



ĪĪĪĪį┌¤o┐põō╣▄╝ė╣żįOéõųąŻ¼ė╔ė┌┤¾┴┐Ąž▓╔ė├╦┼Ę■┐žųŲŻ¼╩╣Ą├Ž╚Ū░▌^Å═ļsĄ─┐žųŲ▀^│╠ūāĄ├║åå╬Ż¼Ųõųą╣▄┼„Č©ą─įOéõŠ═ī┘ė┌▒╚▌^Ąõą═Ą─╦┼Ę■┐žųŲĪŻ╦∙ų^Ą─Č©ą─Ż¼Š═╩Ūį┌╣▄┼„Č╦├µĄ─ųąą─╠ÄŻ¼ė├Ń@Ņ^┤“ę╗éĆ╔ŅČ╚╝s40 mmĪóų▒ÅĮ×ķ30 mmĄ─┐ūĪŻ╣▄┼„Ą─Ū░Č╦├µČ©ą─╩Ū×ķ┴╦╠ßĖ▀┤®┐ū║¾õō╣▄Ą─═¼ą─Č╚Ż¼═¼Ģr£p╔┘┤®┐ūĒöŅ^ę¦╚ļĢrĄ─ē║┴”Ż¼Ę└ų╣│÷¼FŪ░┐©Ż¼║¾Č╦├µČ©ą─╩Ū×ķ┴╦Ę└ų╣│÷¼F║¾┐©ĪŻ╣▄┼„Ą─Č©ą─ĘĮĘ©ų„ę¬ėą¤ßČ©ą─║═└õČ©ą─ā╔ĘNĪŻŲõųą¤ßČ©ą─╩Ūį┌ī”╣▄┼„╝ė¤ß║¾Ż¼═©▀^═Ō┴”ė├ńYūė┤“┐ūČ©ą─Ż¼╦³Ą─ā׳c╩ŪįOéõ║åå╬Īó┐ņĮ▌Ż¼╚▒³c╩Ū▓╗▒Ńė┌╚╦╣żė^▓ņą¦╣¹Ż¼▓óŪęę╗Ą®Č©ą─ÖC│÷¼F╣╩šŽŻ¼╣▄┼„└õģs║¾Ż¼ät▓╗─▄▀M╚ļŽ┬Ą└╣żą“Ż¼įņ│╔╔·«a└╦┘MŻ╗└õČ©ą─╩Ūį┌ī”╣▄┼„╝ė¤ßŪ░Ż¼═©▀^ÖCąĄĘĮ╩Įė├Ń@Ņ^▀MąąŃ@┐ūŻ¼ā׳c╩ŪČ©ą─Š½Č╚Ė▀Īó▒Ńė┌╚╦╣żÖz▓ķŻ¼╚▒³c╩ŪįOéõ▌^Å═ļsĪŻ╠ņĮ“õō╣▄╝»łF╣╔Ę▌ėąŽ▐╣½╦Šį┌ī”╣▄┼„Ą─╝ė╣ż╠Ä└ĒĘĮ├µ▀xė├┐žųŲŠ½Č╚Ė▀Ą─└õČ©ą─įOéõŻ©▀@ĘN└õČ©ą─įOéõį┌Ž┬├µĄ─ĻÉ╩÷ųą║åĘQ×ķČ©ą─ÖCŻ®ĪŻČ©ą─ÖCųąĄ─ļŖÜŌ┐žųŲŽĄĮyų„ę¬ė╔╦┼Ę■┐žųŲŽĄĮyĮM│╔Ż¼Č°╦┼Ę■┐žųŲŽĄĮyė╔╦┼Ę■“īäėŲ„║═╦┼Ę■ļŖäėÖCĮM│╔▓óĮY║ŽPLC┐žųŲ┐╔īŹ¼Fī”Ń@Ņ^Ą─Š½┤_┐žųŲŻ¼┼cé„Įy┐žųŲĘĮ╩ĮŽÓ▒╚▌^Ż¼╦┼Ę■┐žųŲ┐╔ęį═Ļ│╔╬╗ų├Īó╦┘Č╚║═┴”ŠžĄ─ķ]Łh┐žųŲŻ¼┤¾Ę∙Č╚╠ßĖ▀Š½Č╚Ż¼Å─Č°┐╔ęį╩╣Č©ą─ÖCį┌õō╣▄▄łųŲ▀^│╠ųą┤¾┤¾ĮĄĄ═“ĶFČ·”ī”õō╣▄ā╚▒┌Ą─ōpé¹Ż¼╠ßĖ▀õō╣▄ā╚▒Ē├µ┘|┴┐╝░ąŠ░¶Ą─╩╣ė├ē█├³ĪŻ
1 Č©ą─ÖCĄ─ĮM│╔╝░╣żū„įŁ└Ē
ĪĪĪĪ460 ÖCĮMĄ─Č©ą─ÖCė╔ęŌ┤¾└¹Ą─ LAZZARI ╣½╦Š╠ß╣®Ż¼Č©ą─įOéõų„ę¬ė╔Č©ą─ÖCū∙ĪóČ©ą─ÖCŅ^ĪóÖCŅ^▀MĮočbų├Īó┼„ūėŖAŠočbų├ĪóÜŌäėĪóę║ē║╝░ØÖ╗¼Ą╚čbų├ĮM│╔ĪŻČ©ą─ÖCį┌ė╔ÖCū∙ĮM│╔Ą─┤▓╔Ē╔Žū„╦«ŲĮ▀\äėĪŻ░▓čbį┌ÖCŅ^╔ŽĄ─ų„“īäėą²▐DļŖÖC╩Ūę╗éĆ╚²ŽÓ«É▓ĮļŖäėÖCŻ¼╦³═©▀^1éĆ╚fŽ“▌S“īäė2éĆŃ@Ņ^ĪŻ2éĆŃ@Ņ^Ė∙ō■▓╗═¼┼„┴ŽĄ─ų▒ÅĮ┐╔į┌┤╣ų▒ĘĮŽ“▀Mąą╩ųäėš{╣ØĪŻų„“īäėą²▐DļŖÖCĄ─Ņ~Č©╣”┬╩×ķ45 kWŻ¼Ņ~Č©▐D╦┘×ķ1 475 r/minŻ╗ÖCŅ^▀MĮočbų├╩Ūė╔ę╗éĆĮ╗┴„╦┼Ę■ļŖäėÖCĪóØLųķĮzĖ▄ĮM│╔Ą─▀MĮoŽĄĮyĪŻĮ╗┴„╦┼Ę■ļŖäėÖCŅ~Č©╣”┬╩×ķ5.6 kWŻ¼Ņ~Č©▐D╦┘×ķ 3 000 r/minŻ¼ūŅąĪ▀MĮo╦┘Č╚╩Ū 0Ż¼ūŅ┤¾×ķ100 mm/sŻ╗┼„ūėŖAŠočbų├░▓čbį┌Ń@ÖCĄ─ų„¾wĮYśŗ╔ŽĪŻįōčbų├ė╔2éĆĖ▄ŚUĦäė┤╣ų▒Ą─“V”ą═ēKŻ¼▀BŚUė╔2éĆę║ē║Ėū“īäėĪŻ┤╣ų▒ŖAŠ▀Ą─ąą│╠┐╔ęįė├üĒŖAŠo▓╗═¼ų▒ÅĮĄ─┼„┴ŽĪŻ
ĪĪĪĪČ©ą─ÖC╣ż╦ćģóöĄ╚ńŽ┬Ż║┐╣└ŁÅŖČ╚×ķūŅ┤¾1 200 N/mm2Ż╗┼„ūė═ŌÅĮ×ķ 270 mmŻ¼ 310 mmŻ¼350 mmŻ¼ 400 mmŻ╗┼„ūėų▒ÅĮ╣½▓Ņ×ķ±1.4%Ż╗╣▄┼„ķLČ╚×ķūŅąĪ1 150 mmŻ¼ūŅ┤¾5 000 mmŻ╗Ń@Ņ^ų▒ÅĮ×ķūŅąĪ 40mmŻ¼ūŅ┤¾ 80mmŻ╗Ń@┐ū╔Ņ×ķūŅąĪ20mmŻ¼ūŅ┤¾50 mmŻ╗Ń@Ņ^▀MĮo╦┘Č╚×ķūŅąĪ500 r/minŻ¼ūŅ┤¾2 000 r/minĪŻ
ĪĪĪĪ╣▄┼„═©▀^µ£╩Į▀\▌öÖC▒╗╦═ĄĮī”²R▌üĄ└Ż¼ī”²R▌üĄ└Ū░ėąī”²Rō§░ÕŻ¼ō§░ÕĄ─ū„ė├╩Ū╩╣╣▄┼„Č╦├µ┼cŃ@┐ūÖCŪ░╬╗ų├į┌ę╗Ślų▒ŠĆ╔ŽĪŻ╣▄┼„║═Ń@┐ūÖCŅ^▓┐ī”²R║¾ė╔▓Į▀MęŲõōÖC╦═ų┴Č©ą─ÖCŪ░Ą─“V”ą═░░ū∙ĪŻ“V”ą═░░ū∙╣▓ėą4Č╬Ż¼├┐ę╗Č╬░░ū∙ė╔0.55 kW╚²ŽÓ«É▓ĮļŖäėÖC▀Mąą“īäėŻ¼├┐ę╗Č╬░░ū∙Ž┬Š∙čbėą╬╗ęŲé„ĖąŲ„Ż¼é„ĖąŲ„ī”«öŪ░┼„┴Ž╬╗ų├▀Mąą£y┴┐Ż¼▓óīó£y┴┐Ą─öĄųĄé„▌öĮoPLCŻ¼PLCėŗ╦Ń«öŪ░Ą─┼„┴ŽłAą─ųĄŻ¼▓ó║═ŅAŽ╚Ą─įOČ©ųĄŻ©ė╔▓┘ū„┼_Ė∙ō■┼„┴ŽĄ─═ŌÅĮ│▀┤ńŅAŽ╚įOČ©Ż®▀Mąą▒╚▌^Ż¼░░ū∙Ė∙ō■ėŗ╦Ń║¾Ą─▓ŅųĄš{š¹┼„┴ŽĄ─łAą─║═Ń@Ņ^ķgĄ─ī”²R╬╗ų├Ż¼ą╬│╔ķ]ŁhžōĘ┤üŽĄĮyĪŻŠ½┤_┴╦┼„┴ŽĄ─łAą─╬╗ų├ĪŻ
2 ╦┼Ę■┐žųŲŽĄĮyį┌Č©ą─ÖC╔ŽĄ─æ¬ė├
ĪĪĪĪ2.1 Č©ą─ÖCųąĄ─╦┼Ę■┐žųŲĘĮ╩Į
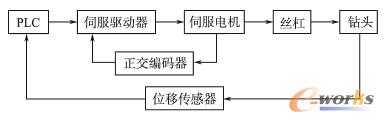
ĪĪĪĪŠC╔Ž╦∙╩÷Ż¼łAą─╬╗ų├┤_Č©║¾Ż¼Č©ą─ÖCŪ░Ą─ŖAŠoŽĄĮyŖAŠo┼„ūėŻ¼ė╔Č©ą─ÖCĄ─▀MĮo╦┼Ę■┐žųŲŽĄĮy═Ļ│╔ī”╣▄┼„Ą─Č©╬╗▓┘ū„Ż¼Č©╬╗įŁ└Ē╚ńłD 1 ╦∙╩ŠŻ¼ĮzĖ▄┼c░▓čbŃ@Ņ^Ą─┐šą─▌SŽÓ▀Bū„×ķ┤╦ŽĄĮyųąĄ─▒╗ęŲäėÖCąĄįOéõŻ¼┤╦ÖCąĄįOéõĄ─┴Ēę╗Č╦═©▀^ŲżÄ¦┼cą²▐DļŖäėÖCŽÓ▀BĮėŻ¼ęįīŹ¼FŃ@Ņ^Ą─ą²▐D▀\äėĪŻ═¼ĢrŻ¼ĮzĖ▄Ą─┴Ēę╗Č╦┼cĮ╗┴„╦┼Ę■ļŖäėÖCŽÓ▀BĮėŻ¼īŹ¼FŃ@Ņ^Ą─▌SŽ“▀MĮo▀\äėĪŻĮ╗┴„╦┼Ę■┐žųŲŽĄĮyė╔░¼─¼╔·CT ╣½ ╦Š Ą─ UnidriveSP2403 ╦┼Ę■“īäėŲ„Ż©╦┼Ę■┐žųŲŲ„Ż®ĪóĮ╗┴„╦┼Ę■ļŖäėÖCęį╝░Ę┤üį¬╝■Ż©Ę┤üė├š²Į╗ŠÄ┤aŲ„Ż¼┼c╦┼Ę■ļŖäėÖC╣╠╗»į┌ę╗ŲŻ®╝░ŠÄ│╠▓┘ū„Įė┐┌Ą╚ĮM│╔Ż¼Unidrive SP2403 ╦┼Ę■“īäėŲ„īó▀\äė┐žųŲ─ŻēK║═“īäėŲ„╣╠╗»į┌ę╗ŲŻ¼īŹ¼Fī”╦┼Ę■ļŖäėÖCĄ─┐žųŲ╝░ī”ł╠ąąÖCśŗĄ─╦┘Č╚║═╬╗ų├╠ß╣®Š½┤_┼cĘĆČ©Ą─┐žųŲĪŻ
łD1 Č©ą─ÖC▀MĮo╦┼Ę■ŽĄĮyĮYśŗįŁ└ĒłD
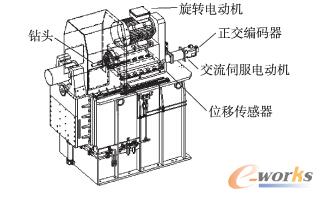
ĪĪĪĪłD2╦∙╩Š╩ŪČ©ą─ÖCĄ─įOéõĮYśŗłDĪŻUnidriveSP2403 ╦┼Ę■“īäėŲ„ųąĄ─▀\äė┐žųŲ─ŻēKĮė╩š═©▀^ŠÄ┤aŲ„ļŖ└|é„╦═▀^üĒĄ─╦┼Ę■ļŖäėÖCš²Į╗ŠÄ┤aŲ„ą┼╠¢ĪŻ
łD2 Č©ą─ÖCĮYśŗłD
ĪĪĪĪ▀@ĘNĮ╗┴„╦┼Ę■ļŖäėÖCĄ─▌SČ╦čbėą£yČ©▌S╦┘║═ōQŽ“³cĄ─š²Į╗ŠÄ┤aŲ„Ż¼Ųõųąš²Į╗ŠÄ┤aŲ„ų„ę¬ė├ė┌īó╦┼Ę■ļŖäėÖCĄ─▐D╦┘ęį╝░▐DūėĄ─īŹļH╬╗ų├Ę┤üĮoUnidrive SP2403╦┼Ę■“īäėŲ„Ż¼ęį╝░┐žųŲļŖäėÖCŠĆ╚”Ą─ŪąōQĒśą“ĪŻČ°į┌ĮzĖ▄Ą─╬▓Č╦░▓čbMTS╣½╦Š GH-M-0450M-D60-1-A0 ╬╗ęŲé„ĖąŲ„Ż¼┤_Č©▒╗ęŲäėĄ─ÖCąĄįOéõŻ©Ń@Ņ^Ż®╦∙į┌Ą─īŹļH╬╗ų├Ż¼Å─Č°┐žųŲ╦┼Ę■ļŖäėÖCį┌▓╗═¼Ą─╬╗ų├ęį▓╗═¼Ą─▀MĮo╦┘Č╚▀\ąąĪŻ┤╦╬╗ęŲé„ĖąŲ„┐╔ęį╩╣ė╔ė┌é„äėčbų├║═ĮzĖ▄ųąĄ─ķgŽČŻ©2éĆ╗“ČÓéĆ²X▌åķgĄ─ķgŽČŻ®╦∙ī¦ų┬Ą─š`▓ŅČ°ę²ŲĄ─ą²▐D▌SĄ─╬╗ų├║═ļŖÖC▌SĄ─╬╗ų├▓╗ę╗ų┬å¢Ņ}Ą├ĄĮĮŌøQĪŻ
ĪĪĪĪUnidrive SP2403 ╦┼Ę■“īäėŲ„Ą─▀\äė┐žųŲ─ŻēKė╔1éĆ╬ó╠Ä└ĒŲ„║═1éĆė├ė┌╠Ä└ĒĖ▀╦┘ŠÄ┤aą┼╠¢Ą─DSPĮM│╔ĪŻ▀\äė┐žųŲ─ŻēK×ķĮ╗┴„╦┼Ę■ļŖäėÖC“īäėå╬į¬╠ß╣®1éĆ┐žųŲ▐Däė╦┘Č╚║═ĘĮŽ“Ą─ą┼╠¢Ż¼
ĪĪĪĪ“īäėå╬į¬░č╦³▐DōQ×ķ▀m«öĄ─ļŖē║║═ļŖ┴„Ż©╣”┬╩Ż®╚ź“īäė╦┼Ę■ļŖäėÖC▀\▐DĪŻ▀\äė┐žųŲ─ŻēKĄ─ŠÄ┤a▌ö╚ļļŖ┬Ę——Įė╩šŲ„ļŖ┬ĘŻ¼īŹļH╔ŽŠ═╩Ū╦┼Ę■“īäėŲ„┼cš²Į╗ŠÄ┤aŲ„▌ö│÷ų«ķgĄ─Įė┐┌ļŖ┬ĘĪŻš²Į╗ŠÄ┤aŲ„▌ö│÷6┬ĘRS-422/RS-485 ą┼╠¢Ż©AŻ¼A*Ż¼BŻ¼B*Ż¼ZŻ¼Z*Ż®Ż¼═©▀^ļŖ└|é„╦═ų┴▀\äė┐žųŲ─ŻēKĄ─Įė╩šļŖ┬ĘĪŻĮė╩šļŖ┬Ę░čą┼╠¢▐DōQ×ķ▀ē▌ŗļŖŲĮą┼╠¢Ż¼▓ó░čą┼╠¢╦═ų┴▀\äė┐žųŲ─ŻēK▀Mąą╠Ä└ĒĪŻ
ĪĪĪĪ2.2 Č©ą─ÖCųąĄ─PLCĮMæB╝░╦┼Ę■┐žųŲ▀^│╠
ĪĪĪĪČ©ą─ÖCĄ─š¹éĆļŖÜŌ┐žųŲŽĄĮyų„ę¬ė╔╬„ķTūėS7 300 PLC ┐žųŲŲ„ĪóNidec ASI ╣½╦ŠĄ─ GT ŽĄ┴ąūāŅlŲ„║═Į╗┴„ļŖäėÖCĪó░¼─¼╔·CT╣½╦ŠĄ─UnidriveSP ŽĄ┴ą╦┼Ę■“īäėŲ„║═Į╗┴„╦┼Ę■ļŖäėÖCęį╝░é„ĖąŲ„Ą╚į¬╝■ĮM│╔ĪŻ
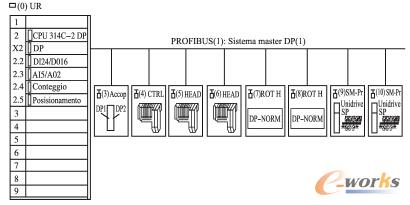
ĪĪĪĪłD 3 ╦∙╩Š╩Ū S7-300PLC Ą─ė▓╝■ĮMæBŻ¼ė╔CPUĪóöĄūų┴┐▌ö╚ļ▌ö│÷─ŻēKĪó─ŻöM┴┐▌ö╚ļ▌ö│÷─ŻēKĪóET200šŠĄ╚ĮM│╔ĪŻŽĄĮy▓╔ė├Profibus DPŠWĮjīóūāŅlŲ„║═╦┼Ę■“īäėŲ„ŽÓ▀BĮėŻ¼ęįīŹ¼FPLC┼c╦┼Ę■“īäėŲ„╝░ūāŅlŲ„ų«ķgĄ─öĄō■Į╗ōQ║═é„▌öĪŻ
łD3 Č©ą─ÖCPLCė▓╝■ĮMæBłD
ĪĪĪĪET200 šŠųąčbėą─ŻöM┴┐▌ö╚ļ─ŻēKŻ¼Öz£yŃ@Ņ^╬╗ų├Ą─é„ĖąŲ„═©▀^įō─ŻēKīóŃ@Ņ^Ą─╬╗ų├ą┼╠¢é„╦═ĮoPLCŻ¼PLC ═©▀^ Profibus DP ŠWĮjīóŃ@Ņ^╦∙į┌╬╗ų├║═Į╗┴„╦┼Ę■ļŖäėÖCĄ─ĮoČ©╦┘Č╚Ą╚öĄō■é„▌öĮo╦┼Ę■“īäėŲ„Ż¼ęįīŹ¼FŃ@Ņ^į┌▓╗═¼╬╗ų├Īó▀MĮo╦┘Č╚Ą─Š½┤_┐žųŲĪŻ
ĪĪĪĪš¹éĆŽĄĮyĄ─╦┼Ę■┐žųŲ▀^│╠╚ńŽ┬╦∙╩÷Ż║PLCėŗ╦Ń│÷Į╗┴„╦┼Ę■ļŖäėÖC║═ą²▐DļŖäėÖCĄ─ĮoČ©▐D╦┘Ą╚ģóöĄŻ¼═©▀^Profibus DPŠWĮjé„╦═Įo╦┼Ę■“īäėŲ„║═ūāŅlŲ„Ż¼ėŗ╦Ń╚ńŽ┬Ż║
ĪĪĪĪČ©ą─ÖCą²▐DļŖäėÖC╦┘Č╚ĮoČ©×ķ═©▀^é„ĖąŲ„Ą─Ę┤üą┼╠¢║═Ń@┐ū╔ŅČ╚Ą─įOČ©Ż¼PLC ėŗ╦Ń│÷į┌Ń@Ņ^┐ņ╦┘ĮėĮ³┼„┴ŽĪó┬²╦┘Č©ą─┼„┴ŽĪó┐ņ╦┘╗ž═╦Ą─š¹éĆČ©ą─▀^│╠ųąĮ╗┴„╦┼Ę■ļŖäėÖCĄ─ĮoČ©╦┘Č╚╝░▀\ąąģ^ķgŻ¼┤_Č©Ń@Ņ^Ą─Ū░║¾śOŽ▐╬╗ų├Ż©┤╦╬╗ų├×ķ═©▀^╬╗ęŲé„ĖąŲ„Ę┤üą┼╠¢┤_Č©Ą─▄øśOŽ▐╬╗ų├Ż¼Č©ą─ÖC│²┴╦▄øśOŽ▐ęį═ŌŻ¼▀Ćė├śOŽ▐ķ_ĻPįOČ©┴╦Ń@Ņ^▀\äėĄ─ÖCąĄśOŽ▐Ż®ĪŻ
ĪĪĪĪ«ö╬╗ęŲé„ĖąŲ„╦∙Ę┤üĄ─ųĄL≥400 mm ĢrŻ¼šf├„╦┼Ę■ļŖäėÖC“īäėĄ─Ń@Ņ^▀MĮoęčĮø│¼│÷Ū░śOŽ▐╬╗ĪŻ«ö╬╗ęŲé„ĖąŲ„╦∙Ę┤üĄ─ųĄL≤10 mm ĢrŻ¼šf├„╦┼Ę■ļŖäėÖC“īäėĄ─Ń@Ņ^╗ž═╦ų┴═Ż▄ć╬╗ĪŻŃ@Ņ^▀MĮo▀^│╠ųąŻ¼«ö╬╗ęŲé„ĖąŲ„╦∙Ę┤üĄ─ųĄL≤LTOTAL-LHEAD-45 mm ĢrŻ¼╦┼Ę■“īäėŲ„┐žųŲ╦┼Ę■ļŖäėÖC“īäėŃ@Ņ^┐ņ╦┘▀MĮoĪŻ
ĪĪĪĪ«ö╬╗ęŲé„ĖąŲ„╦∙Ę┤üĄ─ųĄ L≥LTOTAL-LHEAD-45 mm ĢrŻ¼šf├„╦┼Ę■ļŖäėÖC“īäėĄ─Ń@Ņ^ĄČŲ¼īó┼c┼„┴ŽČ╦├µĮėė|Ż¼Č©ą─ķ_╩╝Ż¼╦┼Ę■“īäėŲ„┐žųŲĮ╗┴„╦┼Ę■ļŖäėÖCīóęį Vref_feed▀@ę╗╦┘Č╚“īäėŃ@Ņ^Č©ą─ĪŻ
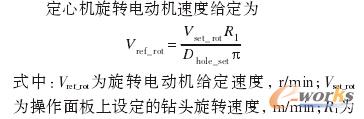
ĪĪĪĪŲõųąLTOTAL×ķ╬╗ęŲé„ĖąŲ„į┌┴Ń╬╗Ģr░▓čbŃ@Ņ^Ą─┐šą─▌SĄū▓┐ĄĮ┼„┴ŽČ╦├µĄ─ŠÓļxĪŻLHEAD×ķŃ@Ņ^Ą─ķLČ╚Ż¼┤╦ķLČ╚ę“Ń@Ņ^▓╗═¼Ż¼öĄųĄę▓▓╗ŽÓ═¼Ż¼45 mm ×ķŃ@Ņ^Ąū▓┐ŠÓļx┐šą─▌SĄū▓┐Ą─ŠÓļxŻ¼┤╦ķLČ╚▓╗ę“Ń@Ņ^Ą─▓╗═¼Č°Ė─ūāĪŻ«öL≥LTOTAL-LHEAD-45 mm+ LDEPTHĢrŻ¼PLCŽ“╦┼Ę■“īäėŲ„░l╦═▀MĮo═Żų╣├³┴ŅŻ¼┼„┴ŽČ©ą─═Ļ│╔Ż¼Ń@Ņ^Ą╚┤²ĘĄ╗ž├³┴ŅĪŻ│╠ą“┴„│╠łD╚ńłD4╦∙╩ŠĪŻLDEPTH×ķTP├µ░Õ╔ŽįOČ©Ą─Ń@┐ū╔ŅČ╚ĪŻ
ĪĪĪĪį┌ĘĄ╗ž▀^│╠ųą«ö25 mm <L≤LTOTAL-LHEAD-45mm+LDEPTĢr Ż¼Ń@ Ņ^ ┐ņ ╦┘ ĘĄ ╗ž ĪŻ ╗ž ═╦ ų┴ L≤25mm ĢrŻ¼╦┼Ę■ļŖäėÖC£p╦┘Ż¼«ö L=10 mm ĢrŻ¼£p×ķ┴Ń╦┘ĪŻ
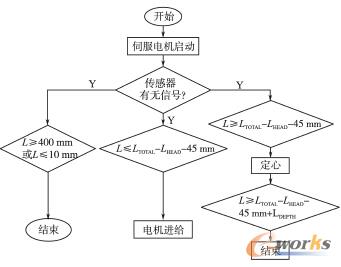
łD4 ╦┼Ę■ļŖÖC▀MĮoČ©ą─│╠ą“┴„│╠łD
3 ĮYšō
ĪĪĪĪė╔╔Ž┐╔ų¬Ż¼╦┼Ę■┐žųŲŽĄĮyė╔╦┼Ę■“īäėŲ„║═╦┼Ę■ļŖäėÖCĮM│╔▓óĮY║ŽPLC┐žųŲ┐╔īŹ¼Fī”╔·«aįOéõĄ─Š½┤_┐žųŲĪŻČ©ą─ÖC▓╔ė├╦┼Ę■┐žųŲ║¾Ż¼įOéõĄ─ūįäė╗»│╠Č╚┤¾┤¾╠ßĖ▀Ż¼£p╔┘┴╦╚╦╣ż│╔▒ŠĪŻ═¼Ģrė╔ė┌╦┼Ę■ļŖäėÖCĄ─╣”┬╩ąĪŻ¼£p╔┘┴╦─▄į┤Ž¹║─Ż¼─▄┐ņ╦┘ųŲäėŻ¼Ė³ų„ꬥ─╩ŪČ©╬╗Š½Č╚Ė▀Ż¼▓ó─▄Öz£yĄĮīŹļH╬╗ų├║═└Ēšō╬╗ų├Ą─š`▓ŅĪŻ╦┼Ę■┐žųŲŽĄĮyŽÓī”ė┌Ųõ╦³é„Įy┐žųŲĘĮ╩ĮŻ¼ŲõŠ½Č╚┐╔ęį╠ßĖ▀öĄ╩«▒ČŻ¼╔§ų┴Ė³Ė▀ĪŻ┐╔ęį═Ļ│╔╬╗ų├Īó╦┘Č╚║═┴”ŠžĄ─ķ]Łh┐žųŲĪŻ
║╦ą─ĻPūóŻ║═ž▓ĮERPŽĄĮyŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śIäšŅIė“ĪóąąśIæ¬ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śIäš╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśIäšŅIė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śIĻPūóERP╣▄└ĒŽĄĮyĄ─║╦ą─ŅIė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śIą┼Žó╗»Į©įO╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://www.lukmueng.com/
▒Š╬─ś╦Ņ}Ż║╦┼Ę■┐žųŲŽĄĮyį┌Č©ą─ÖC╔ŽĄ─æ¬ė├
▒Š╬─ŠWųĘŻ║http://www.lukmueng.com/html/support/11121516779.html






















