



1 Īóą“čį
┐šē║ÖCų„ę¬ė├ė┌×ķ╔·«a╠ß╣®ÜŌį┤Ż¼Ųõī”╣żśI╔·«aĄ─š²│Ż▀\ąąėąų°┼eūŃ▌pųžĄ─Ąž╬╗ĪŻļSų°ć°╝ę╣Ø─▄£p┼┼║═ŠG╔½╔·«aš■▓▀Ą─╠ß│÷Ż¼ęį╝░ĮĄĄ═įOéõĄ─ōp║─Īó£p╔┘įOéõŠSūo┘Mė├Ą╚ę¬Ū¾Ż¼╚ń║╬║Ž└ĒĄž╩╣ė├ĪóŠSūoįOéõęč│╔×ķĻPµIŻ¼Č°▓╔ė├╚╦╣ż▓┘ū„ĘĮ╩Į▀MąąįOéõĄ─č▓ÖzĪó╣╩šŽĄ─ėøõøĪóįOéõĀŅæBĄ─ŪąōQĄ╚╣żū„ĘĮ╩Įęčć└ųžė░Ēæ╣żśI╔·«aĄ─ą¦┬╩║═▀\ąą┐╔┐┐ąįĪŻ▒Š╬─ęį─│╗»╣żÅS┐šē║ÖC▀h│╠▒O┐žĒŚ─┐×ķģó┐╝Ż¼▓╔ė├╬„ķTūėS7-300ŽĄ┴ąPLCū„×ķ┐žųŲŽĄĮyŻ¼īŹ¼F┐šē║ÖCŽĄĮyĄ─ūįäė▀\ąą║═▀h│╠▒O┐žĪŻ
2 ĪóŽĄĮyĖ┼╩÷
įō╗»╣żÅSųąŻ¼┐žųŲķyĄ─äėū„ĪóÜŌäėįOéõĄ─▀\ąąĪó─│ą®ģ^ė“Ą─ŪÕØŹĄ╚Č╝ąĶę¬ė├ĄĮē║┐s┐šÜŌŻ¼ę“┤╦ÜŌį┤╣▄Ą└ā╚Ą─ē║┴”ąĶŠS│ųį┌ę╗Č©Ą─ĘČć·ā╚Ż¼ęį▒ŻūCŽÓĻPįOéõĄ─š²│Ż╣żū„Ż¼═¼ĢrŻ¼ę▓ę¬▒▄├Ō▀^Ė▀Ą─ē║┴”įņ│╔─▄į┤Ą─└╦┘MĪŻ×ķīŹ¼F╔Ž╩÷ę¬Ū¾Ż¼▓╔ė├PLC┐žųŲŽĄĮyüĒīŹ¼F┐šē║ÖCĖ„ŅÉģóöĄĄ─▓╔╝»Ż¼╚ń£žČ╚Īóē║┴”Īó╣żū„ĀŅæBĪó▀\ąąĢrķgĪó╣╩šŽĀŅæBĄ╚Ż¼═¼Ģr┐žųŲ┐šē║ÖCĄ─åó═Żęį╝░▀\ąąĀŅæBĄ─ųĖ╩ŠĪŻ▓┘ū„╚╦åT┐╔ęį═©▀^ųą┐ž╩ęĄ─ųąčļ┐žųŲėŗ╦ŃÖCūx╚Ī┐šē║ÖCĄ─╣żū„ĀŅæBĪó░l╦═┐žųŲųĖ┴ŅĄ╚▓┘ū„Ż¼ę▓┐╔ęį═©▀^¼Fł÷▓┘ū„▓┐╝■Ż©ė|├■Ų┴Ż®▀Mąą╔Ž╩÷┐žųŲųĖ┴ŅĄ─▓┘ū„ĪŻ
3 Īó┐šē║ÖC┐žųŲŽĄĮyĮYśŗ
┐šē║ÖC┐žųŲŽĄĮyų„ę¬ė╔┐žųŲī”Ž¾Ż©┐šē║ÖCŻ®Īóųąčļ┐žųŲėŗ╦ŃÖCĪóPLC┐žųŲŽĄĮyĪóé„Ėąūā╦═å╬į¬Īó¼Fł÷ė|├■Ų┴Ą╚▓┐ĘųĮM│╔Ż¼┐žųŲŽĄĮyĮYśŗ╚ńłD1╦∙╩ŠĪŻłDųąŻ¼ PSŻ©Power SupplyŻ®×ķļŖį┤─ŻēKŻ¼CPU×ķ╠Ä└Ēå╬į¬─ŻēKŻ¼CP×ķęį╠½ŠW═©ėŹ─ŻēKŻ¼ AI/AO×ķ─ŻöM┴┐▌ö╚ļ▌ö│÷─ŻēKŻ¼DI/DO×ķöĄūų┴┐▌ö╚ļ▌ö│÷─ŻēKĪŻ
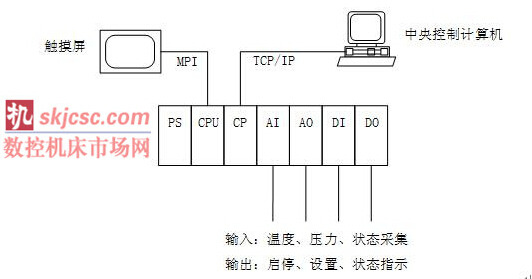
łD1 ┐žųŲŽĄĮyĮYśŗ┐“łD
▒ŠŽĄĮyųąŻ¼┐šē║ÖCĄ─┐žųŲėąā╔ĘN─Ż╩ĮŻ║▒ŠĄž┐žųŲ║═▀h│╠┐žųŲŻ¼┐╔ęį═©▀^ę╗éĆ▒ŠĄž/▀h│╠ŪąōQķ_ĻP▀Mąąā╔ĘN┐žųŲ─Ż╩ĮĄ─ŪąōQĪŻ┐šē║ÖCĄ─▀\ąąĀŅæB║═£žČ╚Īóē║┴”Ą╚ģóöĄŻ¼Ęųäeé„╦═ĮoPLC║═ųąčļ┐žųŲėŗ╦ŃÖCė├ė┌ĀŅæB’@╩ŠŻ¼«ö▀xō±─│ĘN┐žųŲ─Ż╩ĮĢrŻ¼ŽÓæ¬Ą─┐žųŲå╬į¬ī”½@Ą├Ą─ĀŅæBģóöĄ▀MąąĘų╬÷║═▀ē▌ŗ┼ąöÓ╠Ä└ĒŻ¼▓ó┐žųŲ┐šē║ÖCĄ─åóäė║══Żų╣Ż¼ęÓ╝┤Ż¼«ö▀xė├▒ŠĄž─Ż╩ĮĢrŻ¼PLCł╠ąą╔Ž╩÷▓┘ū„Ż¼«ö▀xė├▀h│╠─Ż╩ĮĢrŻ¼ųąčļ┐žųŲėŗ╦ŃÖCł╠ąą╔Ž╩÷▓┘ū„ĪŻį┌▀h│╠─Ż╩ĮŽ┬Ż¼ųąčļ┐žųŲėŗ╦ŃÖC░l│÷Ą─ųĖ┴ŅąĶę¬═©▀^PLCüĒ┐žųŲ┐šē║ÖCĄ─åóäė║══Żų╣ĪŻ
▒ŠŽĄĮyųąĄ─┐šē║ÖCĘų×ķ╚²ĮMŻ¼ŲõųąŻ¼Ą┌ę╗ĮM║═Ą┌Č■ĮM╗ź×ķéõÖCŻ¼Ą┌╚²ĮM×ķĄ┌ę╗ĮM║═Ą┌Č■ĮMĄ─╣▓ė├éõÖCĪŻį┌▓╗═¼Ą─ē║┴”Ž▐ųĄŚl╝■Ž┬Ż¼╚²ĮM┐šē║ÖCĖ∙ō■įOėŗĄ─┤╬ą“ę└┤╬åóäė║══ŻÖCĪŻ▒ŠŽĄĮyųąĄ─┐žųŲī”Ž¾×ķ╚²ĮM┐šē║ÖCĮM│╔Ą─ąĪą═ŽĄĮyŻ¼╣╩▓╔ė├╬„ķTūėS7-300ŽĄ┴ąPLC╝┤┐╔═Ļ│╔┐šē║ÖCĮMŽÓĻPģóöĄĄ─īŹĢrÆ▀├Ķ║═▀\╦ŃŻ¼ęį╝░┼cųąčļ┐žųŲėŗ╦ŃÖC║═¼Fł÷ė|├■Ų┴ų«ķgĄ─═©ėŹ║═öĄō■é„▌öĪŻ
3.1 PLCŠWĮj═©ėŹ
ė╔ė┌┐šē║ÖCŽĄĮyąĶę¬īŹ¼F▀h│╠║═▒ŠĄžā╔ĘN┐žųŲ─Ż╩ĮĄ─ŪąōQ▀\ąąŻ¼PLCąĶę¬┼cųąčļ┐žųŲėŗ╦ŃÖC║═¼Fł÷ė|├■Ų┴ų«ķg▀MąąīŹĢrĄ─═©ėŹ║═öĄō■é„▌öĪŻį┌▒ŠŽĄĮyųąŻ¼PLC┼cųąčļ┐žųŲėŗ╦ŃÖCų«ķg▓╔ė├╣żśIęį╠½ŠWĄ─═©ėŹĘĮ╩ĮŻ¼Č°┼c¼Fł÷ė|├■Ų┴ų«ķg▓╔ė├MPIŠWĮj═©ėŹĘĮ╩ĮĪŻ
1Ż® ╣żśIęį╠½ŠW═©ėŹ
ė╔ė┌┐šē║ÖCĄ─░▓čb¼Fł÷┼cųąčļ┐žųŲ╩ęų«ķgĄ─ŠÓļx║▄▀hŻ¼╣╩PLC┼cųąčļ┐žųŲėŗ╦ŃÖCų«ķgĄ─▓╔ė├╣żśIęį╠½ŠWģfūh▀MąąŠWĮj═©ą┼Ż¼╝┤PLC═©▀^ęį╠½ŠW═©ėŹ─ŻēKė├╣Ō└wµ£┬Ę┼cųąčļ┐žųŲėŗ╦ŃÖCŽÓ▀BĮėĪŻęį╠½ŠW═©ėŹ─ŻēKŻ©CP343-1Ż®Š▀ėąRJ-45Įė┐┌Ż¼▓╔ė├─ŻēK╗»įOėŗŻ¼╣”─▄┼õų├║åå╬Ż¼▒Ńė┌─ŻēKĄ─öUš╣Ż¼┐╔ęįĖ∙ō■▓╗═¼Ą─ąĶę¬ņ`╗ŅĮM║Ž║═öUš╣ĪŻ
2Ż® MPIŠWĮj═©ėŹ
PLC┼c¼Fł÷ė|├■Ų┴Č╝░▓čbį┌┐šē║ÖCĖĮĮ³Ż¼Č■š▀ŠÓļx▌^Į³Ż¼╣╩Å─PLCĄĮ¼Fł÷ė|├■Ų┴Ą─═©ėŹ▓╔ė├MPIŠWĮjŻ¼╩╣ė├╬„ķTūėīŻė├Ą─PC Adapter▀BĮėļŖ└|Ż¼▀BĮėCPUĄ─MPIČ╦┐┌║═ė|├■Ų┴Ą─RS232┐┌ĪŻ▓╔ė├MPIŠWĮj═©ėŹĘĮ╩ĮĮėŠĆ║åå╬Ż¼ęūė┌ŠSūoŻ¼═¼Ģr▓╗į÷╝ėŅ~═ŌĄ──ŻēKŻ¼╣Ø╩Ī│╔▒ŠĪŻ¼Fł÷ė|├■Ų┴▓╔ė├ŪČ╚ļ╩ĮĄ═╣”║─įOėŗŻ¼Š▀ėąCOMĮė┐┌║═USBĮė┐┌Ż¼▒Ńė┌öUš╣æ¬ė├ĪŻ▓╔ė├Ė▀┴┴Č╚TFTę║Š¦’@╩ŠŲ┴ęį▀mė┌╣żū„¼Fł÷Ą─æ¬ė├ĪŻ
3.2 ╚╦ÖCĮń├µŻ©HMIŻ®
╚╦ÖCĮń├µŻ©HMIŻ®Ą─įOėŗ░³└©ā╔éĆĘĮ├µŻ║ųąčļ┐žųŲėŗ╦ŃÖCĄ─╚╦ÖCĮń├µįOėŗ║═¼Fł÷ė|├■Ų┴Ą─╚╦ÖCĮń├µįOėŗŻ¼Č■š▀▓╔ė├Ą─ĮMæB▄ø╝■▓╗═¼Ż¼Ą½į┌«ŗ├µ║═ą┼Žó’@╩Š╔Žę╗ų┬ĪŻį┌ųąčļ┐žųŲėŗ╦ŃÖC╔Ž▓╔ė├╬„ķTūėWinCCĮMæB▄ø╝■üĒŠÄ▌ŗ╚╦ÖCĮń├µŻ¼ė├üĒ’@╩Š┐šē║ÖCĄ─╦∙ėąģóöĄą┼Žó║═╣╩šŽł¾Š»ą┼╠¢Ż¼ęį╝░ų„ļŖį┤╗ž┬ĘĄ─ŽÓĻPģóöĄĪóĀŅæBĪó£žČ╚║═ē║┴”Ū·ŠĆĄ╚ĪŻ▓┘ū„╚╦åT▀Ć┐╔ęį═©▀^ųąčļ┐žųŲėŗ╦ŃÖCĄ─╚╦ÖCĮń├µ░l│÷┐žųŲ┐šē║ÖCåó═ŻĪóų„ļŖį┤╗ž┬Ęķ]║ŽöÓķ_Ą─├³┴ŅĪŻųąčļ┐žųŲėŗ╦ŃÖCūįäėėøõøŽĄĮy▀\ąą╚šųŠŻ¼░┤ĢrķgėøõøĖ„ĘNł¾Š»ą┼Žó╝░╣╩šŽ░l╔·ĢrĄ─▓┘ū„ą┼ŽóŻ¼┐╔▀Mąą▓ķįā║═┤“ėĪ▌ö│÷ĪŻ
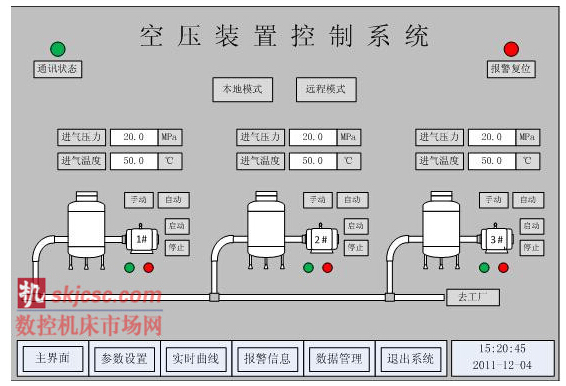
łD2 ╚╦ÖCĮń├µĮMæBłD
ė|├■Ų┴Ą─╚╦ÖCĮń├µ▓╔ė├HMIBuilder▄ø╝■üĒŠÄ▌ŗīŹ¼FŻ¼į┌ė|├■Ų┴Ą─Įń├µ╔Žę▓ėą╗∙▒ŠŽÓ═¼Ą─ģóöĄą┼ŽóŻ¼ę▓┐╔ęįÅ─ė|├■Ų┴╔Ž░l│÷ŽÓæ¬Ą─┐žųŲ├³┴ŅĪŻ
4Īó ŽĄĮy┐╔┐┐ąį
ŽĄĮyĄ─┐╔┐┐ąį░³└©ā╔éĆĘĮ├µŻ║┐šē║ÖCĄ─┐╔┐┐ąį║═PLC┐žųŲŽĄĮyĄ─┐╔┐┐ąįĪŻī”ė┌┐šē║ÖCĄ─┐╔┐┐ąįŪ░╬─ęčėą╦∙╠ß╝░Ż¼╝┤▓╔ė├╚²éĆ┐šē║ÖCĮMŻ¼░┤ų„ĪóéõĘĮ╩Į╣żū„Ż¼ęį▒ŻūC┐šē║ŽĄĮyĄ─š¹¾w┐╔┐┐ąįĪŻ
į┌īŹļH╔·«a▀^│╠ųąŻ¼┐šē║ÖC├┐╠ņ24ąĪĢr▀B└m▀\ąąČ°▓╗─▄═ŻÖCŻ¼▀@ī”PLCĄ─┐╔┐┐ąį╠ß│÷┴╦ć└Š■┐╝“×ĪŻ×ķ╠ßĖ▀ŽĄĮyĄ─┐╔┐┐ąįŻ¼▓╔ė├╚▀ėÓ┐žųŲ╝╝ąg╩Ūėąą¦ĘĮĘ©║═ų„ę¬┤ļ╩®ĪŻCPU╚▀ėÓ┐žųŲ╩╣Ą├ŽĄĮyį┌▀\ąąĢr▓╗╩▄Šų▓┐å╬ę╗╣╩šŽĄ─ė░Ēæ, ┐╔īŹ¼Fį┌ŠĆŠSūoŻ¼═¼Ģr, ╣╩šŽ▓┐╝■ļxŠĆŠSą▐ę▓▓╗ė░ĒæŽĄĮyš²│Ż▀\ąą, Å─Č°┐╔▀_ĄĮ╠ßĖ▀ŽĄĮy┐╔┐┐ąį║═ĮĄĄ═╩¦ą¦┬╩Ą──┐Ą─ĪŻ
╚▀ėÓ┐žųŲĘĮ╩Į░³└©ė▓╝■╚▀ėÓ║═▄ø╝■╚▀ėÓā╔ĘNĘĮ╩ĮĪŻė▓╝■╚▀ėÓąĶę¬ā╔╠ūŽÓ═¼Ą─┐žųŲŽĄĮyŻ¼Ęųäe×ķų„ŽĄĮy║═éõŽĄĮyŻ¼═¼Ģr▀ĆąĶīŻė├Ą─¤ßéõ─ŻēKīŹĢrÖz£yų„ŽĄĮyĄ─╣żū„ĀŅæBŻ¼ęį▒Ń╝░ĢrŪąōQ┐žųŲÖÓĪŻė▓╝■╚▀ėÓĘĮ╩Į┐žųŲę¬Ū¾Ė▀Ż¼│╔▒ŠĖ▀ĪŻ▄ø╝■╚▀ėÓĘĮ╩Į▓╗ąĶę¬īŻė├Ą─¤ßéõ─ŻēKŻ¼▓╔ė├▄ø╝■ŠÄ│╠Ą─ĘĮ╩ĮīŹ¼F┐žųŲÖÓĄ─ŪąōQ, ČÓė├ė┌┐žųŲę¬Ū¾▓╗╩«Ęųć└Ė±Ą─ł÷║ŽŻ¼ņ`╗ŅąįÅŖŻ¼│╔▒ŠĄ═ĪŻ▒Š└²ųąŻ¼Ė∙ō■┐šē║ŽĄĮyĄ─╣żū„╠ž³cŻ¼▓╔ė├▄ø╝■╚▀ėÓ┐žųŲĘĮ╩ĮĪŻ
▄ø╝■╚▀ėÓ┐žųŲŽĄĮyĮYśŗ╚ńłD3╦∙╩ŠĪŻųąčļ┐žųŲėŗ╦ŃÖC═©▀^ęį╠½ŠWĮ╗ōQÖC┼c¼Fł÷PLC═©ėŹŻ¼▓ó▒O┐žŲõ╣żū„ĀŅæBĪŻ¼Fł÷PLC┼õų├ŽÓæ¬Ą─═©ėŹĮė┐┌┼cųąčļ┐žųŲėŗ╦ŃÖC║═Ė„I/O─ŻēKŲ„═©ėŹŻ¼ā╔╠ū¼Fł÷PLCŽĄĮyŽÓ╗ź¬Ü┴óĪŻųąčļ┐žųŲėŗ╦ŃÖCīŹĢr▒O┐žā╔╠ūPLCŽĄĮyŻ¼«öų„ŽĄĮyųąĄ─╚╬║╬ę╗éĆĮM╝■│÷ÕeŻ¼┐žųŲ╚╬äšĢ■ūįäėŪąōQĄĮéõė├ŽĄĮyųął╠ąąŻ¼ŽĄĮy┐žųŲŲ„ŪąōQĢrīó▀Mąąš¹¾wŪąōQŻ¼░³└©ļŖį┤ĪóCPUĪóĮė┐┌─ŻēKĄ╚ĪŻ
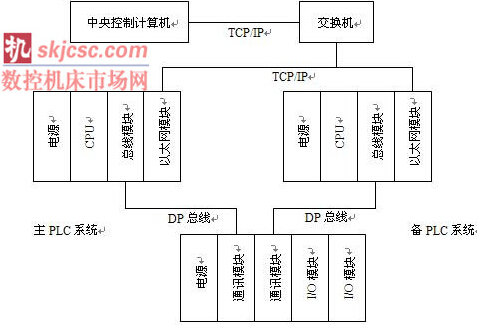
łD3 ▄ø╝■╚▀ėÓ┐žųŲŽĄĮyĮYśŗ
5 Īó│╠ą“įOėŗ
▒Š└²ųąŻ¼┐šē║ÖC┐žųŲŽĄĮyĄ─│╠ą“įOėŗ░³└©╚²éĆĘĮ├µŻ║▀h│╠▒O┐ž│╠ą“Ą─įOėŗĪóPLC┐žųŲ│╠ą“įOėŗĪó╚▀ėÓ┐žųŲ│╠ą“įOėŗĪŻ
1Ż® ▀h│╠▒O┐ž│╠ą“įOėŗ
▀h│╠▒O┐ž│╠ą“į┌ųąčļ┐žųŲėŗ╦ŃÖCųą▀\ąąŻ¼Ųõ╣”─▄╩Ūūx╚Ī┐šē║ÖC╣żū„ĀŅæBģóöĄŻ¼░l╦═┐šē║ÖCĄ─┐žųŲųĖ┴ŅŻ¼īŹ¼F┐šē║ÖCŽĄĮy╣żū„ĀŅæBģóöĄĄ─īŹĢrūx╚Ī║═▀h│╠┐žųŲ┐šē║ÖCĄ─åó═ŻĄ╚ĪŻ
2Ż® PLC┐žųŲ│╠ą“įOėŗ
PLC┐žųŲ│╠ą“Ą─ŠÄųŲ▓╔ė├╬„ķTūėīŻė├Ą─ŠÄ│╠╣żŠ▀STEP7Ż¼═©▀^STEP7ė├æ¶┐╔ęį▀MąąŽĄĮy┼õų├║═│╠ą“Ą─ŠÄīæĪóš{įćĪóį┌ŠĆį\öÓPLCė▓╝■┼õų├ĀŅæBĪŻ
Ė∙ō■╔·«aę¬Ū¾Ż¼PLCąĶę¬═Ļ│╔ī”┐šē║ÖCĄ─▒ŠĄž║═▀h│╠┐žųŲŻ¼═©▀^ŪąōQķ_ĻP┐╔ęįīŹ¼F┐šē║ÖCĄ─▒ŠĄž┐žųŲ║═▀h│╠┐žųŲĪŻī”ė┌╚²ĮM┐šē║ÖCŻ¼×ķ║Ž└Ē└¹ė├įOéõŻ¼▒▄├Ōę“ķLĢrķg╩╣ė├═¼ę╗ĮM┐šē║ÖCŻ¼│╠ą“įOėŗųą┐╔īŹ¼FČ©ĢrŪąōQ▓╗═¼┐šē║ÖCŻ¼╝┤ę╗éĆ▀\ąąų▄Ų┌ĮY╩°║¾ūįäėŪąōQ╚²ĮM┐šē║ÖCĄ─ų„Å─ĻPŽĄĪŻ«öÖz£yĄĮ╣▄Ą└ā╚ē║┴”ųĄĄ═ė┌ę╗Č©╦«ŲĮĢrŻ¼═¼Ģrķ_åó╚²┼_ē║┐sÖCŻ¼«öē║┴”ųĄĖ▀ė┌ę╗Č©╦«ŲĮĢrŻ¼ĻPķ]▌oų·Ą─┐šē║ÖCŻ¼ų„┐šē║ÖC▀B└m╣żū„ęįŠS│ų╣▄Ą└ē║┴”ĪŻ«ö┐šē║ÖCėą╣╩šŽł¾Š»ĢrŻ¼ūįäėĻPķ]«öŪ░ų„┐šē║ÖCŻ¼═¼Ģråóäėéõ┐šē║ÖCŻ¼▓óį┌ė|├■Ų┴╝░ųąčļ┐žųŲėŗ╦ŃÖC╔Ž’@╩Šł¾Š»ą┼ŽóĪŻ
3Ż® ╚▀ėÓ┐žųŲ│╠ą“įOėŗ
╚▀ėÓ┐žųŲ│╠ą“░³└©ųąčļ┐žųŲėŗ╦ŃÖCĄ─╚▀ėÓ┐žųŲ▒O┐ž│╠ą“ęį╝░PLC╚▀ėÓ┐žųŲ│╠ą“ĪŻ╚▀ėÓ┐žųŲ▒O┐ž│╠ą“īŹĢr▒O┐žų„ĪóéõPLCŽĄĮyĄ─╣żū„ĀŅæBŻ¼ęį▒Ń╝░ĢrŪąōQŽĄĮy┐žųŲÖÓĪŻPLC╚▀ėÓ┐žųŲ│╠ą“┐╔ęįĘų×ķ╚▀ėÓ▓┐Ęų║═ĘŪ╚▀ėÓ▓┐ĘųĪŻ╚▀ėÓ▓┐ĘųŠ▀¾wųĖąĶę¬öĄō■═¼▓ĮĄ─│╠ą“Č╬, ęį╝░╦∙╩╣ė├Ą─öĄō■ēK,╚▀ėÓą┼Žóų„ę¬╩ŪųĖ▌ö╚ļ▌ö│÷Č╦┐┌Ą─öĄō■ą┼ŽóĪŻĘŪ╚▀ėÓ▓┐Ęųų„ę¬ųĖ▌oų·ąį─ŻēK, ╦³░³└©│§╩╝╗»─ŻēKĪóį\öÓ─ŻēKĪó╚▀ėÓ╣”─▄─ŻēKĄ╚Ż¼ĘŪ╚▀ėÓą┼Žóų„ę¬ųĖĖ„ÖCĄ─ĀŅæBą┼ŽóĪŻų„ŽĄĮyPLC ł╠ąą╚½▓┐Ą─┐žųŲ│╠ą“Ż¼éõŽĄĮyPLC ų╗ł╠ąąĘŪ╚▀ėÓ▓┐Ęų┐žųŲ│╠ą“Č╬Ż¼Č°╠°▀^╚▀ėÓ│╠ą“Č╬ĪŻ
6 ĪóĮY╩°šZ
┐šē║ÖC▀h│╠▒O┐žŽĄĮy╠ßĖ▀┴╦╣żÅSā╚┐šē║įOéõ▀\ąąĄ─ūįäė╗»│╠Č╚Ż¼ĮĄĄ═┴╦įOéõĄ─ŠSūo│╔▒ŠŻ¼═¼ĢrŻ¼▓╔ė├╚▀ėÓ┐žųŲĘĮ╩Į╠ßĖ▀┴╦ŽĄĮyĄ─┐╔┐┐ąįŻ¼«öPLCŽĄĮy│÷¼F╣╩šŽĢrŻ¼ŽĄĮy═©▀^ų„éõŪąōQŻ¼┐╔ęį▒Ż│ųŽĄĮy└^└m╣żū„, ▒▄├ŌŽĄĮy═ŻÖCė░Ēæ╔·«aĪŻ
║╦ą─ĻPūóŻ║═ž▓ĮERPŽĄĮyŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śIäšŅIė“ĪóąąśIæ¬ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śIäš╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśIäšŅIė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śIĻPūóERP╣▄└ĒŽĄĮyĄ─║╦ą─ŅIė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śIą┼Žó╗»Į©įO╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://www.lukmueng.com/
▒Š╬─ś╦Ņ}Ż║PLC╝╝ągīŹ¼F┐šē║ŽĄĮyĄ─▀h│╠▒O┐ž
▒Š╬─ŠWųĘŻ║http://www.lukmueng.com/html/support/11121515900.html






















