



└õöDē║│╔ą╬╝╝ąg╩Ūę╗ĘNĖ▀ą¦ĪóĖ▀Š½Č╚Īóā×┘|Ą═║─Īó╔┘¤oŪąą╝Ą─Ž╚▀M│╔ą╬╣ż╦ć╝╝ągŻ¼▓─┴Ž└¹ė├┬╩═©│Ż┐╔ęį▀_ĄĮ80%ęį╔ŽŻ╗ųŲįņĄ─└õöDē║╝■ūŅųž┐╔▀_30kgŻ¼ūŅ▌pų╗ėą1gŻ¼┴Ń╝■Ą─Š½Č╚┐╔▀_IT7Ī½IT8╝ēŻ¼▒Ē├µ┤ų▓┌Č╚Ra┐╔▀_0.2Ī½1.6Ż╗─┐Ū░ęčÅVĘ║æ¬ė├į┌ÖCąĄĪóŲ¹▄ćĪó║Į╠ņĪóāx▒ĒĪó┤¼▓░Īó▄Ŗ╣żĄ╚╣ż│╠ŅIė“ĪŻ
└¹ė├ėŗ╦ŃÖCĘ┬šµ─ŻöM╝╝ąg▀Mąą└õöDē║│╔ą╬ā×╗»╩Ūę╗ĘNĘŪ│ŻĖ▀ą¦Ą─蹊┐ĘĮĘ©ĪŻ▒Š╬─蹊┐Ą─«aŲĘ╩Ūęr╠ū┴Ń╝■Ż¼╩Ū║Į┐šė═▒├ųąĄ─ę╗éĆųžę¬┴Ń╝■Ż¼Ųõ▓─┴Ž×ķH65³SŃ~ĪŻįō┴Ń╝■ę¬Ū¾ėą┴╝║├Ą──═─źąį║═▌^Ė▀Ą─▒Ē├µ┘|┴┐Ż¼▓óŠ▀éõę╗Č©Ą─ė▓Č╚ĪŻłD1×ķęr╠ū┴Ń╝■└õöDē║│▀┤ńłD║═īŹ¾wįņą═łD(3/4)ĪŻ
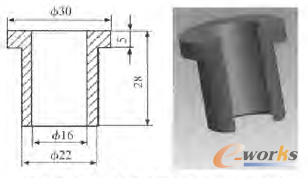
łD1 ┴Ń╝■└õöDē║│▀┤ńłD║═īŹ¾wįņą═łD(3/4)
ęr╠ū┴Ń╝■ą╬ĀŅļm╚╗║åå╬Ż¼Ą½▓╔ė├é„ĮyĄ─ÖCąĄ╝ė╣żĘĮĘ©╝╚┘M╣żĢrėų┘M▓─┴ŽŻ╗į┘š▀┴Ń╝■Ą─│▀┤ń▌^ąĪŻ¼čbŖAĪó╝ė╣żČ╝▒╚▌^└¦ļyŻ¼▒Ē├µ┘|┴┐ę▓▓╗ęū┐žųŲŻ¼Å─Č°▓╗─▄▒ŻūC┴Ń╝■╩╣ė├ąį─▄ę¬Ū¾ĪŻ
└õöDē║▀^│╠ųąĮī┘▓─┴Ž╠Äė┌ÅŖ┴ę╚²Ž“ē║æ¬┴”ĀŅæBŻ¼ūāą╬║¾▓─┴ŽŠ¦┴Ż╝Ü╗»ĪóĮM┐Śų┬├▄ŪęŠ▀ėą▀B└mĄ─└wŠS┴„Ž“Ż¼ę“Č°┐╔╩╣┴Ń╝■Ą─ÅŖČ╚ėą▌^┤¾╠ßĖ▀ĪŻę“┤╦Ż¼▓╔ė├└õöDē║│╔ą╬╣ż╦ćŠ▀ėą▌^┤¾Ą─ā×ä▌ĪŻ▒Š╬─ĮĶų·DEFORM-3DėąŽ▐į¬▄ø╝■ī”ęr╠ū│╔ą╬▀^│╠▀MąąĘ┬šµĪóĘų╬÷Ż¼ęį▒Ń╠ß│÷┐╔ąąĄ─╣ż╦ćĖ─▀M┤ļ╩®ĪŻ
1 ┴Ń╝■öDē║╣ż╦ćĘĮ░ĖĘų╬÷
Ė∙ō■╣ż╝■Ą─╠ž³cŻ¼▀xō±š²Ž“öDē║ĪŻ×ķ┴╦ŠC║Žā×╗»└õöDē║╣ż╦ćŻ¼¼FöMČ©ā╔ĘNĘĮ░ĖŻ¼▒╚▌^│╔ą╬╣ż╦ćĄ─ā×┴ėĪŻ
1.1ĘĮ░Ė1▓╔ė├īŹą─├½┼„
Ž╚ī”īŹą─┼„┴Ž▀MąąöDē║│╔ą╬Ż¼╚╗║¾į┘ø_▓├Ą¶ųąą─╠Äų▒ÅĮφ16mmĪó║±5mmĄ─▓─┴ŽŻ¼ŲõŠ▀¾wĄ─╔·«a╣ż╦ć┴„│╠×ķŻ║īŹą─┼„┴Žę╗═╦╗ę╗ēAŽ┤ę╗╦ߎ┤ę╗┴ū╗»ę╗įĒ╗»ę╗öDē║ę╗ø_┐ūŻ¼ūŅ║¾½@Ą├┴Ń╝■ĪŻ
īŹļHąĶꬥ─▓─┴Ž¾wĘe×ķ7649.04 mm3;Ė▀Č╚×ķ10.83 mmŻ¼ų▒ÅĮ×ķφ30mmĪŻ
1.2ĘĮ░Ė2▓╔ė├┐šą─├½┼„
▓╔ė├┐šą─┼„┴Žų▒ĮėöDē║│╔ą═Ż¼Ųõ╔·«a╣ż╦ć┴„│╠×ķŻ║┐šą─┼„┴Žę╗═╦╗ę╗ēAŽ┤ę╗╦ߎ┤ę╗┴ū╗»ę╗įĒ╗»ę╗öDē║│╔ą╬Ż¼½@Ą├┴Ń╝■ĪŻ
īŹļHąĶꬥ─▓─┴Ž¾wĘe×ķ6644.24 mm3;Ė▀Č╚13.14 mmŻ¼ų▒ÅĮφ30 mmĪŻ
1.3öÓ├µ╩š┐s┬╩Ą─ėŗ╦Ń
į┌╦▄ąį╝ė╣żųąŻ¼▒Ē╩Š┼„┴Žūāą╬│╠Č╚Ą─ĘĮĘ©ėąČÓĘNŻ¼╚ńöÓ├µ╩š┐s┬╩Īóī”öĄæ¬ūāĪóöDē║├µĘe▒╚Ą╚ĪŻ▒Š╬─▓╔ė├öÓ├µ╩š┐s┬╩εüĒ▒Ē╩ŠöDē║║¾┼„┴Žūāą╬│╠Č╚Ą─┤¾ąĪĪŻ
ĘĮ░Ėl║═ĘĮ░Ė2Ą─öÓ├µ╩š┐s┬╩Ęųäe×ķε1=74.7%║═ε2=64.6%ĪŻH65³SŃ~Ą─įSė├öÓ├µ╩š┐s┬╩[ε]=80%Ī½ 90%Ż¼ę“Č°▀@ā╔ĘNĘĮ░ĖĄ─öÓ├µ╩š┐s┬╩Š∙Ę¹║Žę¬Ū¾Ż¼╣╩ę╗┤╬öDē║╝┤┐╔│╔ą═ĪŻ
2 Į©┴ó─Żą═╝░ėąŽ▐į¬Ū░╠Ä└Ē
2.1─Żą═įOėŗ
Ė∙ō■─ŻŠ▀įOėŗĄ├ĄĮĄ─ĮY╣¹Ż¼▓╔ė├Pro/E 5.0▄ø╝■ī”┼„┴Ž║═─ŻŠ▀▀Mąą╚²ŠSīŹ¾wĮ©─ŻĪŻ×ķ┴╦▒ŻūCā╔ĘNĘĮ░ĖŚl╝■Ą─ŽÓ═¼Ż¼─ŻŠ▀Ą─│▀┤ń║═Ą╣ĮŪ(R1)Ą╚▒Ż│ųę╗ų┬ĪŻ×ķ┴╦║å╗»ėąŽ▐į¬Ę┬šµĄ─ėŗ╦Ń┴┐Ż¼ų╗Ūą╚Īčb┼õ¾wČ╦├µ30°Ą─┐vŽ“¾w(1/12)Ż¼Ųõįņą═ęŖłD2ĪŻīóīŹ¾wįņą═ęį*Ż«STLČ■▀MųŲ╬─╝■Ė±╩Į▌ö│÷▒Ż┤µŻ¼▓óī¦╚ļDEFORM-3DųąĪŻ
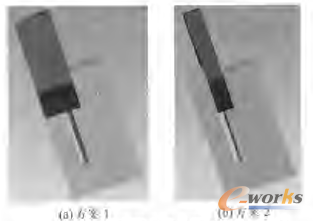
łD2 ĘĮ░Ė1║═ĘĮ░Ė2Ą─╚²ŠSĮ©─ŻłDŻ©1/12Ż®
2.2ėąŽ▐į¬Ū░╠Ä└ĒDEFORM-3DĄ─ģóöĄįOČ©
▒Š┴Ń╝■Ą─▓─┴Ž╩ŪH65³SŃ~(ī”æ¬IS0426-1:1983 CuZn35)ĪŻŲõų„ę¬│╔ĘųŻ©┘|┴┐ĘųöĄŻ¼%Ż®×ķŻ║63.5Ī½68CuŻ¼32Ī½36ZnŻ¼0.03 PbŻ¼0.5 NiĪŻ▓╔ė├▄ø╝■▓─┴ŽÄņųą┼cų«ŽÓĮ³Ą─CuZn37▓─┴Žū„×ķ┼„┴ŽĄ─▓─┴Ž▀MąąŪ¾ĮŌėŗ╦ŃŻ¼╔ŽĪóŽ┬─ŻįOų├×ķäé¾wĪŻ▓╔ė├ŽÓī”│▀┤ńäØĘųŠWĖ±Ż¼öĄ┴┐×ķ12000ĪŻ▓╔ė├╝¶Ūą─”▓┴─Żą═Ż¼┐╝æ]ĄĮ┼„┴ŽęčĮø▀Mąą┴╦┴ū╗»║═įĒ╗»╠Ä└ĒŻ¼─”▓┴ŽĄöĄįO×ķ0.12ĪŻī”ė┌─ŻŠ▀║═┼„┴ŽķgĄ─Įėė|╣½▓ŅŻ¼▄ø╝■ūįäėįOų├×ķ0.0193ĪŻ╔Ž─ŻĄ─Ž┬ē║╦┘Č╚įOų├×ķ12 mm/sĪŻ▒Š┴Ń╝■į┌│Ż£ž(20Īµ)Ž┬öDē║Ż¼▓ĮķL×ķ0.1 mmŻ¼├┐2▓Į▒Ż┤µę╗┤╬Ż¼┐é▓ĮöĄįOČ©×ķ100ĪŻ═Ļ│╔Ū░╠Ä└Ē║¾Ż¼╔·│╔*.DBĖ±╩ĮĄ─öĄō■╬─╝■Ż¼═╦│÷Ū░╠Ä└Ē─ŻēKĪŻ
3 Ę┬šµ─ŻöMĘų╬÷┼c║¾╠Ä└Ē
3.1ā╔ĘNĘĮ░ĖĄ─ĮY╣¹ī”▒╚
į┌DEFORM-3DųąČÓ┤╬▀MąąĘ┬šµ─ŻöMŻ¼┐╔ęį┐┤│÷Ż¼ĘĮ░Ė1īŹļH▀\ąąĄĮĄ┌66▓ĮŠ══Ļ│╔┴╦╣ż╝■Ą─öDē║│╔ą╬Ż¼äØĘųĄ─å╬į¬öĄ─┐×ķ8017éĆŻ¼ĮY³cöĄ─┐×ķ2036éĆŻ╗į┌Ą┌22▓ĮŻ¼ŲõĄ╚ą¦æ¬ūā║═Ą╚ą¦æ¬┴”Š∙│÷¼FūŅ┤¾ųĄŻ¼Ęųäe╩Ū10.4║═286 MPa;Įī┘ūŅ┤¾┴„╦┘52.4mm/s│÷¼Fį┌Ą┌65▓ĮŻ╗į┌╠Ņ│õöDē║ļAČ╬║═╗∙▒ŠöDē║ļAČ╬Ż¼╔Ž─ŻĄ─ūŅ┤¾▌SŽ“žō▌d15934.6N║═Ž┬─ŻĄ─ūŅ┤¾ÅĮŽ“žō▌d649.936NŠ∙│÷¼Fį┌Ą┌55▓ĮŻ╗į┌┐s╬▓öDē║ļAČ╬Ż¼╔Ž─ŻĄ─ūŅ┤¾▌SŽ“žō▌d║═Ž┬─ŻĄ─ūŅ┤¾ÅĮŽ“žō▌dĘųäe×ķ19732N║═866.287NŻ¼╝┤į┌ą═Ū╗╝┤īó│õØMĢrŻ¼ė╔ė┌öDē║╚įį┌└^└mŻ¼įņ│╔┴╦ē║┴”Ą─ČĖ╔²ĪŻ
ĘĮ░Ė2▀\ąąĄĮ96▓Į═Ļ│╔öDē║│╔ą╬Ż¼äØĘųĄ─å╬į¬öĄ─┐×ķ8063éĆŻ¼ĮY³cöĄ─┐×ķ2045éĆŻ╗į┌Ą┌8▓ĮŻ¼ŲõĄ╚ą¦æ¬ūā║═Ą╚ą¦æ¬┴”Š∙│÷¼FūŅ┤¾ųĄŻ¼Ęųäe╩Ū6.25║═249 MPaŻ╗Įī┘ūŅ┤¾┴„╦┘48.2 mm/s│÷¼Fį┌Ą┌96▓ĮŻ╗į┌╠Ņ│õöDē║ļAČ╬║═╗∙▒ŠöDē║ļAČ╬Ż¼╔Ž─ŻĄ─ūŅ┤¾▌SŽ“žō▌d8548.39N│÷¼Fį┌Ą┌60▓ĮŻ¼Ž┬─ŻĄ─ūŅ┤¾ÅĮŽ“žō▌d407.789N│÷¼Fį┌Ą┌94▓ĮŻ╗į┌┐s╬▓öDē║ļAČ╬Ż¼ĘųäeČĖ╔²ĄĮ┴╦12132.5N║═552.16NĪŻ▀@ā╔ĘNĘĮ░ĖĄ─æ¬ūāł÷Īóæ¬┴”ł÷║═┐é┴„╦┘ł÷įŲłD╚ńłD3╦∙╩ŠĪŻīóęį╔Ž▓┐ĘųöĄō■┴ą▒Ēī”šš╚ń▒Ē1ĪŻ
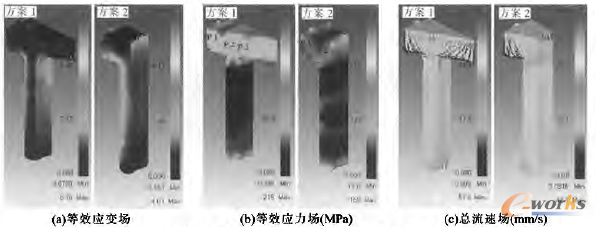
łD3 ā╔ĘNĘĮ░ĖĄ─Ą╚ą¦æ¬ūāł÷Īóæ¬┴”ł÷Īó┐é┴„╦┘ł÷įŲłD

▒Ē1 ā╔ĘNĘĮ░ĖĘ┬ų▒ĮY╣¹ī”šš
▒╚▌^▀@ā╔ĘNĘĮ░Ė┐╔ų¬Ż¼ĘĮ░Ė2▒╚ĘĮ░ĖlĄ─ūŅ┤¾æ¬ūā│╠Č╚ĮĄĄ═┴╦40Ż«0%,öÓ├µ╩š┐s┬╩ĮĄĄ═┴╦13.5%,ūŅ┤¾æ¬┴”ĮĄĄ═┴╦l2.9%Ż╗▌SŽ“žō▌d║═ÅĮŽ“žō▌dĄ─ūŅ┤¾ĮĄĄ═│╠Č╚Š∙į┌╠Ņ│õöDē║║═╗∙▒ŠöDē║ļAČ╬Ż¼Ęųäe×ķ46.4%║═37.3%ĪŻ
×ķ┴╦▀Mę╗▓Į╔Ņ╚ļĘų╬÷Ż¼¼Fį┌▀@ā╔ĘNĘĮ░Ė│╔ą╬▀^│╠ųą┐┐Į³─ŻŠ▀Ą─ŽÓ═¼╬╗ų├╚Ī3éĆ³cŻ¼ęŖłD3(b)Ż¼Ė·█Ö▀@ą®³cį┌š¹éĆ│╔ą╬▀^│╠ųąĄ─Ą╚ą¦æ¬┴”ūā╗»ŪķørŻ¼╚ńłD4╦∙╩ŠĪŻ
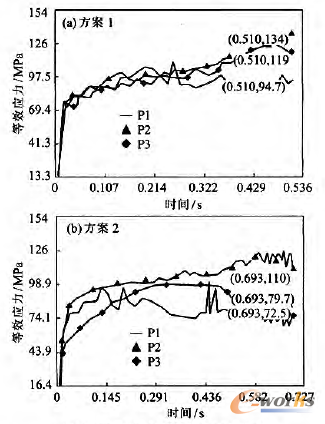
łD4 Č©³cĖ·█ÖĄ╚ą¦æ¬┴”ūā╗»Ū·ŠĆ
³cĄ─╬╗ų├Š∙į┌─ŻŠ▀│▀┤ńūā╗»Ą─╬╗ų├▀xČ©Ż¼▀@ą®╬╗ų├╚▌ęū│÷¼Fæ¬┴”╝»ųąŻ¼▒Ńė┌įuČ©─ŻŠ▀╦∙╩▄Ą─æ¬┴”┤¾ąĪŻ¼┐╔ęį×ķ─ŻŠ▀įOėŗā×╗»╠ß╣®ģó┐╝ĪŻÅ─Ą╚łD4┐╔ęį┐┤│÷Ż¼ĘĮ░Ė2Ą─š¹¾wæ¬┴”Š∙Ą═ė┌ĘĮ░Ė1Ą─Ż¼┼c╔Ž╩÷Ę┬šµ─ŻöMĘų╬÷ę╗ų┬Ż¼┐╔┤¾┤¾ĮĄĄ═öDē║─ŻŠ▀Ą─æ¬┴”Ż¼ėą└¹ė┌čėķL─ŻŠ▀Ą─ē█├³ĪŻ
蹊┐Įī┘į┌öDē║ūāą╬▀^│╠ųąĄ─┴„äėąą×ķŠ▀ėąśO×ķųžę¬Ą─īŹļHęŌ┴xĪŻöDē║ųŲŲĘĄ─ĮM┐ŚĪóąį─▄Īó▒Ē├µ┘|┴┐Īó═Ōą╬│▀┤ń║═ą╬ĀŅŠ½Č╚Īó│╔▓─┬╩ĪóöDē║─ŻŠ▀Ą─š²┤_įOėŗĪóöDē║╔·«aą¦┬╩Ą╚Ż¼Š∙┼cĮī┘┴„äėėąų°╩«Ęų├▄ŪąĄ─ĻPŽĄĪŻĘĮ░Ė1į┌öDē║═Ļ│╔║¾Ż¼▀Ćę¬į┘ø_▓├Ą¶ųąą─╠ÄĮī┘ÖMŽ“┴„äėą╬│╔Ą─ų▒ÅĮφ16mmĪó║±Č╚5mmĄ─▓─┴ŽŻ¼ä▌▒žŲŲē─┴Ń╝■į┌öDē║Ģrą╬│╔Ą─└wŠS┴„Ž“Ż¼īóų▒Įėī¦ų┬öDē║╦∙ą╬│╔Ą─ĘĆČ©æ¬┴”ŲĮ║ŌĀŅæB▒╗ŲŲē─Ż¼śOęūįņ│╔Šų▓┐æ¬┴”╝»ųąĪŻ═¼ĢrŻ¼┴Ń╝■Ą─Šų▓┐▒Ē├µ┘|┴┐ę▓Ģ■å╩╩¦ĪŻ
ĘĮ░Ė2ęį└õöDē║ū„×ķĮK╝ė╣żų▒Įė│╔ą╬Ż¼▓╗ąĶę¬ŲŲē─│╔ą╬ĀŅæBĄ─║¾└m╝ė╣żŻ¼┴Ń╝■½@Ą├┴╦▌^║├Ą─┴”īWąį─▄║═▒Ē├µ┘|┴┐Ż¼▓─┴ŽĄ─öDē║┴„äėąįę▓Ą├ĄĮ┴╦▌^┤¾Ė─╔ŲŻ¼ėąą¦ĮĄĄ═┴╦─ŻŠ▀Ą─æ¬┴”╝»ųąĪŻ
3.2ūŅĮK│╔ą╬ĘĮ░ĖĄ─┤_Č©
═©▀^ī”▀@ā╔ĘNĘĮ░ĖĄ─æ¬ūāł÷Īóæ¬┴”ł÷Īó╦┘Č╚ł÷║═▌d║╔Ą─ī”▒╚Ęų╬÷Ż¼ĘĮ░Ė2Ą─│╔ą╬╣ż╦ć├„’@ā×ė┌ĘĮ░Ė1Ż¼ūŅĮK▀xō±ĘĮ░Ė2ė├ė┌╔·«aĪŻ
4 ĮY╩°šZ
(1)ĘĮ░Ė2▓╔ė├┐šą─┼„┴ŽŻ¼▌^┤¾Ę∙Č╚ĮĄĄ═┴╦öÓ├µ╩š┐s┬╩║═▓─┴Žæ¬ūā┬╩Ż¼ėąą¦ĮĄĄ═┴╦å╬╬╗öDē║┴”║═▓─┴ŽĄ─ūāą╬┐╣┴”Ż¼ĮĄĄ═┴╦æ¬┴”╝»ųąŻ¼▒▄├Ō┴╦▓─┴Žį┌ūāą╬▀^│╠│÷¼FŲŲ┴čĪóš█»BĄ╚¼FŽ¾ĪŻ
(2)ĘĮ░Ė2▌^┤¾│╠Č╚ĮĄĄ═┴╦─ŻŠ▀Ą─ūŅ┤¾æ¬┴”║═ūŅ┤¾žō▌d┴”Ż¼ėąą¦£pąĪ┴╦╣ż▓Įūāą╬┴”┼c┴”─▄Ž¹║─Ż¼▓ó×ķ▀xė├└õöDē║įOéõŻ¼įOėŗ─ŻŠ▀ĮYśŗ║═ąŻ║╦─ŻŠ▀ÅŖČ╚╠ß╣®┴╦┐╔┐┐Ą─ę└ō■ĪŻ
(3)ĮĶų·ėŗ╦ŃÖCĘ┬šµ│╔ą╬╝╝ągŻ¼┐╔ęįį┌─ŻŠ▀įOėŗŻ¼╣ż╦ćā×╗»ųą░lō]Š▐┤¾Ą─ĮøØ·ą¦æ¬Ż¼£p╔┘įć─Ż┘Mė├Ż¼┐sČ╠«aŲĘķ_░lų▄Ų┌ĪŻ
║╦ą─ĻPūóŻ║═ž▓ĮERPŽĄĮyŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śIäšŅIė“ĪóąąśIæ¬ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śIäš╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśIäšŅIė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śIĻPūóERP╣▄└ĒŽĄĮyĄ─║╦ą─ŅIė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śIą┼Žó╗»Į©įO╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://www.lukmueng.com/
▒Š╬─ś╦Ņ}Ż║╗∙ė┌DEFORM-3DĄ─ęr╠ū└õöDē║│╔ą╬ā×╗»Ęų╬÷
▒Š╬─ŠWųĘŻ║http://www.lukmueng.com/html/support/11121514764.html






















