



0 ę²čį
ĪĪĪĪÅUĮī┘ŲŲ╦ķ╔·«aŠĆų„ę¬ė├ė┌ŲŲ╦ķÅU┼fŲ¹▄ćĪó╝ęļŖĄ╚õōĶF▓─┴ŽųŲŲĘ╩╣ų«│╔×ķ╔ŽĄ╚Ą─ųŲõōįŁ┴ŽĪŻÅUĮī┘ŲŲ╦ķ╔·«aŠĆų„ę¬ė╔ÅU┴Ž▌ö╦═ÖCśŗĪóŲŲ╦ķų„ÖCŽĄĮyĪóŲŲ╦ķ┴Ž▌ö╦═Ęų▀xÖCśŗ╝░╔·«aŠĆ│²ēmĪóćŖ┴▄ŽĄĮyĮM│╔Ż¼╝»é„ĖąŲ„Īół╠ąąŲ„┼c┐žųŲŲ„ė┌ę╗¾wŻ¼╩ŪĄõą═Ą─ÖCļŖę╗¾w╗»įOéõĪŻ
ĪĪĪĪį┌ÅUĮī┘ŲŲ╦ķ╔·«aŠĆ▒O┐ž╝╝ągĘĮ├µŻ¼ć°ā╚═¼Ø·┤¾īWĄ─┴ų╣ŠĻĄ╚īWš▀蹊┐┴╦╗∙ė┌CC-Link┐éŠĆĄ─ÅUĮī┘ŲŲ╦ķ╔·«aŠĆ▒O┐ž╝╝ągŻ¼ķ_░l┴╦╗∙ė┌CCLinkĄ─▒O┐žŽĄĮyŻ¼ŲõŽĄĮyīŹ¼F┴╦╔·«aŠĆĄ─▀h│╠▒O┐ž┼c╣╩šŽį\öÓŻ╗ĮŁ╠K─│╣½╦ŠĄ─╝Š║Ļ▒¾Ą╚ČÓ╬╗╣ż│╠Ĥ蹊┐┴╦╗∙ė┌Profibus-DP┐éŠĆĄ─▒O┐ž╝╝ągŻ¼╠ß│÷┴╦ė├─Ż║²┐žųŲ╦╝ŽļīŹ¼FŲŲ╦ķÖCĄ─ūįäė╝ė┴Ž┐žųŲ[2]ĪŻć°═ŌÅUĮī┘ŲŲ╦ķ╝╝ągęį├└ć°╝~ŠSĀ¢╣½╦Š×ķ┤·▒ĒŻ¼Ųõį┌ŲŲ╦ķŠĆ▒O┐ž╝╝ągĘĮ├µķ_░l┴╦“Smart ShreddingSystem”Ż¼īŹ¼F┴╦ÅUĮī┘ŲŲ╦ķŠĆĄ─ųŪ─▄▒O┐žŻ¼į┌▀M┴Žžō║╔╔Ž▀_ĄĮ┴╦║┴├ļ╝ēĄ─┐žųŲĪŻ┼cć°═Ō╝╝ągŽÓ▒╚Ż¼ć°ā╚į┌ÅUĮī┘ŲŲ╦ķ╔·«aŠĆ▒O┐ž╝╝ągĘĮ├µĄ─蹊┐▀Ćėą▌^┤¾▓ŅŠÓŻ¼╠žäe╩Ūį┌╔·«aŠĆžō║╔ŲĮ║ŌĘĮ├µĪŻę“┤╦Ż¼▒ŠŽĄĮyį┌īŹ¼F╔·«aŠĆ┐╔┐┐┐žųŲĄ─═¼ĢrŻ¼ųž³c蹊┐┴╦╔·«aŠĆžō║╔ŲĮ║Ō┐žųŲĘĮĘ©ĪŻ
1 ÅUĮī┘ŲŲ╦ķ╔·«aŠĆĮYśŗ┼cįŁ└Ē
ĪĪĪĪÅUĮī┘ŲŲ╦ķ╔·«aŠĆĮYśŗ╚ńłD1╦∙╩ŠŻ¼ų„ę¬░³└©ÅU┴Ž▌ö╦═įOéõĪóŲŲ╦ķų„ÖCĪóĘų▀xįOéõ║═▌oų·įOéõŻ¼ÅUĮī┘įŁ┴ŽĮø“Įo┴ŽĪóŲŲ╦ķĪóē║īŹĪóĘųŅÉ”╦─▓Į═Ļ│╔Įī┘įŁ┴ŽĄ─ŲŲ╦ķ╗ž╩šĪŻ╔·«aŠĆ▀\ąą▀^│╠ųąŻ¼ÅUĮī┘įŁ┴Žė╔ÖCąĄūź┼e▒█Ę┼╚ļµ£░Õ▌ö╦═ÖCŻ¼Įøµ£░Õ▌ö╦═ÖC╦═ų┴ē║▌ü▀M┴ŽÖC╠ÄŻ¼Įøē║▌üöDē║║¾▀M╚ļŲŲ╦ķų„ÖCŻ¼╬’┴Ž▒╗öDē║ŲŲ╦ķ║¾Įøų„ÖCĖ±¢┼Æü│÷Ż¼╬┤ŲŲ╦ķĄ─╬’┴Žū▓ō¶Ė±¢┼║═Ę┤ō¶░ÕŻ¼▒╗Ę┤Å═ē║īŹŲŲ╦ķų▒ĄĮŲŲ╦ķ╬’┴Ž┤®▀^Ė±¢┼Ż¼ė╔ŲŲ╦ķų„ÖC│÷üĒĄ─ŲŲ╦ķ╬’┴ŽŻ¼Įøš±äė▌ö╦═ÖCĪóŲżÄ¦▌ö╦═ÖCĪó┤┼┴”Ęų▀xŽĄĮy░čĶFĮī┘┼cėą╔½Įī┘║═ĘŪĮī┘ĘųļxŻ¼▓óė╔Ė„ūį▌ö╦═ÖCÜwČčĪŻ
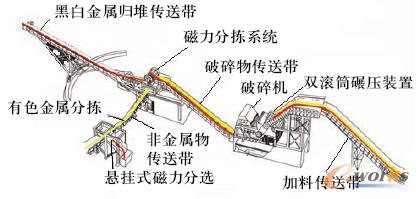
łD1 ÅUĮī┘ŲŲ╦ķ╔·«aŠĆĮYśŗ
2 ÅUĮī┘ŲŲ╦ķ╔·«aŠĆ▒O┐žŽĄĮyįOėŗ┼cķ_░l
ĪĪĪĪ2.1 ÅUĮī┘ŲŲ╦ķ╔·«aŠĆ▒O┐žŽĄĮyę¬Ū¾
ĪĪĪĪÅUĮī┘ŲŲ╦ķ╔·«aŠĆų„ę¬╠ž³cėąŻ║1) š╝Ąž├µĘeÅVŻ¼įOéõĘNŅÉČÓŪęČÓ×ķ┤¾ą═įOéõŻ¼įOéõ░▓čb╬╗ų├Ęų╔ó Ż╗2) ┤¾╣”┬╩įOéõČÓŻ¼┤¾╣”┬╩įOéõåó═Ż▀^│╠▌^ķLŻ╗3) ╔·«aįŁ┴ŽĘNŅÉÅ═ļsŻ¼į┌ų„ÖCā╚▓┐▀Mąą╠Ä└Ē║─Ģr▓╗ĘĆČ©Ż╗4) ŲŲ╦ķų„ÖC╣żū„įļ┬Ģ┤¾Ż¼ŁhŠ│▓ŅŻ¼ėą╬ŻļUąįĪŻ
ĪĪĪĪÅUĮī┘ŲŲ╦ķ╔·«aŠĆ▒O┐žŽĄĮyų„ę¬─┐Ą─╩Ū╠ßĖ▀╔·«aŠĆ▀\ąąĄ─ūįäė╗»ųŪ─▄╗»╦«ŲĮŻ¼╠ßĖ▀╔·«aą¦┬╩Ż¼╠ßĖ▀╔·«aŠĆ▀\ąąĄ─┐╔┐┐ąįŻ¼£p▌p╣ż╚╦╣żū„ÅŖČ╚ĪŻßśī”ÅUĮī┘ŲŲ╦ķ╔·«aŠĆĄ─╣ż╦ć╠ž³cŻ¼▒O┐žŽĄĮyæ¬ØMūŃŻ║1)ī”╔·«aŠĆįOéõ▀\ąąĄ─┐╔┐┐┐žųŲŻ¼▀_ĄĮ├ļ╝ē╝┤─▄ØMūŃ╔·«a┐žųŲę¬Ū¾Ż╗2)ī”╔·«aŠĆįOéõ▀\ąąĀŅæBöĄō■▀MąąīŹĢr▓╔╝»Ż¼▓óī”öĄō■▀Mąą’@╩Š║═┤µā”Ż╗3)│²ąĶę¬╚╦╣żĖ╔ŅAĄ─ÖCąĄūź┼e▒█Ż¼ŲõėÓįOéõæ¬─▄īŹ¼Fūįäė▀\ąą┐žųŲŻ╗4)īŹ¼FŲŲ╦ķų„ÖCŽĄĮyžō║╔ŲĮ║ŌųŪ─▄┐žųŲŻ╗5)ė╔ė┌╔·«aŠĆ▌ö╦═įOéõ┐╔─▄▀Mąąš{š¹Ż¼ŽĄĮy權▀ėą▌^║├Ą─öUš╣ąį┼c▀mæ¬ąįĪŻ
ĪĪĪĪ2.2 ÅUĮī┘ŲŲ╦ķ╔·«aŠĆ▒O┐žŽĄĮyĮYśŗ
ĪĪĪĪProfibus╩Ūę╗ĘN▓╗ę└┘ćė┌įOéõ╔·«a╔╠Ą─ķ_Ę┼╩Į¼Fł÷┐éŠĆś╦£╩Ż¼é„▌ö╦┘Č╚į┌9.6Kb/s-12Mb/sų«ķg┐╔▀xŻ¼ŲõųąProfibus-DP╩ŪīŻ×ķ╣żÅSūįäė╗»┐žųŲ┼cįOéõĘų╔óI/Oų«ķg═©ą┼Č°įOėŗĄ─Ż¼ė├ė┌Ęų▓╝╩Į┐žųŲŽĄĮyįOéõķgĄ─Ė▀╦┘öĄō■é„▌öĪŻProfinet╩ŪProfibusć°ļHĮM┐Ś═Ų│÷Ą─ę╗ĘNæ¬ė├ė┌ūįäė╗»Ą─ķ_Ę┼ąįīŹĢr╣żśIęį╠½ŠW, į╩įSĢrńŖų▄Ų┌į┌ 100 m s ┴┐╝ēų┴1ms┴┐╝ēų«ķgūāōQ, ┐╔ØMūŃ▓╗═¼Ą─╣żśI¼Fł÷ę¬Ū¾ĪŻ
ĪĪĪĪĘų▓╝╩Į┐žųŲŽĄĮy╩Ūęįėŗ╦ŃÖC╝╝ąg×ķ╗∙ĄAŻ¼ī”╔·«a▀^│╠▀Mąą╝»ųą▒OęĢĪó╣▄└ĒĪóĘų╔ó┐žųŲĄ─┐žųŲ╝╝ągŻ¼Š▀ėą┐žųŲ─▄┴”ÅŖĪó┐╔┐┐ąįĖ▀Īó▀mæ¬ąįöUš╣ąį║├Ą╚╠ž³cĪŻPLC╩Ū╣żśI┐žųŲŽĄĮyųąūŅ│Żė├Ą─┐žųŲŲ„Ż¼▓╔ė├┴╦ČÓĘNė▓╝■║═▄ø╝■┐╣Ė╔ö_┤ļ╩®Ż¼Š▀ėą║▄Ė▀Ą─┐╣Ė╔ö_ąį─▄Ż¼┐╔┐┐ąįĖ▀Ż¼Ūęė▓╝■┼õ╠ū╚½├µ─▄ē“īŹ¼F╔·«aŠĆĖ„ĘNļŖŲ„Ą─┐žųŲ╝░įOéõ▒O£yŻ¼▓╔ė├PLCĄ─Ęų▓╝╩Į┐žųŲŽĄĮyŻ¼─▄│õĘųØMūŃ╔·«aŠĆĄ─▒O┐žąĶŪ¾ĪŻ
ĪĪĪĪÅUĮī┘ŲŲ╦ķ╔·«aŠĆĘų▓╝╩Į┐žųŲŽĄĮyĮYśŗ╚ńłD2 ╦∙╩ŠŻ¼ ŽĄĮyĮYśŗ┐╔Ęų×ķ╚²īėŻ¼Ą┌ę╗īė×ķ╬„ķTūė▀h│╠I/OÅ─šŠŻ¼ū„×ķöĄō■▓╔╝»┼cįOéõ┐žųŲĮKČ╦įOéõŻ¼▓╔ė├Profibus-DP┐éŠĆ╝╝ąg┼cPLCų„ÖC▀Mąą═©ą┼▀BĮėŻ╗ųąķgīėė╔PLCų„ÖCĪó¼Fł÷╔Ž╬╗ÖCPCĘ■äšŲ„║═ė|├■Ų┴ĮM│╔Ż¼ė|├■Ų┴┼cPLCų„ÖC═©▀^Profibus-DP┐éŠĆ▀BĮėŻ¼╠ß╣®╔·«aŠĆ¼Fł÷┐žųŲĪó’@╩Š╔·«aŠĆ▀\ąąĻPµIģóöĄĪół¾Š»ėøõøĄ╚Ż╗¼Fł÷╔Ž╬╗ÖCPCĘ■äšŲ„═©▀^╣żśIęį╠½ŠWProfinet┼cPLCų„ÖC▀BĮėŻ¼═Ļ│╔╔·«aŠĆ▀\ąąöĄō■┤µā”ėøõøŻ¼╠ß╣®▀h│╠Ę■䚥╚ĪŻĄ┌╚²īė×ķŽĄĮy╣▄└ĒīėŻ¼═©▀^▀h│╠PC┐═æ¶Č╦┐╔ęįīŹ¼F╔·«aŠĆĄ─▀h│╠▒O┐ž╝░╔·«a╣▄└Ē╣żū„ĪŻ
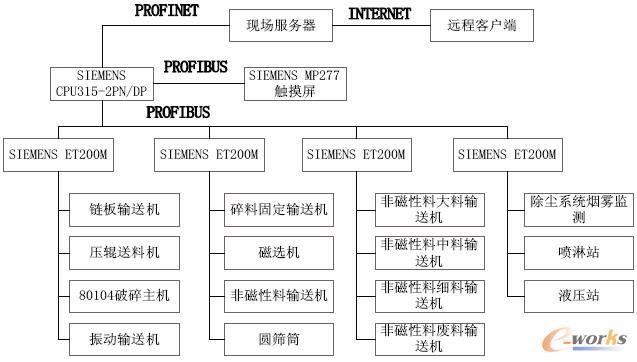
łD2 ÅUĮī┘ŲŲ╦ķ╔·«aŠĆ▒O┐žŽĄĮyĮYśŗłD
ĪĪĪĪ2.3 ÅUĮī┘ŲŲ╦ķ╔·«aŠĆ▒O┐žŽĄĮy═©ėŹŽĄĮy
ĪĪĪĪÅUĮī┘ŲŲ╦ķ╔·«aŠĆĘų▓╝╩Į▒O┐žŽĄĮy═©ėŹ▓╔ė├┴╦Profibus║═Profinetā╔ĘN┐éŠĆ╝╝ągĪŻį┌ė|├■Ų┴┼cPLCų„ÖCęį╝░PLCų„ÖC┼cĘų▓╝Å─šŠų«ķg▓╔ė├Profibus┐éŠĆ▀BĮėŻ¼¼Fł÷PCÖCĘ■äšŲ„║═PLCų„ÖCų«ķg▓╔ė├Profinet┐éŠĆ▀BĮėĪŻ
ĪĪĪĪ▒O┐žŽĄĮyProfibus┐éŠĆ╝╝ąg▓╔ė├Profibus-DP═©ą┼ģfūhŻ¼įōģfūhė├ė┌Ęų▓╝╩Į┐žųŲŽĄĮyįOéõķgöĄō■Ą─Ė▀╦┘é„▌öŻ¼╩ŪīŻ×ķūįäė┐žųŲŽĄĮy┼cįOéõ╝ēI/Oų«ķgĄ─═©ą┼Č°įOėŗĪŻį┌▒O┐žŽĄĮyųąÅ─šŠ▓╔ė├╬„ķTūėIM 153-1Įė┐┌─ŻēK═©▀^RS485┬ōĮėŠĆīŹ¼F┼cPLCų„šŠų«ķgĄ─═©ėŹĪŻ
ĪĪĪĪProfinet╩Ū╗∙ė┌╣żśIęį╠½ŠW╝╝ągĄ─┐éŠĆś╦£╩Ż¼┐╔ęį═Ļ╚½╝µ╚▌╣żśIęį╠½ŠW║═ęčėą¼Fł÷┐éŠĆ╝╝ągŻ¼į┌Ęų▓╝╩Į┐žųŲŽĄĮyųą▓╔ė├ProfinetīŹĢr═©ą┼Ż¼ŲõĢrńŖų▄Ų┌▀_ĄĮ10ms┴┐╝ēŻ¼─▄ē“ØMūŃ╔·«aŠĆĄ─▒O┐žę¬Ū¾ĪŻį┌¼Fł÷PC╔Ž╬╗ÖCĘ■äšŲ„╔Ž░▓čbCP1613╣żśI═©ėŹ╠Ä└ĒŲ„Ż¼┼cPLCų«ķg═©▀^ęį╠½ŠWŠĆ└|┬ōĮėŻ¼īŹ¼FĘ■äšŲ„┼cPLCų„ÖCų«ķgĄ─Profinet═©ą┼ĪŻ
ĪĪĪĪ2.4 ▒O┐žŽĄĮyķ_░l
ĪĪĪĪ×ķ▒ŻšŽÅUĮī┘ŲŲ╦ķ╔·«aŠĆĄ─┐╔┐┐Ė▀ą¦▀\ąąŻ¼▒O┐žŽĄĮyīŹ¼F┴╦ī”╔·«aŠĆįOéõ▀\ąąĄ─īŹĢr┐╔┐┐┐žųŲŻ¼ī”įOéõ▀\ąąĄ─ĻPµIģóöĄīŹĢr▒O£yŻ¼ī”╔·«aŠĆĻPµI▀\ąąģóöĄ─▄▀MąąīŹĢrš{┐žĪŻÅUĮī┘ŲŲ╦ķ╔·«aŠĆš²│Ż▀\ąąĢr│²ÖCąĄūź┼e▒█ė╔╣żū„╚╦åT┐žųŲ═ŌŲõėÓŠ∙ė╔PLCūįäė┐žųŲŻ¼▀\ąą▀^│╠ųąPLCīŹĢr▓╔╝»╔·«aŠĆįOéõ▀\ąąĻPµIöĄō■Ż¼īóöĄō■é„╦═ĄĮ¼Fł÷╝░▀h│╠▒O┐ž┐╔ęĢČ╦Ż¼×ķ▓┘ū„╚╦åT╠ß╣®īŹĢr┐╔┐┐Ą─╔·«aŠĆ▀\ąąĀŅæBŻ¼¼Fł÷▓┘ū„ŽĄĮyų„Įń├µ╚ńłD3╦∙╩ŠĪŻ

łD3 ¼Fł÷▓┘ū„ŽĄĮyų„Įń├µ
3 ÅUĮī┘ŲŲ╦ķ╔·«aŠĆŲŲ╦ķų„ÖCžō║╔ŲĮ║Ōå¢Ņ}蹊┐
ĪĪĪĪų„ÖCžō║╔▓╗ŲĮ║Ōå¢Ņ}│÷¼FĄ─ų„ę¬įŁę“╩ŪÅUĮī┘įŁ┴ŽüĒį┤Å═ļsŻ¼Ūę╝ė┴Ž▀^│╠ė╔╚╦╣ż▓┘┐v╝ė┴ŽÖCąĄ▒█═Ļ│╔Ż¼║▄ļy▒ŻūC▀M┴Ž┴┐Ą─ĘĆČ©ĪŻ«ö╝ė┴Žį÷╝ėĢrŻ¼ų„ÖC╠Ä└Ēžō▌dį÷┤¾Ż¼┐╔─▄│÷¼Fų„ÖC▀^▌dŪķørŻ¼«a╔·░▓╚½ļ[╗╝Ż╗╚ń╣¹╝ė┴Ž£p╔┘ät┐╔ęį▒ŻūCų„ÖC▓╗│÷¼F▀^▌dŪķørŻ¼Ą½╩ŪĢ■ė░Ēæ╔·«aŠĆą¦┬╩Ż¼į÷╝ė╔·«a│╔▒ŠĪŻ
ĪĪĪĪ═©▀^Ęų╬÷ÅUĮī┘ŲŲ╦ķ╔·«aŠĆ╣ż╦ć┴„│╠Ż¼░l¼Fų„ÖCžō║╔ŲĮ║ŌĀŅæB┼cµ£░Õ▌ö╦═ÖC▌ö╦═╦┘Č╚║═ļpē║▌ü▀M┴ŽÖC▀M┴Ž╦┘Č╚ų▒ĮėŽÓĻPŻ¼×ķš{╣Øų„ÖCžō║╔ŲĮ║ŌĀŅæBŻ¼ū„š▀▓╔ė├─Ż║²PID┐žųŲ╦ŃĘ©ī”µ£░Õ▌ö╦═ÖC╦┘Č╚║═ļpē║▌ü▀M┴ŽÖC▀M┴Ž╦┘Č╚▀Mąąļpķ]Łh┐žųŲĪŻPID┐žųŲŠ▀ėą║åå╬ĪóĘĮ▒ŃĪóĘĆČ©ąį║├Ą╚╠ž³cŻ¼╩ŪÅVĘ║æ¬ė├Ą─ę╗ĘN┐žųŲĘĮ╩ĮŻ¼Ųõ┐žųŲąį─▄╚ĪøQė┌▒╚└²ĪóĘeĘųĪó╬óĘų╚²éĆģóöĄĄ─įOų├Ż¼ī”ė┌ĢrūāÅ═ļsĄ─ŽĄĮyŻ¼ģóöĄį┌ŠĆš{š¹└¦ļyŻ¼▀mæ¬ąį▓ŅŻ¼─Ż║²┐žųŲī”▒╗┐žī”Ž¾─Żą═Š½Č╚ę¬Ū¾▓╗Ė▀Ūę¶ö░¶ąįĖ▀ĮŌ±ŅąįÅŖŻ¼─▄ī”Å═ļsŽĄĮy▀Mąą║åå╬ėąą¦┐žųŲŻ¼Ą½ė╔ė┌╚▒╔┘ĘeĘų┐žųŲ▀^│╠Ż¼║▄ļyŽ¹│²ņoæBš`▓ŅĪŻ ─Ż║²PID┐žųŲīó─Ż║²└Ēšō┼cPID╝╝ągŽÓĮY║ŽŻ¼╝╚Š▀ėą─Ż║²┐žųŲņ`╗ŅĪó▀mæ¬ąįÅŖĄ─╠ž³cŻ¼ėųŠ▀ėąPID┐žųŲĘĆČ©ąį║├ĪóŠ½Č╚Ė▀Ą─╠ž³cŻ¼ī”Å═ļsĢrūāĄ─┐žųŲŽĄĮyŠ▀ėą┴╝║├Ą─┐žųŲą¦╣¹Ż¼Ė─╔Ų┴╦ĘŪŠĆąįŽĄĮyĄ─ņoæB┼cäėæB╠žąįĪŻ
ĪĪĪĪų„ÖCžō║╔ŲĮ║ŌŽĄĮyŻ¼ęį┐žųŲ╬’┴Ž▀MĮo┴┐×ķ─┐ś╦Ż¼š{╣ص£░Õ▌ö╦═ÖC║═ē║▌ü▀M┴ŽÖC▀M┴Ž╦┘Č╚Ż╗═©▀^ų„ÖC«a─▄ėŗ╦ѵ£░Õ▌ö╦═ÖCå╬╬╗Ģrķgā╚Ą─▀M┴Ž┴┐Ż¼Ė∙ō■å╬╬╗Ģrķgā╚▀M┴Ž┴┐┼cµ£░Õ▌ö╦═ÖC░▓čbĮŪČ╚ėŗ╦Ń│÷▌ö╦═ļŖÖC▐DŠžŻ¼įOČ©▐DŠž▓©äėš{╣ØĘČć·Ż¼ęį▐DŠžš`▓Ņe╝░š`▓Ņūā╗»┬╩ec×ķ─Ż║²┐žųŲŲ„▌ö╚ļūā┴┐Ż¼š{╣ØPID▌ö╚ļģóöĄūā╗»┴┐ΔKp Īói ΔK Īód ΔK Ż¼ī”µ£░Õ▌ö╦═ÖC╦┘Č╚╝░ē║▌ü▀M┴ŽÖC╦┘Č╚▀Mąą┐žųŲŻ¼š{╣Ø╬’┴Ž▀M┴Ž┴┐Ż¼ų„ÖCžō║╔ŲĮ║ŌŽĄĮy┐žųŲįŁ└Ē╚ńłD4╦∙╩ŠĪŻ
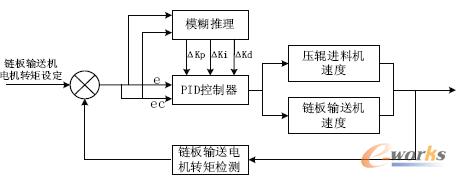
łD4 žō║╔ŲĮ║Ō┐žųŲįŁ└ĒłD
4 ĮYšō
ĪĪĪĪ╗∙ė┌PLCĄ─ÅUĮī┘ŲŲ╦ķ╔·«aŠĆ▒O┐žŽĄĮyŻ¼ū„š▀æ¬ė├Profibus╝░Profinet┐éŠĆ╝╝ągīŹ¼F┴╦ÅUĮī┘ŲŲ╦ķ╔·«aŠĆĄ─┐╔┐┐▒O┐žŻ¼▓╔ė├ProfinetĄ─īŹĢr═©ą┼ę▓×ķProfinet┐éŠĆ╝╝ągį┌Ųõ╦¹ŅIė“æ¬ė├╠ß╣®┴╦æ¬ė├īŹ└²Ż¼╠ß│÷┴╦ÅUĮī┘ŲŲ╦ķų„ÖCžō║╔ŲĮ║ŌĄ─ĮŌøQĘĮ░ĖŻ¼ėąą¦Ą─Ė─╔Ų┴╦ŲŲ╦ķų„ÖCžō║╔ŲĮ║Ōå¢Ņ}ĪŻŽĄĮyīŹļH▀\ąą▒Ē├„įōŽĄĮy╣żū„ĘĆČ©┐╔┐┐Ż¼╠ßĖ▀┴╦ÅUĮī┘ŲŲ╦ķ╔·«aŠĆĄ─ūįäė╗»▀\ąą╦«ŲĮŻ¼╠ßĖ▀┴╦Ų¾śIĄ─╔·«aą¦┬╩ĪŻ
║╦ą─ĻPūóŻ║═ž▓ĮERPŽĄĮyŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śIäšŅIė“ĪóąąśIæ¬ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śIäš╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśIäšŅIė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śIĻPūóERP╣▄└ĒŽĄĮyĄ─║╦ą─ŅIė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śIą┼Žó╗»Į©įO╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://www.lukmueng.com/
▒Š╬─ś╦Ņ}Ż║╗∙ė┌PLCĄ─ÅUĮī┘ŲŲ╦ķ╔·«aŠĆ▒O┐žŽĄĮyįOėŗ
▒Š╬─ŠWųĘŻ║http://www.lukmueng.com/html/support/11121513722.html






















