



ļSų°╔ńĢ■Ą─Ė▀╦┘░lš╣Ż¼¼FļAČ╬╔·«aŲ¾śIĄ─ūįäė╗»│╠Č╚įĮüĒįĮĖ▀Ż¼é„ĮyęŌ┴x╔ŽĄ─įOéõį┌ąį─▄╔ŽęčĮø▓╗─▄ØMūŃ¼Fį┌╔·«aĄ─ąĶŪ¾┴╦Ż¼ļSų°╬’ŲĘ╔·«a╣ż╦ćąį─▄ę¬Ū¾▓╗öÓ╠ßĖ▀Ż¼ī”╔·«aūįäė┐žųŲĄ─ę¬Ū¾ę▓įĮüĒįĮĖ▀┴╦ĪŻš²╩Ū▀@śėŻ¼DCS ┐žųŲŽĄĮyæ¬▀\Č°╔·ĪŻ▒Š┤╬ XX Ė▀ą┬Ų¾śIįņ╝łįOéõ▀MąąĖ─įņŻ¼▀\ė├Ž╚▀MĄ─ DCS ūį┐žŽĄĮyŻ¼ī”┼õØ{Ą─═┐┴Ž▀MąąŠ½×V│²┼▌Ż¼╠ßĖ▀╝łĄ─═┐▓╝┘|┴┐ĪŻ
1 ŽĄĮyĖ─įņĘĮ░ĖĄ─┤_Č©┼cę¬Ū¾
1.1 Ė─įņ┐žųŲĘĮ░ĖĄ─┤_Č©
į┌╔·«aįņ╝ł┼õØ{ĢrŻ¼═┐┴ŽØ{ųą▓╗┐╔▒▄├Ō┼c┐šÜŌĮėė|Ż¼ī¦ų┬┴╦į┌═┐┴ŽųąėąÜŌ┼▌Ą─┤µį┌ĪŻČ°ÜŌ┼▌Ą─┤µį┌ė░Ēæ┴╦═┐▓╝Ą─┘|┴┐Ż¼╦∙ęį▒žĒÜ▒M┴┐£p╔┘ÜŌ┼▌┴┐Ą─┤µį┌ĪŻ▒ŠŽĄĮyĖ─įņ║╦ą─ų„ę¬╩Ūīóįņ╝ł═┐┴ŽųąĄ─ÜŌ¾w▓┐ĘųĮoŽ¹│²Ą¶Ż¼ų„ę¬╩Ū═┐┴Ž═©▀^ÜŌ┼▌│²ÜŌŲ„Ż¼īóÜŌ┼▌▀^×VĄ¶ĪŻ▒ŠįOėŗ▓╔ė├ā╔Ą└═©Ą└Ż¼┐╔ęį▌å┴„ģsōQŻ¼«öŲõųąę╗═©Ą└▒╗Č┬╚¹ĢrŻ¼┐╔ęį▀xō±ąįŪąōQ┴Ēę╗═©Ą└ĪŻ├┐Śl═©Ą└įOėŗĦėąā╔éĆ│²ÜŌŲ„Ż¼▀@śė▒ŻūC┴╦ČÓėÓĄ─ÜŌ¾wÜŌ┼▌ĮoŽ¹│²Ą¶ĪŻ▒Š┤╬ĒŚ─┐įOėŗĄ─╣ż╦ć┴„│╠łDįOėŗ╚ńłD 1 ╦∙╩ŠĪŻ
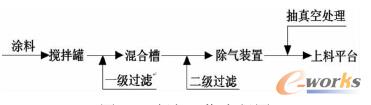
łD1Ė─įņ╣ż╦ć┴„│╠łD
Å─═┐┴Ž▄ćķgųŲéõ║├Ą─═┐┴ŽŻ¼Įø▀^╣▄Ą└▌ö╦═ĄĮĖ─čbĄ─öć░Ķ╣▐öć░ĶŠ∙ä“Ż¼╚╗║¾Įø▀^ę╗╝ē▀^×V╣żą“Ż©┤ų×VŻ®Ż¼īó¾wĘe▒╚▌^┤¾Ą─═┐┴Žļs┘|Ņw┴Ż▀^×V│÷üĒŻ¼į┘╦═╚ļ╗ņ║Ž╣▐ųąĪŻį┌╗ņ║Ž╣▐ųąĮø▀^║═Ųõ╦¹│╔ĘųĄ─┴Žä®╗ņ║Žöć░Ķ║¾Ż¼į┘Įø▀^Č■╝ē▀^×V╣żą“Ż©Š½×VŻ®Ż¼īó╬óąĪļs┘|Ņw┴ŻĄ─╬’┴Ž▀^×V│÷üĒĪŻ╚╗║¾╬’┴Ž╦═╚ļūŅųžę¬Ą─ę╗Ą└╣żą“———│²ÜŌčbų├ĪŻ│²ÜŌčbų├īó═┐┴ŽųąĄ─ÜŌ┼▌▀^×V│÷üĒŻ¼Įø▀^▌oų·įOéõšµ┐š▒├Ą─ū„ė├Ž┬Ż¼īóĘųļx│÷üĒĄ─ÜŌ¾w│ķĄĮšµ┐š╣▐ųąĪŻ▀^×V│÷üĒĄ─═┐┴Ž┘|┴┐Š½╝Üä“ĘQŻ¼ūŅ║¾▒╗╦═╚ļ╔Ž┴ŽŲĮ┼_▀Mąą═┐▓╝Ż¼▒ŻūCĄ─╝ł┘|Ą─┘|┴┐ĪŻ
1.2 ŽĄĮyĖ─įņĄ─ę¬Ū¾
▒Š┤╬Ė─įņī”▀@┤╬┐žųŲę¬Ū¾╚ńŽ┬Ż║
Ż©1Ż®┐žųŲŽĄĮyī”š¹éĆ╣®┴Ž▀^│╠▒OęĢ║═┐žųŲŻ¼Š▀ėą’@╩ŠŻ¼▓┘ū„Ż¼š{╣ØŻ¼åóäė┬ōµi║═▒Żūo┬ōĄ╚╣”─▄Ż¼Ė∙ō■╣ż╦ć╣”─▄īŹ¼FįOéõĄ─ūįäėåó═ŻŻ¼Ė„ķyķTĄ─┤“ķ_║═ĻPķ]Ż¼═¼Ģr▀Ć─▄Å─▒O┐žĮń├µī”╦∙ėą’@╩ŠöĄō■▀Mąą╩ųäėÅŖųŲĪŻ
Ż©2Ż®ī”ŽĄĮyųąųžę¬▓┐ĘųĄ─┐žųŲŻ¼Ų®╚ń£žČ╚Ż¼ē║┴”Ż¼┴„┴┐╝░ķyķTĄ─ķ_Č╚ųĄŻ¼ļŖÖCĄ─╦┘Č╚▒╚└²Ą╚Š∙’@╩Šį┌Įń├µłD╔ŽŻ¼ĘĮ▒Ń▓┘ū„╚╦åTĄ─╝oõø║═ī”╣ż╦ć▀^│╠Ą─▒O┐ž┐žųŲĪŻ
2 āx▒ĒĄ─▀xė├
Ż©1Ż®ę║╬╗▀xė├▓Ņē║ūā╦═Ų„ĪŻĖ∙ō■═┐┴ŽĄ─╗»╣ż│╔ĘųŻ¼▀xō±┐╣Ė»╬gĄ─╠š┤╔ē║┴”ūā╦═Ų„ E+H/PMC51Ż¼╚ńłD2Ż©aŻ®╦∙╩ŠĪŻ
Ż©2Ż®┐žųŲķyį┌╣▄Ą└ųąīŹ¼F╣▄Ą└Ą─ķ_ĻP╝░ū▀Ž“ĪŻ▒Š┤╬įOėŗ▀xō±Ą─╩ŪĦėą NI4-DSU35-2AP4X2 ╗žėŹé„ĖąŲ„Ą─łDĀ¢┐╦ą²▐D┐žųŲķyŻ¼╚ńłD 2Ż©bŻ®╦∙╩ŠĪŻ
Ż©3Ż®┴„┴┐ėŗĄ─ĘNŅÉĘ▒ČÓŻ¼▒ŠįOėŗ▀xō± E+H ┘|┴┐┴„┴┐ėŗ Promass-80FŻ¼╚ńłD 2Ż©cŻ®╦∙╩ŠĪŻ
Ż©4Ż®×ķ┴╦īŹ¼F╔Ž┴ŽŲĮ┼_╣®┴ŽĄ─Ė▀Š½Č╚┐žųŲŻ¼╠ßĖ▀═┐▓╝Ą─┘|┴┐Ż¼į┌ŲĮ┼_Ū░Ą─╣®┴Ž╚ļ┐┌╠Ä░▓čbę╗éĆķyķTČ©╬╗Ų„Ż¼īŹ¼Fī”┴„┴┐Ą─Ė▀Š½Č╚┐žųŲĪŻ▀@└’▀xō±Ė▀Š½Č╚Ą─╬„ķTūė SIPART PS2 Č©╬╗Ų„Ż¼╚ńłD 2Ż©d ╦∙╩ŠĪŻ
Ż©5Ż®į┌╣▄Ą└ųąĖ„éĆųžę¬įOéõ╬╗ų├▀M│÷┐┌ųąŻ¼ąĶę¬░▓čbē║┴”é„ĖąŲ„Ż¼ęį▒Ńī”Ė„éĆ╣▄Ą└▀Mąąē║┴”Ą─▒O┐žŻ¼│÷¼Fē║┴”Ų½▓ŅĢr╝░Ģr╠Ä└ĒŻ¼▒ŻūC╣▄Ą└Ė„éĆŁh╣Ø┴„┴┐Ą─┴„═©ĒśĢ│ĪŻ▒Š┤╬įOėŗ▀xō± Cerabar T PMP131 ē║┴”é„ĖąŲ„Ż¼╚ńłD 2Ż©eŻ®╦∙╩ŠŻ¼╩Ūę╗ĘNöU╔ó╣Ķ£y┴┐į¬╝■ē║┴”ĪŻ

łD 2
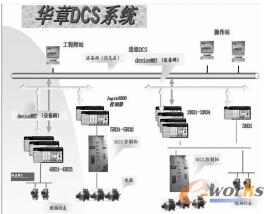
3 DCS ┐žųŲŽĄĮyŽĄĮyĮYśŗ
3.1 ╚Aš┬ DCS ŽĄĮyš¹¾wĮYśŗłD
DCS ═©│Ż▓╔ė├╚¶Ė╔éĆ┐žųŲŲ„Ż©▀^│╠šŠŻ®ī”ę╗éĆ╔·«a▀^│╠ųąĄ─▒ŖČÓ┐žųŲ³c▀Mąą┐žųŲŻ¼Ė„┐žųŲŲ„ķg═©▀^ŠWĮj▀BĮė▓ó┐╔▀MąąöĄō■Į╗ōQĪŻ╔·«a┐žųŲ▓┘ū„▓╔ė├ėŗ╦ŃÖC▓┘ū„šŠŻ¼═©▀^ŠWĮj┼c┐žųŲŲ„▀BĮėŻ¼╩š╝»╔·«aöĄō■Ż¼é„▀_▓┘ū„ųĖ┴ŅĪŻ
Å─ĮYśŗ╔ŽäØĘųŻ¼DCS ░³└©▀^│╠╝ēĪó▓┘ū„╝ē║═╣▄└Ē╝ēĪŻ▀^│╠╝ēų„ę¬ė╔▀^│╠ĮM│╔Ż¼╩ŪŽĄĮy┐žųŲ╣”─▄Ą─ų„ę¬īŹ╩®▓┐ĘųŻ╗▓┘ū„╝ē░³└©Ż║▓┘ū„åTšŠ║═╣ż│╠ĤšŠŻ¼═Ļ│╔ŽĄĮyĄ─▓┘ū„║═ĮMæBŻ╗╣▄└Ē╝ēų„ę¬╩ŪųĖ╣żÅS╣▄└Ēą┼ŽóŽĄĮyŻ©MIS ŽĄĮyŻ®Ż¼ū„×ķ DCS Ė³Ė▀īė┤╬Ą─æ¬ė├Ż¼─┐Ū░Ż¼ć°ā╚╝łąąśIæ¬ė├ĄĮ▀@ę╗īėĄ─ŽĄĮy▌^╔┘ĪŻłD 3 ×ķ╚Aš┬ DCS ŽĄĮyš¹¾wĮYśŗłDĪŻ
3.1.1 ▀^│╠┐žųŲšŠ
ų„ę¬╩Ūīó▀^│╠ĘŪ┐žūā┴┐▀MąąöĄō■▓╔╝»║═ŅA╠Ä└ĒŻ¼Č°Ūęī”īŹĢröĄō■▀Mę╗▓Į╝ė╣ż╠Ä└ĒŻ¼╣® CRT ▓┘ū„šŠ’@╩ŠŻ¼Å─Č°īŹ¼Fķ_Łh▒OęĢŻ¼▓óīó▓╔╝»ĄĮĄ─öĄō■é„▌öĄĮ▒O┐žėŗ╦ŃÖCĪŻ▌ö│÷čbų├į┌ėą╔Ž╬╗ÖCĄ─ŪķørŽ┬Ż¼─▄ęįķ_ĻP┴┐╗“š▀─ŻöM┴┐ą┼╠¢Ą─ĘĮ╩ĮŻ¼Ž“ĮKČ╦į¬╝■āxŲ„▌ö│÷ėŗ╦ŃÖC┐žųŲ├³┴ŅĪŻ
łD 3 ╚Aš┬ DCS ŽĄĮyš¹¾wĮYśŗłD
3.1.2 ╣ż│╠ĤšŠ
╣ż│╠ĤšŠ┐╔ęįī” DCS ▀MąąĮMæBŻ©│╠ą“ĮMæB╝░«ŗ├µĮMæBŻ®╔Žé„Ż¼Ž┬▌dą▐Ė─Ą╚Ą╚╣”─▄╝░ī”┐žųŲšŠ▀Mąą┼õų├ĪŻ┴Ē═Ō▀Ć┐╔ęįį÷╝ė╗“£p╔┘▓┘ū„šŠŻ¼╗∙▒Š╔ŽŠ═╩Ūš¹éĆDCS ▄øė▓╝■ĮMæBĄ─▓┘ū„┤░┐┌ĪŻ═¼ĢrŻ¼╣ż│╠ĤšŠŠ▀ėą▓┘ū„åTšŠīŹĢr▒O┐žĄ─╣”─▄Ż¼┐╔ęį░č╣ż│╠ĤšŠū„×ķ▓┘ū„åTšŠ╩╣ė├ĪŻ
3.1.3 ▓┘ū„åTšŠ
▓┘ū„åTšŠĄ─ų„ę¬╣”─▄Š═╩Ū▓┘ū„╚╦åT═©▀^▓┘ū„åTšŠ┐╔ęį┴╦ĮŌ¼Fł÷▀\ąąĄ─ĀŅæBŻ¼Ė„ĘNģóöĄ▀\ąąĄ─«öŪ░ųĄŻ¼╩Ūʱėą«É│ŻŪķør░l╔·Ą╚Ż¼▓óŪę┐╔ęį▀Mąą╗∙▒ŠĄ─ģóöĄą▐Ė─įOų├Ż¼ī”╣ż╦ć▀^│╠▀Mąą┐žųŲ╝░š{╣ØŻ¼▒ŻūC┴╦╔·«a▀^│╠Ą─░▓╚½┐╔┐┐╝░╣ż╦ć┘|┴┐Ą─ĘĆČ©ę╗ų┬ĪŻ
4 DCS ▒O┐žĮń├µįOėŗ
▒Š┤╬įOėŗ╩Ū▀\ė├šŃĮŁ╚Aš┬Ą─ HZ-DCS-3000 ŽĄĮyŻ¼╦³Ą─╚╦ÖCĮń├µ╝╝ąg╩Ūį┌├└ć°┴_┐╦ĒfĀ¢ūįäė╗»╣½╦Šķ_░lė├ė┌▒OęĢ┼c┐žųŲūįäė╗»įOéõ║═▀^│╠Ą─╚╦ÖCĮń├µ▄ø╝■ RSVIW32 Ą─╗∙ĄAŽ┬▀Mąą┴╦ā╚╚▌Ą─žSĖ╗║═╝ė╣żŻ¼╩╣ŲõĖ³▀m║Ž╬ęć°ūį┐ž╝╝ąg╚╦åTĄ─æ¬ė├ĪŻ
Ż©1Ż®ŠÄ▌ŗų„┐žųŲĮń├µłDą╬

łD 4 ▓┘ū„Įń├µ 1

łD 5 ▓┘ū„Įń├µ 2
Ż©2Ż®äōĮ©┬ōµiī”æ¬łDą╬
1Ż®Ųš═©ļŖÖC┐žųŲĮń├µ
ļŖÖCĀŅæBŻ║▀\ąą×ķŠG╔½Ż¼═Żų╣×ķ╝t╔½Ż╗ļŖÖC╣╩šŽŻ║¤o╣╩šŽ×ķŠG╔½Ż¼ėą×ķ╝t╔½Ż╗åóäė╩¦öĪŻ║š²│Ż×ķŠG╔½Ż¼åóäė╩¦öĪ×ķ╝t╔½Ż╗═Ō▓┐═Żų╣Ż║š²│Ż×ķŠG╔½Ż¼═Ō▓┐═Żų╣×ķ╝t╔½Ż╗£╩éõ▓╗ūŃŻ║¤o×ķŠG╔½Ż¼ėą×ķ³S╔½ĪŻ

łD 6 Ųš═©ļŖÖC┐žųŲĮń├µłD
2Ż®ūāŅlļŖÖC┐žųŲĮń├µ
ļŖÖCĀŅæBŻ║▀\ąą×ķŠG╔½Ż¼═Żų╣×ķ╝t╔½Ż╗ūāŅl╣╩šŽŻ║¤o╣╩šŽ×ķŠG╔½Ż¼ėą×ķ╝t╔½Ż╗åóäė╩¦öĪŻ║š²│Ż×ķŠG╔½Ż¼åóäė╩¦öĪ×ķ╝t╔½Ż╗═Ō▓┐═Żų╣Ż║š²│Ż×ķŠG╔½Ż¼═Ō▓┐═Żų╣×ķ╝t╔½Ż╗£╩éõ▓╗ūŃŻ║¤o×ķŠG╔½Ż¼ėą×ķ³S╔½ĪŻ
łD 7 ūāŅlļŖÖC┐žųŲĮń├µłD
3Ż®ķ_ĻPķy
ĀŅæB╩ŪųĖķyĄ─īŹļHĀŅæBķ_×ķŠG╔½ĻP×ķ╝t╔½Ż╗ł¾Š»╩ŪųĖķyĄ─ĀŅæB┼c├³┴Ņ▓╗ę╗ų┬Ż¼ėął¾Š»×ķ³S╔½Ż¼¤o×ķŠG╔½Ż╗
├³┴Ņ╩ŪųĖ╔Ž╬╗ÖC░l│÷Ą─┐žųŲųĖ┴ŅĪŻ

łD8ķ_ĻPķy┐žųŲłD
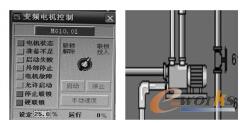
4Ż®ę║╬╗Ż¼ē║┴”Ż¼┴„┴┐Ą─ųĖ╩Š┼c┐žųŲ
SP ▒Ē╩Šįō╗ž┬ĘĄ─įOČ©ųĄŻ╗
PV ╩ŪųĖįō╗ž┬ĘĄ─īŹļHųĄŻ╗
MV ╩ŪųĖįōķyĄ─╩ųäėĮoČ©ķ_Č╚Ż╗
OUT ╩ŪųĖīŹļHĮoķyķTĄ─ķ_Č╚Ż╗
PV/SP ╩Ūįō╗ž┬Ę╩ųūįäėŪąōQĪŻ

łD 9 ę║╬╗Īóē║┴”Īó┴„┴┐Ą─ųĖ╩Š┼c┐žųŲłD
5 ĮYšō
5.1 蹊┐Ą─ā╚╚▌╝░ĮY╣¹
▒Š╬─ęį╣®┴Ž DCS ūįäė╗»┐žųŲŽĄĮy×ķ▒│Š░Ż¼į┌╦č╝»┤¾┴┐┘Y┴ŽĄ─╗∙ĄA╔ŽŻ¼ī”įOéõį¬╝■ą═╠¢Ą─▀x╚ĪŻ¼┐žųŲŽĄĮyĄ─ė▓╝■┼õų├Īó▄ø╝■ĮMæBęį╝░│╠ą“┐žųŲ▀^│╠Ą─ŠÄīæįOėŗĪŻ▒Š╬─ų„ę¬═Ļ│╔Ą─╣żū„║═╚ĪĄ├Ą─│╔╣¹╚ńŽ┬Ż║
Ż©1Ż®ī”╣®┴ŽŽĄĮyĄ─╣ż╦ć┴„│╠┼c╣żū„įŁ└Ē▀Mąą┴╦ŽĄĮy蹊┐ĪŻ
Ż©2Ż®ī”╣®┴Ž╠Ä└Ēčbų├Ą─ūįäė╗»┐žųŲŽĄĮy▀Mąą┴╦įö╝ÜĄ─Ė─įņįOėŗŻ¼═Ļ│╔┴╦ŽĄĮyį¬╝■Ą─▀x╚ĪŻ¼DCS ┐žųŲŽĄĮyĄ─ė▓╝■┼õų├ĪóģóöĄĮMæBĪó┐žųŲ│╠ą“ŠÄīæĄ╚╣żū„Ż╗═Ļ│╔┴╦└ĒŽļĄ─╚╦ÖCĮń├µłDĄ─ŠÄ▌ŗĪŻ
5.2 ų„ę¬äōą┬³c
▒Ššō╬─Ą─ų„ę¬äōą┬³cėąŻ║
Ż©1Ż®ĮY║ŽĖ─įņĄ─╣ż╦ć▀^│╠Ż¼įOėŗ│÷┴╦Š▀ėą’@╩ŠĪó▓┘ū„Ż¼ł¾Š»Ż¼š{╣ØŻ¼åóäė┬ōµi║═▒Żūo┬ōµiŻ¼Öz£yöĄō■Ż¼╝»ųą▓╔╝»Ą╚╣”─▄Ą─╣®┴Žčbų├ĪŻ
Ż©2Ż®ūįų„ķ_░l│÷┴╦╣®┴Ž DCS ūįäė┐žųŲŽĄĮyĪŻ═©▀^▄ø╝■║═ė▓╝■ŽĄĮyŻ¼īŹ¼F╬’┴Žį┌▓╗═¼ļAČ╬▒O┐ž╝░┐žųŲĪŻįOėŗ│÷└ĒŽļĄ─╚╦ÖCĮń├µ┐žųŲłDŻ¼ĘĮ▒Ń▓┘ū„╚╦åTęūė┌▓┘ū„Ż¼▒O┐žŻ¼į\öÓĄ─Įń├µłDŻ¼╔µ╝░ĄĮķyķTŻ¼ļŖÖCŻ¼£žČ╚Ż¼ē║┴”Ż¼┴„┴┐Ą╚Ż¼Äū║§╦∙ėąųžę¬Ą─įOéõģóöĄ┐žųŲĪŻ
║╦ą─ĻPūóŻ║═ž▓ĮERPŽĄĮyŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śIäšŅIė“ĪóąąśIæ¬ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śIäš╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśIäšŅIė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śIĻPūóERP╣▄└ĒŽĄĮyĄ─║╦ą─ŅIė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śIą┼Žó╗»Į©įO╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://www.lukmueng.com/
▒Š╬─ś╦Ņ}Ż║įņ╝ł═┐┴Ž DCS ūįäė┐žųŲŽĄĮyĖ─įņįOėŗ
▒Š╬─ŠWųĘŻ║http://www.lukmueng.com/html/support/11121516808.html






















