



ę╗Īóę²čį
╣ż╦ć╣żū„╩ŪŲ¾śI(y©©)Ą─ę╗ĒŚ(xi©żng)╗∙ĄA(ch©│)ąį╣żū„Ż¼ž×┤®ė┌Įø(j©®ng)ĀI(y©¬ng)╔·«a(ch©Żn)╗Ņäė(d©░ng)Ą─╚½▀^│╠ĪŻé„Įy(t©»ng)Ą─╣ż╦ć£╩(zh©│n)éõĘĮĘ©ę¬Å─└ĒĮŌłDśėķ_╩╝Ż¼▀\(y©┤n)ė├AutoCADĪóCAXAĄ╚▄ø╝■ŠÄųŲ╣ż╦ćęÄ(gu©®)│╠Ż¼į┌öĄ(sh©┤)┐ž╝ė╣żųąį┘▀\(y©┤n)ė├NXĄ╚▀M(j©¼n)ąąŠÄ│╠Ż¼Å═(f©┤)ļsą═├µŠÄ│╠Ģr(sh©¬)Ż¼ąĶę¬┴Ēū÷ŠÄ│╠ė├Ą─ųą▓Ņ─Żą═Ż¼╣żū„Ę▒¼ŹŪę╚▌ęū│÷Õe(cu©░)Ż¼Ūę╔·«a(ch©Żn)£╩(zh©│n)éõų▄Ų┌ķL(zh©Żng)Ż¼╣ż╦ćčbéõįO(sh©©)ėŗ(j©¼)┼cųŲįņĄ─╣żū„┴┐┤¾ĪŻļSų°╚²ŠS╝╝ąg(sh©┤)Ą─Ųš▒ķæ¬(y©®ng)ė├Ż¼įO(sh©©)ėŗ(j©¼)łDśėęį╚²ŠSą╬╩ĮŽ┬░l(f©Ī)▒žīó╩Ūę╗éĆ(g©©)┌ģä▌(sh©¼)Ż¼Č°¼F(xi©żn)Į±Ż¼ČÓöĄ(sh©┤)įO(sh©©)ėŗ(j©¼)▓┐ķTČ╝ęčĮø(j©®ng)ķ_╩╝ęįMBDįO(sh©©)ėŗ(j©¼)─Żą═Ą─ą╬╩ĮŽ┬░l(f©Ī)įO(sh©©)ėŗ(j©¼)ą┼ŽóŻ©łD1Ż®ĪŻ
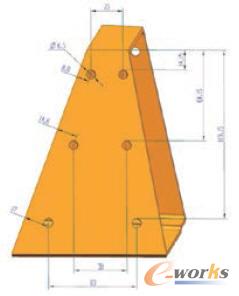
łD1 įO(sh©©)ėŗ(j©¼)Ž┬░l(f©Ī)Ą─MBD─Żą═
├µī”(du©¼)ą┬Ą─įO(sh©©)ėŗ(j©¼)łDśė─Ż╩ĮŻ¼╬ęéā?c©©)ōį§śė║Ž└ĒĄ─æ?y©®ng)ė├▓ó╠ßĖ▀įŁėąĄ─╣żū„ą¦┬╩─ž?ĮY(ji©”)║ŽįO(sh©©)ėŗ(j©¼)MBD─Żą═┘Yį┤Ż¼┐╔▀\(y©┤n)ė├NX 7.5▄ø╝■ųąĄ─WAVEĪó═¼▓ĮĮ©─ŻĄ╚╝╝ąg(sh©┤)┐ņ╦┘Ą─Į©┴ó║═įO(sh©©)ėŗ(j©¼)│÷╣żą“╚²ŠSīŹ(sh©¬)¾w─Żą═Ż¼į┌Ė∙ō■(j©┤)Ų¾śI(y©©)īŹ(sh©¬)ļHąĶŪ¾Ż¼▐D(zhu©Żn)╗»│╔Č■ŠS╗“╚²ŠS╣żą“łDĪŻ▀@▓╗āH╠ßĖ▀┴╦╣żą“ŠÄųŲĄ─╦┘Č╚Ż¼▓óŪęĘĮ▒Ń┴╦║¾Ų┌Ą─╣żą“ā╚(n©©i)╚▌Ą─Ė³Ė─Ż¼Č°ļS║¾Ą─╣żą“╝ė╣ż▀^│╠Ż¼ę▓┐╔ęįų▒ĮėĻP(gu©Īn)┬ō(li©ón)╣żą“─Żą═Ż¼▀M(j©¼n)ąąöĄ(sh©┤)┐ž│╠ą“ŠÄųŲĪŻ
Č■Īó┐ņ╦┘╣żą“Į©─Ż╝░ŠÄ│╠Ą─ĮŌøQĘĮ░Ė║═ŽÓĻP(gu©Īn)╝╝ąg(sh©┤)
1.┐ņ╦┘╣żą“Į©─Ż╝░ŠÄ│╠Ą─ĮŌøQĘĮ░Ė
į┌NXŽ┬ęįMBDįO(sh©©)ėŗ(j©¼)─Żą═×ķ╗∙ĄA(ch©│)┐ņ╦┘╣ż╦ćŠÄųŲĄ─īŹ(sh©¬)¼F(xi©żn)įŁ└ĒŻ¼╩Ū╚Ī┴Ń╝■Ą─įO(sh©©)ėŗ(j©¼)─Żą═×ķ╬©ę╗Ą─┘Yį┤ą┼ŽóŻ¼ęį┤╦▀\(y©┤n)ė├WAVEĪó═¼▓ĮĮ©─ŻĄ╚╝╝ąg(sh©┤)äō(chu©żng)Į©įō┴Ń╝■╝ė╣ż╣ż╦ć─Żą═Ż¼īŹ(sh©¬)¼F(xi©żn)į┌įO(sh©©)ėŗ(j©¼)ą┼Žó░l(f©Ī)╔·ūā╗»Ą─Ģr(sh©¬)║“Ż¼╣ż╦ć─Żą═ļSų«Ė³ą┬Ż¼╣ż╦ćåT╬©ę╗╦∙ū÷Ą─╣żū„Š═╩ŪŠSūo(h©┤)╣żą“─Żą═ų«Īó╦ŠĄ─Äū║╬¾wµ£ĮėĻP(gu©Īn)ŽĄĪŻĖ∙ō■(j©┤)Ų¾śI(y©©)īŹ(sh©¬)ļHąĶ꬯¼īóŠÄųŲ═Ļ│╔Ą─╣żą“─Żą═ī¦(d©Żo)│╔Č■ŠS╣ż╦ćŻ¼╗“ų▒Įė▐D(zhu©Żn)ōQ×ķ╚²ŠS╣ż╦ćĪŻöĄ(sh©┤)┐ž│╠ą“ŠÄųŲĢr(sh©¬)Ż¼ät┐╔ų▒Įė▀\(y©┤n)ė├WAVE╝╝ąg(sh©┤)Ż¼µ£ĮėŽÓĻP(gu©Īn)╣żą“─Żą═Ą─Äū║╬¾wŻ¼▀M(j©¼n)ąą│╠ą“ŠÄųŲŻ¼īŹ(sh©¬)¼F(xi©żn)«ö(d©Īng)ę“įO(sh©©)ėŗ(j©¼)─Żą═░l(f©Ī)╔·ūāōQŻ¼╣ż╦ćļSų«Ė³ą┬─Żą═Ą─Ģr(sh©¬)║“Ż¼▓╗ė├ųžą┬ī¦(d©Żo)╚ļą┬Ą─╣żą“─Żą═į┘┤╬▀M(j©¼n)ąąöĄ(sh©┤)┐ž│╠ą“ŠÄųŲŻ¼ų╗ąĶųžą┬╔·│╔ĄČ▄ē╝┤┐╔Ż©łD2Ż®ĪŻ
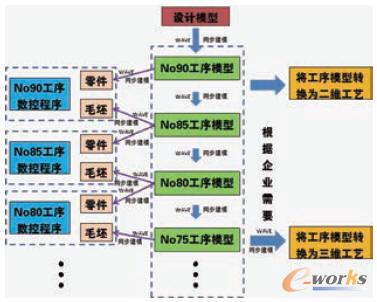
łD2 ┐ņ╦┘╣żą“Į©─Ż╝░ŠÄ│╠┴„│╠łD
2.NX 7.5 WAVE╝╝ąg(sh©┤)
NX7.5ųąĄ─WAVEŻ©łD3Ż®╩Ūę╗ĘNīŹ(sh©¬)¼F(xi©żn)ŽÓĻP(gu©Īn)▓┐╝■ķgĮ©─ŻĄ─╝╝ąg(sh©┤)ĪŻ┐╔ęį╗∙ė┌įO(sh©©)ėŗ(j©¼)─Żą═Ą─Äū║╬ą┼Žó╝░Ųõ┐šķg╬╗ų├╚źįO(sh©©)ėŗ(j©¼)┴Ēę╗éĆ(g©©)▓┐╝■Ż¼╣żą“Į©─Żį╩įSį┌å╬éĆ(g©©)┴Ń╝■ā╚(n©©i)Į©┴ó╠žš„ų«ķgĄ─ĻP(gu©Īn)┬ō(li©ón)ĪŻWAVEöU(ku©░)š╣▀@ĘNĖ┼─ŅŻ¼Į©┴ó▓╗═¼▓┐╝■ųąÄū║╬ą┼ŽóķgĄ─ĻP(gu©Īn)┬ō(li©ón)Ż¼╦³ę▓╠ß╣®┴╦└ĒĮŌĪó╣▄└Ē║═┐žųŲ▀@ą®ĻP(gu©Īn)┬ō(li©ón)Ż¼ęį╝░ė|░l(f©Ī)▓┐╝■ķgĻP(gu©Īn)┬ō(li©ón)Ė³ą┬Ą─╣żŠ▀ĪŻWAVEų„ę¬æ¬(y©®ng)ė├ė┌įö╝Ü(x©¼)įO(sh©©)ėŗ(j©¼)Īóįu(p©¬ng)╣└įO(sh©©)ėŗ(j©¼)Ė┼─Ņ╝░ųŲįņėŗ(j©¼)äØĄ╚ŅI(l©½ng)ė“ĪŻ╦∙ų^ųŲįņėŗ(j©¼)äØ╩ŪųĖ═©▀^ŽÓĻP(gu©Īn)Ąžµ£Įėę╗ŽĄ┴ąį┌╝ė╣ż▀^│╠ųąĄ─╣żą“─Żą═Ż¼Į©┴ó┴Ń╝■╝ė╣żĄ─╣żą“─Żą═Ż¼═©▀^µ£ĮėĘĮĘ©Ż¼Į©┴ó─ŻöM╝ė╣ż▀^│╠ųą├┐Ą└╣żą“Ą─┴Ń╝■─Żą═Ż¼▓óŪę▒ŻūC╦∙ėą─Żą═Ą─ĻP(gu©Īn)┬ō(li©ón)ąįŻ¼į┌å╬éĆ(g©©)╣żą“ėąūā╗»Ģr(sh©¬)Ż¼┼cŲõŽÓĻP(gu©Īn)┬ō(li©ón)Ą─ūėĒŚ(xi©żng)Ė·ų°ūā╗»Ż¼ĘĮ▒Ń┴╦╣żą“Į©─ŻųąĄ─Ė³Ė─ĪŻ
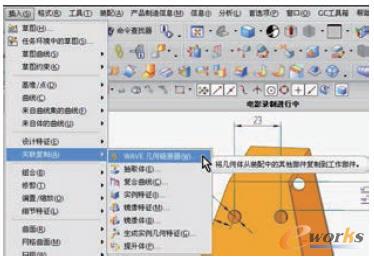
łD3 NX 7.5ųąWAVEÄū║╬µ£ĮėŲ„
3.NX 7.5═¼▓ĮĮ©─Ż╝╝ąg(sh©┤)
═¼▓ĮĮ©─ŻŻ©łD4Ż®╝╝ąg(sh©┤)┐ņ╦┘▓ČūĮįO(sh©©)ėŗ(j©¼)ęŌłDŻ¼Ųõ▓ČūĮśŗ(g©░u)╦╝Ą─╦┘Č╚┼cė├æ¶śŗ(g©░u)╦╝Ą─╦┘Č╚ę╗śė┐ņŻ¼╩╣Äū║╬łDą╬║═įO(sh©©)ėŗ(j©¼)ęÄ(gu©®)ät▒Ż│ų═¼▓ĮŻ¼╠ß╣®┴╦Ą┌ę╗éĆ(g©©)¤oÜv╩ĘėøõøĪó╗∙ė┌╠žš„Ą─Į©─Ż╝╝ąg(sh©┤)Ż¼═╗ŲŲ┴╦╗∙ė┌Üv╩ĘėøõøĄ─įO(sh©©)ėŗ(j©¼)ŽĄĮy(t©»ng)╣╠ėą╝▄śŗ(g©░u)šŽĄKŻ¼═¼▓ĮĮ©─Ż╝╝ąg(sh©┤)ŽĄĮy(t©»ng)īŹ(sh©¬)Ģr(sh©¬)ūR(sh©¬)äe«a(ch©Żn)ŲĘ─Żą═«ö(d©Īng)Ū░Ą─Äū║╬Śl╝■Ż¼▀@ą®Śl╝■īó╦³éā┼cįO(sh©©)ėŗ(j©¼)╚╦åT╠Ē╝ėĄ─ģóöĄ(sh©┤)║═Äū║╬╝s╩°║Ž▓óę╗Ųęį▒Ńįu(p©¬ng)╣└Īóśŗ(g©░u)Į©ą┬Ą─Äū║╬─Żą═▓óŪęŠÄ▌ŗ─Żą═Ż¼╩╣─Żą═ųžĮ©āHŠųŽ▐ė┌╩╣─Żą═Ą─Äū║╬Śl╝■▒Ż│ųš²┤_╦∙▒žę¬Ą──Ū▓┐ĘųŻ¼¤oąĶųžÅ═(f©┤)╚½▓┐Üv╩ĘėøõøĪŻ╣ż╦ć╚╦åTį┌äō(chu©żng)Į©╣żą“─Żą═Ģr(sh©¬)▓╗▒žį┘蹊┐║═Įę╩ŠÅ═(f©┤)ļsĄ─╝s╩°ĻP(gu©Īn)ŽĄęį▒Ń┴╦ĮŌ╚ń║╬▀M(j©¼n)ąą─Żą═ŠÄ▌ŗŻ¼╦¹éāę▓▓╗ė├ō·(d©Īn)ą─ŠÄ▌ŗĄ─Ž┬ė╬Ā┐▀BŻ¼į┌ĮY(ji©”)║Ž╔Ž▓┐Ęų╠ߥĮĄ─WAVE╝╝ąg(sh©┤)Ż¼īó═¼▓ĮĮ©─Żž×┤®š¹éĆ(g©©)╣ż╦ćĪŻ
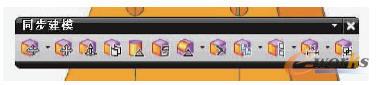
łD4 NX 7.5ųą═¼▓ĮĮ©─Ż
╚²Īó┐ņ╦┘╣żą“Į©─Ż
1.ī¦(d©Żo)╚ļįO(sh©©)ėŗ(j©¼)─Żą═
ą┬Į©“čb┼õ”Ż¼ī¦(d©Żo)╚ļįO(sh©©)ėŗ(j©¼)─Żą═ĮM╝■ĪŻ╚ń╣¹įO(sh©©)ėŗ(j©¼)─Żą═×ķųą▓Ņ─Żą═Ż¼ät┐╔ų▒Įė▀M(j©¼n)ąą╣żą“Į©─ŻŻ¼╚ń╣¹įO(sh©©)ėŗ(j©¼)─Żą═▓╗╩Ūųą▓Ņ─Żą═Ż¼ąĶę¬▀\(y©┤n)ė├═¼▓ĮĮ©─ŻīóįO(sh©©)ėŗ(j©¼)─Żą═š{(di©żo)š¹×ķųą▓Ņ─Żą═ĪŻė├ųą▓Ņ─Żą═▀M(j©¼n)ąą╣żą“Į©─ŻĄ─║├╠Ä╩ŪŻ¼į┌║¾Ų┌┐╔ęįų▒ĮėĻP(gu©Īn)┬ō(li©ón)╣żą“─Żą═▀M(j©¼n)ąąöĄ(sh©┤)┐ž│╠ą“ŠÄųŲĪŻ
2.äō(chu©żng)Į©╣żą“─Żą═
╣żą“─Żą═į┌äō(chu©żng)Į©Ą─Ģr(sh©¬)║“╩Ūą┬Į©ę╗éĆ(g©©)ĮM╝■Ż¼╚╗║¾į┌WAVE╔Ž╣żą“╗“š▀ųą▓Ņ─Żą═Ą─īŹ(sh©¬)¾wŻ¼äō(chu©żng)Į©Ą─Ēśą“╩Ūė╔ūŅ║¾ę╗Ą└╣żą“Ą╣ą“═∙Ū░Į©┴óŻ¼Š▀¾w▓Į¾E╚ńŽ┬ĪŻ
ą┬Į©“ĮM╝■”Ż╗├³├¹×ķūŅ║¾ę╗Ą└╣żą“Ż╗³c(di©Żn)ķ_“čb┼õī¦(d©Żo)║ĮŲ„”Ż╗ļpō¶╣żą“ĮM╝■Ż╗īóųą▓Ņ─Żą═“’@╩Š”Ż╗³c(di©Żn)ō¶“WAVEÄū║╬µ£ĮėŲ„”▀xō±╦∙’@╩ŠĄ─ųą▓Ņ─Żą═īŹ(sh©¬)¾wŻ©łD5Ż®ĪŻ
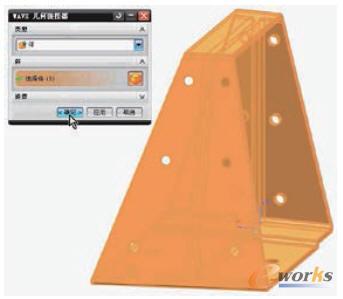
łD5 WAVEųą▓Ņ─Żą═īŹ(sh©¬)¾w
3.╣żą“─Żą═ŠÄ▌ŗ
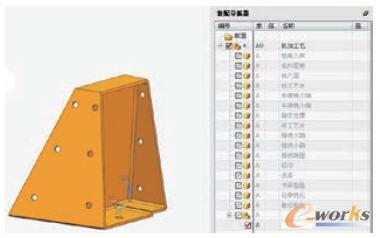
į┌“čb┼õī¦(d©Żo)║ĮŲ„”ųą▀xō±╣żą“ĮM╝■Ż¼ėęµI▀xō±“įO(sh©©)×ķ’@╩Š▓┐╝■”Ż╗³c(di©Żn)ķ_“▓┐╝■ī¦(d©Żo)║ĮŲ„”Ż╗└¹ė├═¼▓ĮĮ©─Ż╗“š▀╩Ū│ŻęÄ(gu©®)Į©─ŻĘĮĘ©▀M(j©¼n)ąą╣żą“─Żą═ŠÄųŲŻ©łD6Ż®ĪŻ
łD6 ╣żą“─Żą═ŠÄ▌ŗ
└¹ė├═¼▓ĮĮ©─Ż╝╝ąg(sh©┤)Ż¼┐╔ęįį┌¤o╝s╩°─Żą═╔Ž▀M(j©¼n)ąą═¼śėĄ─ŠÄ▌ŗ▓┘ū„Ż¼įO(sh©©)ėŗ(j©¼)ŽĄĮy(t©»ng)īŹ(sh©¬)Ģr(sh©¬)Ąžūįäė(d©░ng)ūR(sh©¬)äe▀@ą®Äū║╬Śl╝■Ż¼▒ŻūCį┌ų╗ęŲäė(d©░ng)├µĄ─▀^│╠ųąŻ¼─Żą═įŁėąĄ─╠žš„Š∙Ą├ĄĮ▒Ż│ųĪŻĄ½╩ŪŻ¼═∙═∙║▄ČÓ╣żą“Ą──Żą═╩Ū═¼▓ĮĮ©─Ż▀_(d©ó)▓╗ĄĮĄ─Ż©╚ń╣ż╦ć┼_(t©ói)Ż®Ż¼▀@Š═ąĶę¬į┌│õĘų└¹ė├═¼▓ĮĮ©─ŻĄ─Ū░╠ߎ┬Ż¼ĮY(ji©”)║Ž│ŻęÄ(gu©®)Į©─ŻŻ©▓▌łD└Ł╔ņĪóą²▐D(zhu©Żn)Ą╚Ż®═Ļ│╔╣żą“─Żą═Ą─ŠÄųŲĪŻ
4.äō(chu©żng)Į©═Ļ│╔Ą─╣ż╦ć
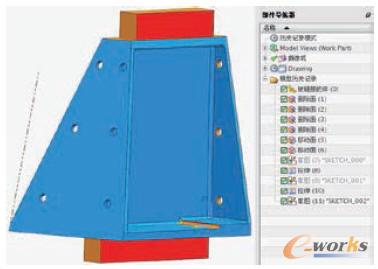
░┤šš╣żą“Ą─Ēśą“Ż¼Å─║¾═∙Ū░Ą─äō(chu©żng)Į©╣żą“─Żą═Ż¼▓óė├“WAVEÄū║╬µ£ĮėŲ„”ę╗┤╬µ£ĮėŻ¼Š═äō(chu©żng)Į©┴╦š¹▒Š╣ż╦ćĄ─╣żą“─Żą═Ż©łD7Ż®ĪŻ
łD7 ╗∙ė┌įO(sh©©)ėŗ(j©¼)─Żą═š¹¾w╣ż╦ćĄ─╣żą“Į©─Ż
š¹éĆ(g©©)╣ż╦ćųą▓ó▓╗╩Ū╦∙ėąĄ─╣żą“Č╝ąĶę¬Į©┴ó╣żą“─Żą═Ż¼ę╗░Ńų╗ŠÄųŲÖC(j©®)╝ė╣żą“Ą──Żą═ĪŻęįłD6ųą╝■╠¢(h©żo)×ķ└²Ż¼äō(chu©żng)Į©╣żą“─Żą═ę└┤╬×ķŻ║Š½ŃŖČ╦├µ→Š½ŃŖąĪČ╦→Š½ŃŖ┤¾Č╦→ą▐╣ż╦ć┼_(t©ói)→░ļŠ½ŃŖąĪČ╦→░ļŠ½ŃŖ┤¾Č╦→ŃŖ╣ż╦ć┼_(t©ói)→ŃŖ┴∙├µŻ©łD8Ż®ĪŻ
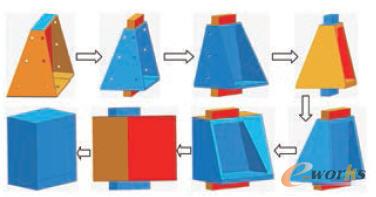
łD8 ÖC(j©®)╝ė╣żą“─Żą═
ūŅ║¾Ė∙ō■(j©┤)Ų¾śI(y©©)╔·«a(ch©Żn)Ą─īŹ(sh©¬)ļHąĶ꬯¼▐D(zhu©Żn)ōQ×ķČ■ŠSĄ─╣żą“łD▒ĒŻ¼╗“š▀ų▒Įė╔·│╔╚²ŠS╣ż╦ćĪŻ╚ń╣¹įO(sh©©)ėŗ(j©¼)─Żą═░l(f©Ī)╔·Ė³Ė─Ż¼ŽÓæ¬(y©®ng)Ą─├┐Ą└ėąĻP(gu©Īn)┬ō(li©ón)Ą─╣żą“Č╝Ģ■(hu©¼)Ė·ų°Ė─äė(d©░ng)Ż¼╣Ø(ji©”)╝s┴╦┤¾┴┐Ą─╣żū„Ģr(sh©¬)ķgĪŻ
╦─Īó╗∙ė┌╣żą“─Żą═▀M(j©¼n)ąąöĄ(sh©┤)┐ž│╠ą“ŠÄųŲ
1.╝ė╣ż─Żą═£╩(zh©│n)éõ
ęį░ļŠ½ŃŖ┤¾Č╦×ķ└²Ż¼─Ū├┤į┌ŠÄ│╠Ą─Ģr(sh©¬)║“┴Ń╝■Š═╩Ū░ļŠ½ŃŖ┤¾Č╦Ą─╣żą“─Żą═Ż¼├½┼„ät╩ŪŲõŪ░╣żą“ŃŖ╣ż╦ć┼_(t©ói)Ą─╣żą“─Żą═ĪŻ▀\(y©┤n)ė├WAVE╝╝ąg(sh©┤)ī¦(d©Żo)╚ļ╣żą“─Żą═äō(chu©żng)Į©ų«║¾ūįäė(d©░ng)į┌╬─╝■ŖAŽ┬╔·│╔Ą─å╬éĆ(g©©)╣żą“─Żą═Ż¼╩╣ų«Äū║╬¾wµ£ĮėŻ¼ļS║¾į┘▀M(j©¼n)ąą│╠ą“Ą─ŠÄųŲĪŻ
2.öĄ(sh©┤)┐ž│╠ą“ŠÄųŲ║═Ę┬šµ
▀xō±▒Š╣żą“?y©żn)?ldquo;▓┐╝■”Ż¼╔Ž╣żą“?y©żn)?ldquo;├½┼„”Ż¼▀M(j©¼n)ąąöĄ(sh©┤)┐ž│╠ą“ŠÄ│╠ĪŻė╔ė┌╣żą“─Żą═╩Ū═Ļ╚½╗∙ė┌įO(sh©©)ėŗ(j©¼)─Żą═Ą─ųą▓Ņ─Żą═äō(chu©żng)Į©Ą─Ż¼▓╗ąĶę¬×ķöĄ(sh©┤)┐žŠÄ│╠ųžą┬äō(chu©żng)Į©▓┐╝■Īó├½┼„─Żą═Ż¼ę“┤╦╠ßĖ▀┴╦öĄ(sh©┤)┐ž│╠ą“ŠÄųŲĄ─╦┘Č╚║═£╩(zh©│n)┤_Č╚Ż©łD9Ż®Ż¼▓óŪę┐╔ĮY(ji©”)║ŽVERICUT▄ø╝■▀M(j©¼n)ąąöĄ(sh©┤)┐ž│╠ą“Ę┬šµĪŻ
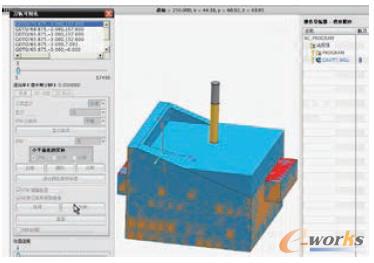
łD9 │╠ą“ĄČ▄ēĘ┬šµ
«ö(d©Īng)įO(sh©©)ėŗ(j©¼)─Żą═░l(f©Ī)╔·Ė³Ė─Ģr(sh©¬)Ż¼╣żą“─Żą═ę▓Ģ■(hu©¼)į┌▒ŻūCįŁėąėÓ┴┐║═Ų½ų├ĘĮ╩Į▓╗ūāĄ─ŪķørŽ┬ļSų°Ė─äė(d©░ng)Ż¼Č°öĄ(sh©┤)┐ž│╠ą“ų╗ąĶųžą┬╔·│╔ĄČ▄ēŠ═┐╔Ė³ą┬Ż¼▓╗Ģ■(hu©¼)Ž“é„Įy(t©»ng)ŠÄ│╠─Ūśė├┐éĆ(g©©)öĄ(sh©┤)┐ž─Żą═Č╝ąĶę¬ųžą┬ą▐Ė─║¾į┌ųžą┬▀M(j©¼n)ąąŠÄ│╠Ż¼ę“┤╦╗∙ė┌╣żą“─Żą═Ą─öĄ(sh©┤)┐ž│╠ą“ŠÄųŲ▀Ć╣Ø(ji©”)╝s┴╦┤¾┴┐Ą─│╠ą“ą▐Ė─Ģr(sh©¬)ķgĪŻ
╬ÕĪóĮY(ji©”)šZ
ļSų°┴Ń╝■įO(sh©©)ėŗ(j©¼)▓┐ķTįO(sh©©)ėŗ(j©¼)└Ē─ŅĄ─Ė─ūāŻ¼╚²ŠSĄ─MBD─Żą═įO(sh©©)ėŗ(j©¼)ą┼ŽóĮKīóĢ■(hu©¼)╚Ī┤·ęį═∙Ą─Č■ŠSįO(sh©©)ėŗ(j©¼)łDśėŻ¼└¹ė├NX 7.5═¼▓ĮĮ©─Ż║═WAVEĄ╚╝╝ąg(sh©┤)Ż¼╗∙ė┌įO(sh©©)ėŗ(j©¼)─Żą═Ą─┐ņ╦┘╣żą“Į©─ŻŠÄ│╠Ż¼┐╔ęį│õĘųĄ─└¹ė├¼F(xi©żn)ėąįO(sh©©)ėŗ(j©¼)┘Yį┤Ż¼īŹ(sh©¬)¼F(xi©żn)Ė▀┘|(zh©¼)┴┐ĪóĖ▀ą¦┬╩Ą─═Ļ│╔╣ż╦ć║═öĄ(sh©┤)┐ž│╠ą“Ą─ŠÄųŲŻ¼Ė³─▄ėŁ║Ž╝┤īó═ŲÅV╩╣ė├Ą─╚²ŠS╣ż╦ć╝╝ąg(sh©┤)ĪŻ│²┤╦ų«═ŌŻ¼ī”(du©¼)ė┌ĮY(ji©”)śŗ(g©░u)ŅÉ╦ŲĄ─┴Ń╝■Ż¼▀\(y©┤n)ė├▒Š╝╝ąg(sh©┤)Ż¼┐╔ęįį┌ų╗ą▐Ė─ųą▓Ņ─Żą═│▀┤ńĄ─ŪķørŽ┬Ż¼čĖ╦┘═Ļ│╔╣żą“Į©─Ż║═öĄ(sh©┤)┐ž│╠ą“ŠÄųŲĪŻī”(du©¼)ė┌ÖC(j©®)ąĄ╝ė╣żąąśI(y©©)Ż¼ų╗ėą┐ņ╦┘Īó£╩(zh©│n)┤_Ąž═Ļ│╔╣ż╦ć║═╝ė╣ż▓┼─▄▀mæ¬(y©®ng)╚ńĮ±ą┬Ą─╩ął÷(ch©Żng)ą╬╩ĮĪŻ
║╦ą─ĻP(gu©Īn)ūóŻ║═ž▓ĮERPŽĄĮy(t©»ng)ŲĮ┼_(t©ói)╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śI(y©©)äš(w©┤)ŅI(l©½ng)ė“ĪóąąśI(y©©)æ¬(y©®ng)ė├Ż¼╠N(y©┤n)║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śI(y©©)äš(w©┤)╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬(y©®ng)µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśI(y©©)äš(w©┤)ŅI(l©½ng)ė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śI(y©©)ĻP(gu©Īn)ūóERP╣▄└ĒŽĄĮy(t©»ng)Ą─║╦ą─ŅI(l©½ng)ė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śI(y©©)ą┼Žó╗»Į©įO(sh©©)╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D(zhu©Żn)▌dšł(q©½ng)ūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠW(w©Żng)http://www.lukmueng.com/
▒Š╬─ś╦(bi©Īo)Ņ}Ż║╗∙ė┌įO(sh©©)ėŗ(j©¼)─Żą═Ą─┐ņ╦┘╣żą“Į©─Ż╝░ŠÄ│╠╝╝ąg(sh©┤)
▒Š╬─ŠW(w©Żng)ųĘŻ║http://www.lukmueng.com/html/support/11121514159.html



▀xą═ųąą─")
¾w“×(y©żn)ųąą─")
«a(ch©Żn)ŲĘ┘Å(g©░u)┘I")
æ(zh©żn)┬į║Žū„")















