌S║═ C ▌SĪŻļpļpĮM║ŽĄ─ČÓ▌S┬ōäėī”╝ė╣żÅ═ļsĮYśŗĄ─┴Ń╝■Š▀ėą║▄┤¾Ą─ā×ä▌Ż¼į┌ĮŌøQą═├µĄ─╝ė╣żå¢Ņ}╔Žę▓╩«Ęųėąą¦Ż¼į┌ČÓ▌S┬ōäė╗∙ĄA╔ŽīŹ¼FĄ─Å═║ŽöĄ┐ž╝ė╣ż┐╔ęįėąą¦Ąž┐sČ╠▌oų·╣żū„ĢrķgŻ©╚ń╣ż╝■Č©╬╗čbŖAĄ╚Ż®║═╠ßĖ▀«aŲĘĄ─╝ė╣żą¦┬╩ĪŻČÓ▌S┬ōäė║═Å═║Ž╝ė╣żį┌░läėÖCš¹¾w╚~▒PĪóÖCŽ╗Īó▒PŁhĄ╚ĻPµI┴Ń╝■║═ųžę¬┴Ń╝■Ą─╔·«aųąĄ├ĄĮ┴╦ÅVĘ║æ¬ė├ĪŻ
ĪĪĪĪ2.2 ┤¾┼żŠžļŖų„▌S
ĪĪĪĪė╔ė┌ļy╝ė╣ż▓─┴ŽŪąŽ„ąį─▄▌^▓ŅŻ¼ŪąŽ„┐╣┴”▌^┤¾Ż¼─┐Ū░ŪąŽ„ŠĆ╦┘Č╚═©│ŻĮķė┌ 20Ī½80m/min ų«ķgŻ¼ļŖų„▌SĄ─┼żŠž▀h▀hąĪė┌ÖCąĄų„▌SŻ¼×ķÅøčaļŖų„▌S╣”┬╩║═┼żŠžĄ─▓╗ūŃŻ¼ķ_░l┴╦īŻķT├µŽ“ļy╝ė╣ż▓─┴ŽĄ─┤¾┼żŠžļŖų„▌SŻ¼┼õ║ŽĖ▀ąį─▄Ą─ĄČŠ▀ŽĄĮyŻ¼╩╣Ą├ļy╝ė╣ż▓─┴ŽĄ─ŪąŽ„╝ė╣żĄ├ęįīŹ¼FŻ¼į┌ļy╝ė╣ż▓─┴ŽŅIė“½@Ą├ėąą¦═╗ŲŲĪŻ
ĪĪĪĪ2.3 Ė▀äéČ╚║═¤ßĘĆČ©ąį
ĪĪĪĪų„▌SŽĄĮyĪó▀MĮoŽĄĮy║═ÖC┤▓ĮYśŗČ╝權▀ėą┴╝║├Ą─¤ßĘĆČ©ąįĪóņoæBäéČ╚║═äėæBäéČ╚ĪŻ¤ßĘĆČ©ąį║├Ģ■╩╣ÖC┤▓į┌Ė▀╦┘╝ė╣żĄ─▀^│╠ųą╩▄ĄĮŪąŽ„¤ßĪóŁhŠ│£žČ╚ūā╗»Ą╚ū„ė├Ģr¤ßūāą╬£pąĪŻ╗ņoæBäéČ╚┐╔ęįĄų┐╣ę“×ķÖC┤▓┴Ń▓┐╝■Ą─ųž┴”║═┴Ń╝■╝ė╣żĢrŪąŽ„┴”╦∙ę²ŲĄ─ÖC┤▓ūāą╬Ż¼┤_▒Żį┌ŪąŽ„▀^│╠ųąĄČŠ▀┼c╣ż╝■Ą─ņoæB╬╗ęŲŻ╗äėæBäéČ╚┐╔ėąą¦ĄžĘ└ų╣į┌ŪąŽ„▀^│╠ųąė╔ė┌ÖC¾wäėæBę“╦ž╦∙«a╔·Ą─ūį╝żš±äė║═ÅŖŲ╚š±äėŻ¼ęį▀mæ¬į┌ŪąŽ„▀^│╠ųąĄČŠ▀┼c╣ż╝■Ą─äėæB╬╗ęŲąĶŪ¾ĪŻ
ĪĪĪĪ2.4 ūį▀mæ¬╝╝ąg
ĪĪĪĪūį▀mæ¬╝╝ąg┐╔╩╣öĄ┐žÖC┤▓Š▀éõę╗Č©Ą─ųŪ─▄ąįŻ¼Š▀¾w▒Ē¼F×ķŻ║į┌Ė▀╦┘ŪąŽ„▀^│╠ųąŪąŽ„ėÓ┴┐▀^┤¾Ģr▀MĮo╦┘Č╚Ģ■ūįäė£p┬²Ż╗ŪąŽ„ėÓ┴┐ąĪĢr▀MĮo╦┘Č╚ėųĢ■ūįäėį÷┐ņĪŻūį▀mæ¬╝╝ągā×ä▌į┌ė┌▓╗āH╠ßĖ▀┴╦╔·«aą¦┬╩Ż¼į÷╝ė╩šęµŻ¼ūŅų„ꬥ─╩Ū▒Żūo┴╦ÖC┤▓║═ĄČŠ▀ĪŻ
3 ļy╝ė╣żŅÉ┴Ń╝■Ą─Ž╚▀MųŲįņ╝╝ąg
ĪĪĪĪ3.1 Ė▀╦┘ŃŖŽ„╝╝ąg
ĪĪĪĪÅ─└Ēšō╔ŽųvŻ¼Ė▀╦┘ŪąŽ„╝╝ąg┐╔ė├ė┌Ōü║ŽĮĪóĖ▀£ž║ŽĮĄ╚ļy╝ė╣ż▓─┴ŽŻ¼Ą½ė╔ė┌ļy╝ė╣ż▓─┴ŽĄ─ŪąŽ„┐╣┴”▀h▀h┤¾ė┌Ųõ╦¹▓─┴ŽŻ¼│ŻęÄęŌ┴x╔ŽĄ─Ė▀╦┘ŪąŽ„╝╝ągĄĮ─┐Ū░×ķų╣▀ƤoĘ©į┌ļy╝ė╣ż▓─┴ŽŅIė“Ųš╝░æ¬ė├ĪŻ
ĪĪĪĪĖ▀╦┘ŃŖŽ„╝╝ąg░³║¼╦─éĆĘĮ├µŻ║Ė▀╦┘Č╚ŪąŽ„Īó▌SŽ“╔ŅČ╚ŃŖŽ„ĪóąĪÅĮŽ“Īó▀MĮo┴┐ĪŻĖ▀╦┘ŃŖŽ„ĢrŪąą╝Ģ■Ħū▀ŃŖŽ„¤ßŻ¼Å─Č°╩╣╣ż╝■▒Ē├µĄ─£žČ╚ĮĄĄ═ĪŻė╔ė┌ŃŖŽ„╦┘Č╚ŽÓī”▌^Ė▀Ż¼ŃŖŽ„┴”Ģ■ļSų«ĮĄĄ═Ż¼╝ė╣ż╔·«a┬╩Ģ■į÷╝ėĪŻ┴Ń╝■▒Ē├µĄ─┘|┴┐ļm╚╗╠ßĖ▀Ż¼Ą½Ģ■╝ė╦┘ĄČŠ▀Ą──źōpŻ¼£p╔┘ĄČŠ▀Ą─╩╣ė├ē█├³ĪŻ
ĪĪĪĪļSų°▓╔ė├Ēgąį║├Ą─ĄČŠ▀╝░Ž¹│²╝ė╣żė▓╗»▀@ę╗╚½ą┬ŪąŽ„ĘĮĘ©Ą─│÷¼FŻ¼═©▀^ŽĄĮyĄžĖ─▀MĄČŠ▀Īó╝ė╣ż╣ż╦ć║═ÖC┤▓ąį─▄Ż¼┐╔ęįėąą¦ĮŌøQļy╝ė╣ż▓─┴ŽĖ▀╦┘ŪąŽ„æ¬ė├Ą─╝╝ągŲ┐ŅiĪŻ
ĪĪĪĪ3.1.1 Ė▀╦┘ŪąŽ„ĄČŠ▀Ą─╠ž³c
ĪĪĪĪó┘░▓╚½┐╔┐┐Ż╗ó┌─═ė├ąįĖ▀ĪŻ
ĪĪĪĪ3.1.2 Ė▀╦┘ŃŖŽ„ĄČŠ▀▓─┘|
ĪĪĪĪó┘ė▓┘|║ŽĮŻ╗ó┌Įäé╩»Ż╗ó█Įī┘╠š┤╔Ż╗ó▄ĄČŠ▀═┐īė▓─┴ŽĪŻ
ĪĪĪĪ3.1.3 ĄČŠ▀ĮYśŗ
ĪĪĪĪĖ▀╦┘ŃŖŽ„ĄČŠ▀═©│Ż┐╔ęįĘų×ķš¹¾w╩Į║═ÖCŖA╩Įā╔ŅÉĪŻąĪų▒ÅĮŃŖĄČ═©│Ż▓╔ė├š¹¾w╩ĮŻ¼┤¾ų▒ÅĮŃŖĄČät┤¾ČÓ▓╔ė├ÖCŖA╩ĮĪŻš¹¾w╩ĮĖ▀╦┘ŃŖĄČĮø▀^ŲĮ║ŌÖz“×╝┤┐╔╩╣ė├Ż¼Č°ÖCŖA╩ĮĖ▀╦┘ŃŖĄČ├┐┤╬╩╣ė├ĢrČ╝ąĶę¬Öz“×ĪŻĄ½į┌ÖC┤▓▐D╦┘▌^Ą═ĢrÖCŖA╩ĮĖ▀╦┘ŃŖŽ„ĄČĖ³Š▀ėąā×ä▌ĪŻ
ĪĪĪĪ3.1.4 ĄČŚUĮYśŗ
ĪĪĪĪ«öÖC┤▓▀_ĄĮ 15 000r/min ▐D╦┘Ģr═©│Ż▓╔ė├ HSK ĄČŚUŻ¼╗“š▀╩╣ė├Ųõ╦¹ŅÉą═Ą─Č╠▒·ĄČŚUĪŻę“ HSK ĄČŚU×ķ▀^Č©╬╗ĮYśŗŻ¼┐╔ęį╠ß╣®┼cÖC┤▓Ą─ś╦£╩▀BĮėŻ¼─▄ē“▒ŻūCĄČŚUČ╠ÕF║═Č╦├µ┼cÖC┤▓Šo├▄┼õ║ŽĪŻ
ĪĪĪĪĄČŚUŖAŠoĄČŠ▀Ą─ĘĮ╩Į┤¾ų┬ėąę║¾wŖAŅ^ĪóÅŚ╗╔ŖAŅ^Īó¤ß├øŖAŅ^╚²ĘNĪŻį┌╔Ž╩÷╚²ĘNĘĮ╩ĮųąŻ¼¤ß├ø╩ĮŖAŅ^ę“Š▀ėąé„▀f┼żŠž║═ÅĮŽ“┴”┤¾ęį╝░═¼ą─Č╚Ė▀Ą╚ā׳cŻ¼╩ŪŲ∙Į±×ķų╣ūŅŠ▀░lš╣Øō┴”Ą─ĄČŚUĮYśŗĪŻ
ĪĪĪĪ3.2 Ė▀╦┘ŪąŽ„╝╝ągŻ©öĄ┐žŠÄ│╠╝╝ągŻ®
ĪĪĪĪ3.2.1 Ė▀╦┘ŪąŽ„ī”öĄ┐žŠÄ│╠Ą─ę¬Ū¾
ĪĪĪĪĖ▀╦┘ŪąŽ„Ą─öĄ┐žŠÄ│╠┤·┤a┐╔æ¬ė├ė┌ČÓéĆŅIė“Ż¼Ūę▓╗Ž▐ė┌ŪąŽ„Ą─╦┘Č╚║═╔ŅČ╚ĪŻöĄ┐žŠÄ│╠╚╦åTæ¬╩ņŠÜšŲ╬šĖ─ūā╝ė╣ż▓▀┬į║═╩╣ė├ĄČŠ▀Ą─┬ĘÅĮŻ¼Å─Č°▀_ĄĮŅAŲ┌Ą─╝ė╣żą¦╣¹ĪŻŠ▀¾wę¬Ū¾╚ńŽ┬Ż║
ĪĪĪĪŻ©1Ż®▒Ż│ų║ŃČ©Ą─ŪąŽ„▌d║╔ĪŻė╔ė┌╝ė╣ż╦┘Č╚ę¬Ū¾įĮüĒįĮĖ▀Ż¼╦∙ęį▒Ż│ų║ŃČ©Ą─ŪąŽ„▌d║╔ų┴ĻPųžę¬ĪŻį┌Ė▀╦┘ŪąŽ„▀^│╠ųą╚ń╣¹▒Ż│ų╚ź│²┴┐Ą─║ŃČ©Ż¼ĘųīėŪąŽ„ŽÓī”ė┌Ę┬ą╬╝ė╣żüĒšfŠ▀ėąśO┤¾Ą─ā×ä▌ĪŻ╚ńłD 1ĪółD 2 ╦∙╩ŠĪŻ
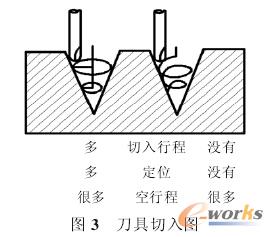
ĪĪĪĪŻ©2Ż®▒ŻūC╣ż╝■Ą─Ė▀Š½Č╚ĪŻ×ķ┴╦┤_▒Ż╣ż╝■Š▀ėąĖ▀Š½Č╚Ż¼ūŅĻPµIĄ─ę╗³cŠ═╩Ū▒M┴┐£p╔┘ĄČŠ▀Ą─Ūą╚ļ┤╬öĄĪŻłD 3╦∙╩Š×ķ╚ń║╬Ė³╝ėėąą¦Ąž£p╔┘ĄČŠ▀Ūą╚ļ┤╬öĄĄ─ĘĮĘ©ĪŻ
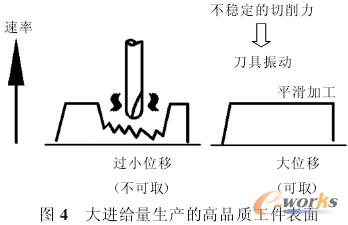
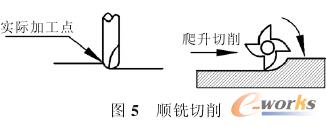
ĪĪĪĪŻ©3Ż®▒ŻūC╣ż╝■Ą─ā×┘|▒Ē├µĪŻį┌Ė▀╦┘ŪąŽ„▀^│╠ųą╚ń╣¹▓Į▀M(▀MĮo┴┐)▀^ąĪŠ═Ģ■ī”īŹļHĄ─▀MĮo╦┘┬╩įņ│╔ė░ĒæŻ¼čėķLš¹éĆ╝ė╣ż▀M│╠Ż¼▓óŪę▀^ąĪĄ─▓Į▀MĢ■įņ│╔ŪąŽ„┴”▓╗ĘĆČ©Ż¼«a╔·ŪąŽ„š±äėŻ¼ė░Ēæ╣ż╝■▒Ē├µĄ─═Ļš¹ąįĪŻ╦∙ęįŻ¼į┌Ė▀╦┘ŪąŽ„Śl╝■Ž┬Ż¼æ¬▒M┴┐▓╔╚Ī▌^┤¾▓Į▀M┴┐Ż¼ęį╔·«a│÷ŲĘ┘|Ė³║├Ą─╣ż╝■ĪŻ╚ńłD 4 ╦∙╩ŠĪŻ
ĪĪĪĪ3.2.2 ┤ų╝ė╣żöĄ┐žŠÄ│╠
ĪĪĪĪį┌Ė▀╦┘╝ė╣żųąŻ¼┤ų╝ė╣żĄ─ų„ę¬ū„ė├╩Ū×ķ║¾└mĄ─░ļŠ½╝ė╣ż║═Š½╝ė╣ż┴¶ėąĖ³Š∙ä“Ą─╝ė╣ż┐šķgŻ¼▓óŪę┤ų╝ė╣żĄ─ĮY╣¹ī”Š½╝ė╣żĄ─ļyęū│╠Č╚║═╣ż╝■Ą─╝ė╣ż┘|┴┐Ųų°øQČ©ąįĄ─ū„ė├ĪŻį┌Ė▀╦┘╝ė╣ż▀^│╠ųąæ¬ųž³c┐╝æ]ęįŽ┬Äū³cę¬Ū¾ĪŻ
ĪĪĪĪŻ©1Ż®║ŃČ©Ą─ŪąŽ„Śl╝■Ż║
ĪĪĪĪ×ķ┴╦┤_▒ŻŪąŽ„Śl╝■Ą─║ŃČ©Ż¼┤ų╝ė╣ż╝╝ąg═©│ŻĖ∙ō■īŹļH╝ė╣ż³c┤_Č©╝ė╣żŚl╝■╗“▀xō±ĒśŃŖĘĮ╩ĮüĒīŹ¼FĪŻį┌Ė▀╦┘╝ė╣ż▀^│╠ųą▓╔ė├ĒśŃŖĘĮ╩Į┐╔ęįĮĄĄ═ŪąŽ„╝ė╣ż╦∙«a╔·Ą─¤ß┴┐Ż¼£p╔┘ĄČŠ▀╦∙│ą╩▄Ą─žō▌dŻ¼╔§ų┴┐╔ęįŽ¹│²╣ż╝■Ą─╝ė╣żė▓╗»Ż¼½@Ą├Ė▀ŲĘ┘|Ą─╣ż╝■▒Ē├µĪŻ╚ńłD 5 ╦∙╩ŠĪŻ
ĪĪĪĪŻ©2Ż®║ŃČ©Ą─Įī┘╚ź│²┬╩Ż║
ĪĪĪĪį┌Ė▀╦┘╝ė╣żŪąŽ„▀^│╠ųąŻ¼▒Ż│ų║ŃČ©Ą─Įī┘╚ź│²┬╩┐╔ęįėąą¦Ąž▒Ż│ųŪąŽ„│▀┤ń╝░ŪąŽ„žō▌dĄ─║ŃČ©Ż¼─▄ē“▌^║├Ąž▐DęŲ╝ė╣żĢr╦∙«a╔·Ą─¤ß┴┐Ż¼▒Ż│ųĄČŠ▀║═╣ż╝■Ą─└õģsĀŅæBŻ¼Ė³ėąą¦ĄžčėķLĄČŠ▀Ą─╩╣ė├ē█├³ĪŻ
ĪĪĪĪŻ©3Ż®ū▀ĄČĘĮ╩ĮĄ─▀xō±Ż║
ĪĪĪĪßśī”╣ż╝■Ħėą│©┐┌ą═Ū╗Ą─▓┐ĘųŻ¼æ¬▓╔ė├Å─▓─┴Ž═Ōé╚ū▀ĄČĄ─ĘĮ╩ĮŻ¼ī”▓─┴ŽĄ─īŹĢrŪąŽ„ĀŅør▀MąąŠ½╝ÜĘų╬÷Ż¼Č°ø]ėąą═Ū╗Ą─▓┐ĘųŻ¼æ¬▓╔ė├┬▌ą²▀MĄČĄ─ĘĮ╩ĮŻ¼į┌▓─┴ŽĄ─Šų▓┐ģ^ė“Ūą╚ļĪŻ
ĪĪĪĪŻ©4Ż®▒M┴┐£p╔┘ĄČŠ▀Ą─Ūą╚ļ┤╬öĄŻ║
ĪĪĪĪį┌Ė▀╦┘ŪąŽ„╝ė╣ż▀^│╠ųąŻ¼æ¬▒M┴┐▒▄├ŌųąöÓĄČŠ▀┬ĘÅĮ║═ŪąŽ„▀^│╠Ż¼£p╔┘ĄČŠ▀Ą─ŪąŽ„┤╬öĄŻ¼ęį╩╣ŪąŽ„▀^│╠Ė³╝ėĘĆČ©ĪŻ╚ńłD 6 ╦∙╩ŠĪŻ

ĪĪĪĪ3.2.3 ░ļŠ½╝ė╣żöĄ┐žŠÄ│╠
ĪĪĪĪ░ļŠ½╝ė╣ż╝╝ągį┌┴Ń╝■Ą─╝ė╣żųąŲĄĮ┴╦│ą╔ŽåóŽ┬Ą─ū„ė├Ż¼╦³╩Ūį┌▓─┴Ž┤ų╝ė╣żų«║¾ĪóŠ½╝ė╣żų«Ū░▀MąąĄ─╝ė╣ż▀^│╠Ż¼Ųõ×ķ║¾└m┴Ń╝■Š½╝ė╣ż─▄ē“Ēś└¹═Ļ│╔╠ß╣®▒ŻšŽĪŻ░ļŠ½╝ė╣żČÓæ¬ė├į┌öĄ┐žŃŖą═╝ė╣ż▀^│╠ųąĪŻ░ļŠ½╝ė╣ż╩Ūį┌┼cŠ½╝ė╣ż═¼Ą╚ŪąŽ„ėÓ┴┐Īó═¼Ą╚╣żørŚl╝■Ž┬▀MąąĄ─Ż¼╦³┐╔×ķŠ½╝ė╣żš{š¹│÷║Ž└ĒĄ─╝ė╣żģóöĄŻ¼Å─Č°▒ŻūC╦∙╝ė╣ż┴Ń╝■╠ž╩ŌĮYśŗĄ─│▀┤ńŠ½Č╚╝░▒Ē├µ┤ų▓┌Č╚ę¬Ū¾Ż¼ėąą¦ĮŌøQĄČŠ▀ŪąŽ„▀^│╠ųąę“ĄČŠ▀─źōpČ°«a╔·Ą─ūīĄČŻ¼╩╣┴Ń╝■ūŅ║¾ę╗ĄČŠ½╝ė╣ż╩Ūį┌ę╗éĆ║Ž▀mĄ─ŪąŽ„┴┐╝░╝ė╣żģóöĄŽ┬▀MąąĄ─Ż¼Å─Č°▒ŻūC«aŲĘĄ─╝ė╣ż┘|┴┐Ż¼░ļŠ½╝ė╣żöĄ┐žŠÄ│╠╝╝ągį┌┴Ń╝■╝ė╣żųąÅVĘ║×ķ╝╝ąg╚╦åT╦∙▓╔ė├ĪŻ
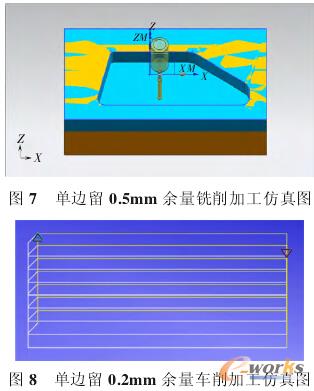
ĪĪĪĪłD 7 ╦∙╩Š×ķĮoŠ½╝ė╣żå╬▀ģ┴¶ 0.5mm ėÓ┴┐ŃŖŽ„╝ė╣żĘ┬šµ║¾Ą─łDą╬ĪŻ
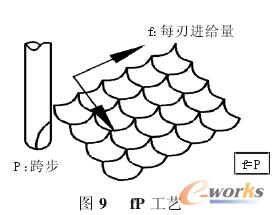
ĪĪĪĪłD 8 ╦∙╩Š×ķĮoŠ½╝ė╣żå╬▀ģ┴¶ 0.2mm ėÓ┴┐▄掄╝ė╣żĘ┬šµ║¾Ą─łDą╬ĪŻ
ĪĪĪĪ3.2.4 Š½╝ė╣żöĄ┐žŠÄ│╠
ĪĪĪĪį┌Ė▀╦┘ŪąŽ„Š½╝ė╣ż▀^│╠ųąŻ¼×ķ┴╦┤_▒Ż║ŃČ©Ą─Š½╝ė╣żėÓ┴┐Ż¼ėąęįŽ┬Äū³cę¬Ū¾ĪŻ
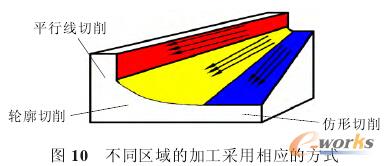
ĪĪĪĪŻ©1Ż®▓╔ė├ fP ╣ż╦ć┤_▒ŻĖ▀╦┘Ė▀Š½Č╚╝ė╣ż▒Ē├µĪŻį┌Ė▀╦┘ŪąŽ„Š½╝ė╣ż▀^│╠ųąŻ¼▓╔ė├ f=P Ą─ŃŖŽ„ĘĮ╩ĮūŅ×ķ║Ž▀mĪŻ╚ńłD 9 ╦∙╩ŠĪŻ
ĪĪĪĪŻ©2Ż®▓╔ė├▀MĮo╦┘┬╩═╦ĄČĄ─ĘĮ╩Į═╦ĄČĪŻ
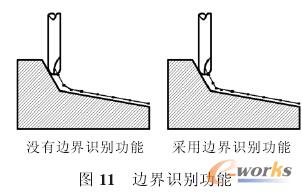
ĪĪĪĪŻ©3Ż®ßśī”╣ż╝■▓╗═¼ģ^ė“▓╔ė├ŽÓæ¬Ą─╝ė╣żĘĮ╩ĮĪŻ╚ńłD10 ╦∙╩ŠĪŻ
ĪĪĪĪŻ©4Ż®æ¬ė├▀ģĮńūRäe╣”─▄Ż¼╚ńłD 11 ╦∙╩ŠĪŻ
ĪĪĪĪŻ©5Ż®▒ŻūC╝ė╣ż▄ē█EĄ─ę╗ų┬ąįĪŻ
ĪĪĪĪ3.3 ▓ÕŃŖ╝ė╣ż╝╝ąg
ĪĪĪĪ▓ÕŃŖ╝ė╣żæ¬ė├į┌Ė▀Ūą│²┬╩Ą─Įī┘ŪąŽ„╔ŽŠ▀ėąśO┤¾Ą─ā×ä▌Ż¼ė╔ė┌▓ÕŃŖ╝ė╣żŠ▀ėą▀MĮo╦┘Č╚▌^Ą═Ą─╠ž³cŻ¼ī”ė┌ļy╝ė╣żŅÉ┴Ń╝■Ą─░╝▓█ĪóŪ·├µŻ¼ęį╝░ĄČŠ▀æę╔ņķLČ╚▌^┤¾Ą─┴Ń╝■╝ė╣żŻ¼▓ÕŃŖ╝ė╣żĘĮ╩Į▒╚│ŻęÄĄ─╝ė╣żĘĮĘ©Š▀ėąśO┤¾Ą─ā×ä▌Ż¼▓óŪę─▄ē“īŹ¼FĖ▀£ž║ŽĮ▓─┴ŽĄ─Ūą▓█╝ė╣żĪŻÅ─┘|┴┐╔Žė^▓ņŻ¼▓ÕŃŖĘ©┐╔ĮĄĄ═ŪąŽ„┴”Ż¼£pąĪ╣ż╝■Ą─ūāą╬┴┐Ż¼Ūę┐╔┐sČ╠ę╗░ļęį╔ŽĄ─╝ė╣żĢrķgĪŻ
ĪĪĪĪę╗░ŃüĒųvŻ¼▓ÕŃŖ╝ė╣ż╝╝ągį┌ā╔ĘNŪķørŽ┬ūŅ─▄ē“¾w¼F│÷╦³Ą─ā×ä▌ĪŻĄ┌ę╗ĘN╩Ū╝ė╣żę¬Ū¾Įī┘Ūą│²┬╩Ė▀Ą─┴Ń╝■Ż¼▓╔ė├▓ÕŃŖ╝╝ąg─▄ē“ėąą¦Ąž┐sČ╠╝ė╣żĢrķgŻ╗┴Ēę╗ĘN╩Ū«ö╝ė╣ż╚╬äšę¬Ū¾ĄČŠ▀▌SŽ“ķLČ╚▌^┤¾ĢrŻ©╚ńŃŖŽ„┤¾░╝Ū╗╗“╔Ņ▓█Ż®Ż¼▓╔ė├▓ÕŃŖ╝╝ąg─▄ē“ėąą¦Ąž£pąĪÅĮŽ“ŪąŽ„┴”Ż¼╩╣ŲõŠ▀ėąĖ³Ė▀Ą─╝ė╣żĘĆČ©ąįĪŻ
ĪĪĪĪ╝ė╣żļy╝ė╣żŅÉ┴Ń╝■ųąĄ─Å═ļsĮYśŗ╝■Ģr,Å─├½┼„ÕæįņĄĮūŅĮKą╬│╔╦∙ąĶ┴Ń╝■┤µį┌ų°įSČÓļyŅ}ĪŻßśī”ąĶę¬Ūą│²┤¾┴┐ČÓėÓ▓─┴ŽĄ─å¢Ņ}Ż¼╠ß│÷┴╦ę╗ĘNąąų«ėąą¦Ą─ĘĮĘ©—┴Ń╝■═©Ą└╬Õū°ś╦▓ÕŃŖ┤ų╝ė╣żĘĮĘ©ĪŻ└¹ė├ų▒╝y├µ▒ŲĮ³╚~ą═Ū·├µŻ¼Ą├ĄĮ═©Ą└┤ų╝ė╣ż▓┐ĘųĄ─▀ģĮń▌å└¬Ż╗└¹ė├ĄČą─▄ē█EŠĆ║═ĄČ▌S“īäėŠĆ╔ŽĄ─ī”欳cŻ¼─▄ē“ęÄäØ│÷ŃŖ┤ų╝ė╣ż╚~▒P═©Ą└ĢrĄ─ū▀ĄČ▄ē█EĪŻ═©▀^īŹ“×öĄō■“×ūCŻ¼▓╔ė├▓ÕŃŖĄ─ĘĮ╩Į─▄ē“│╔╣”▒▄├Ōį┌┤ų╝ė╣ż▀^│╠ųą╦∙«a╔·Ą─š±äėŻ¼▓ó╩╣ķ_╩Į┴Ń╝■Ą─┤ų╝ė╣żą¦┬╩┤¾┤¾╠ßĖ▀ĪŻ
ĪĪĪĪ3.4 ö[ŠĆ╝ė╣ż╝╝ąg
ĪĪĪĪ“ö[ŠĆ”╝ė╣żĖ▀╦┘ŃŖŽ„╝╝ągæ¬ė├ĘŪ│ŻÅVĘ║Ż¼ę“×ķŪąŽ„Ą─ĄČŠ▀╩Ūčžų°ę╗Śl╣╠Č©░ļÅĮĄ─Ū·ŠĆ▀Mąą▀\äėŻ¼╦∙ęį
ĪĪĪĪį┌š¹éĆ╝ė╣ż▀^│╠ųą┐╔╩╣ĄČŠ▀─▄ē“╩╝ĮK▒Ż│ųę╗ų┬Ą─▀MĮo┬╩ĪŻ╠žäeßśī”ļy╝ė╣żĄ─▓─┴ŽŻ¼─▄ē“┤¾Ę∙Č╚╚ź│²├½┼„▓─┴ŽŻ¼ėąą¦Ąž╠ßĖ▀╝ė╣żą¦┬╩Ż¼ę“┤╦Š▀ėą¤o┐╔│¼įĮĄ─ā×ä▌ĪŻ╚ńłD 12 ╦∙╩ŠĪŻ

ĪĪĪĪ▓╔ė├ö[ŠĆ╩ĮĄ─Ė▀╦┘ŃŖŽ„╝ė╣żŻ¼ĄČŠ▀╩╝ĮK╠Äė┌╚½ĘĮ╬╗Ą─äėæBŪąŽ„ĀŅæBĪŻę“×ķĄČ¾wčžų▄▀ģŠ∙ä“╩▄┴”Ż¼Įø▀^łAĮŪ╠Ä└Ēš¹éĆŪąĄČ▄ē█E│╔×ķę╗Ślę╗ļAī¦öĄ╣Ō╗¼▀B└mŪ·ŠĆŻ¼╦∙ęįĄČŠ▀Äū║§▓╗┤µį┌ŲŻä┌ŲŲē─ĪŻĄČŠ▀į┌Ž“Ū░ŪąŽ„▓─┴ŽĄ─═¼Ģrę▓░ķļSų°Ž“║¾Ą─┐šū▀ĄČŻ¼▀@éĆ╠ž³c╩╣ĄČŠ▀ėąūŃē“Ą─└õģsĢrķgŻ¼Å─Č°┤¾┤¾╠ßĖ▀ŪąŽ„ŁhŠ│Ą─┘|┴┐Ż¼čėķLĄČŠ▀Ą─╩╣ė├ē█├³ĪŻ
ĪĪĪĪ3.5 öĄ┐ž╝ė╣ż╠ōöMĘ┬šµ╝╝ąg
ĪĪĪĪöĄ┐ž╝ė╣ż╠ōöMĘ┬šµ╝╝ągĄ─░lš╣┌ģä▌ėąā╔ĘNŻ¼ę╗╩Ūæ¬ė├Ę┬šµ▄ø╝■üĒ─ŻöM’@╩Šū▀ĄČĄ─▄ē█EŻ¼▓󊽣╩┼ąöÓ│÷ĄČŖA║═ĄČŠ▀┼c╣ż╝■╝░ŲõŖAŠ▀ų«ķg╩Ūʱ┤µį┌Ė╔╔µŻ╗Č■╩ŪĮŌ╬÷Ė▀╦┘ŪąŽ„╝ė╣ż▀^│╠ųą│÷¼FĄ─╬’└Ē¼FŽ¾Ż¼▓╔╝»ę╗ŽĄ┴ą▀B└mĄ─ŪąŽ„▀^│╠Ż¼▓ó═©▀^ėŗ╦ŃÖC─ŻöM│÷üĒŻ¼╚╗║¾ī”─ŻöMĮY╣¹▀MąąĘų╬÷║═蹊┐ĪŻ─┐Ū░▀@ĒŚ╝╝ąg╔ą╬┤╚ĪĄ├└ĒŽļ│╔╣¹Ż¼▀Ćėą┤²▀Mę╗▓Į蹊┐ĪŻ
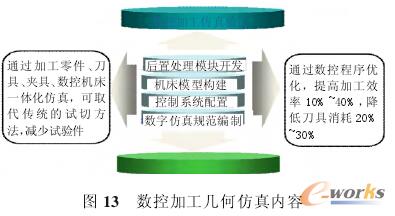
ĪĪĪĪ3.5.1 öĄ┐ž╝ė╣żÄū║╬Ę┬šµ
ĪĪĪĪöĄ┐ž╝ė╣żÄū║╬Ę┬šµā╚╚▌╚ńłD 13 ╦∙╩ŠĪŻ
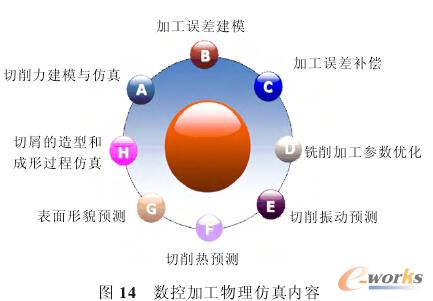
ĪĪĪĪ3.5.2 öĄ┐ž╝ė╣ż╬’└ĒĘ┬šµ
ĪĪĪĪöĄ┐ž╝ė╣ż╬’└ĒĘ┬šµā╚╚▌╚ńłD 14 ╦∙╩ŠĪŻ
ĪĪĪĪ3.5.3 ╝ė╣żĘ┬šµ╝╝ągį┌░läėÖCųŲįņųąĄ─æ¬ė├
ĪĪĪĪŻ©1Ż®░läėÖCĄõą═┴Ń╝■╝ė╣żųą┼÷ū▓Ė╔╔µ░▓╚½Öz£yŻ╗
ĪĪĪĪŻ©2Ż®░läėÖCĄõą═┴Ń╝■╝ė╣żūāą╬ŅA£y║═┐žųŲŻ╗
ĪĪĪĪŻ©3Ż®░läėÖCĄõą═┴Ń╝■╝ė╣żģóöĄā×╗»Ż╗
ĪĪĪĪŻ©4Ż®Į©┴ó░läėÖCĄõą═┴Ń╝■╝ė╣żĄČŠ▀ā×▀xĘĮ░ĖĪŻ
4 ąĪ ĮY
ĪĪĪĪļSų°░läėÖC▓─┴Žąį─▄Ą─▓╗öÓ╠ßĖ▀Ż¼ī”╝ė╣ż╝╝ąg╦«ŲĮĄ─ę¬Ū¾ę▓ļSų«╠ßĖ▀Ż¼╝ė╣ż╝╝ąg╝░╝ė╣żįOéõĄ─Ė─▀M║═╠ß╔²╩Ū▒ž╚╗Ą─┌ģä▌Ż¼─┐Ū░░läėÖCųŲįņśIūŅ×ķĻPūóĄ─å¢Ņ}╩Ūļy╝ė╣żŅÉ┴Ń╝■öĄ┐ž╝ė╣ż╝╝ągĪŻę“×ķĖ³╝ė┐ņĮ▌ėąą¦Ąž╝ė╣ż┴Ń╝■Ż¼▓╗āH─▄ē“ØMūŃ░läėÖCųŲįņśI░lš╣æ┬įĄ─ąĶ꬯¼Č°Ūę─▄ē“┐ņ╦┘╠ß╔²░läėÖCųŲįņśIĄ─╝╝ąg─▄┴”ĪŻ
║╦ą─ĻPūóŻ║═ž▓ĮERPŽĄĮyŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śIäšŅIė“ĪóąąśIæ¬ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śIäš╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśIäšŅIė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śIĻPūóERP╣▄└ĒŽĄĮyĄ─║╦ą─ŅIė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śIą┼Žó╗»Į©įO╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://www.lukmueng.com/
▒Š╬─ś╦Ņ}Ż║öĄ┐ž╝ė╣ż╝╝ągį┌ļy╝ė╣żŅÉ┴Ń╝■╔ŽĄ─æ¬ė├
▒Š╬─ŠWųĘŻ║http://www.lukmueng.com/html/support/11121516374.html






















