



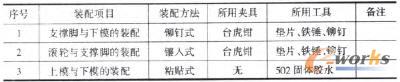
CAXA▄ø╝■╩Ūę╗ĘN╚½ųą╬─Īó├µŽ“öĄ┐žÖC┤▓Ą─╚²ŠSCAD/CAM▄ø╝■ĪŻŲõŠ▀ėąÅŖ┤¾Ą─īŹ¾wįņą═ĪóŪ·├µįņą═Ą╚╣”─▄║═ā×┘|Ė▀ą¦╣ż╦ćąįĄ─öĄ┐žūįäė╝ė╣ż╠ž³cŻ¼ų„ę¬ė├ė┌╝ė╣żŠ▀ėąÅ═ļs╚²ŠSŪ·├µĄ─┴Ń╝■ĪŻĮĶų·ė┌CAXA▄ø╝■Ż¼╣Pš▀═Ļ│╔┴╦ę╗æČĘÖC╣ż╦ćŲĘ─Żą═Ą─═Ōą╬įOėŗĪó╚²ŠSįņą═Īó│╠ą“║¾ų├╠Ä└ĒĪóöĄ┐žūįäė╝ė╣ż╝░īŹ¾wčb┼õĄ─š¹éĆ▀^│╠ĪŻ
1 ═Ōą╬įOėŗ
ģó┐╝▄Ŗ╩┬ŠWšŠ┘Y┴Ž╝░ŽÓĻP▄Ŗ╩┬Ģ°╝«Ż¼│õĘų┐╝æ]ĮYśŗ║Ž└ĒŻ¼├└ė^─═ė├Ż¼Š½ų┬ąĪŪ╔Ż¼▀mę╦ö[Ę┼į┌Ģ°ū└╔ŽŻ¼ĘĮ▒Ńū„×ķ╣ż╦ćŲĘ▀Mąąš╣╩ŠĄ─╠ž³cŻ¼ĮY║ŽCAXA▄ø╝■įņą═Ą─ģóöĄįOų├Īó¼FėąĄ─ÖC┤▓╝ė╣żįOéõ╝░╝ė╣ż╣ż╦ć║Ž└ĒąįĄ─ę¬Ū¾Ż¼╬ęéāīóæČĘÖC╔Ž─ŻĪóŽ┬─ŻįOėŗ│╔╚ńłD1╦∙╩ŠĄ─═Ōą╬ĪŻ
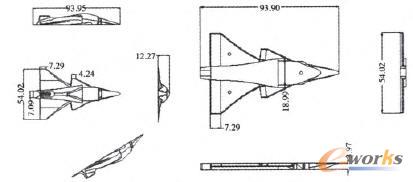
łD1 æČĘÖC╔ŽĪóŽ┬─ŻįOėŗłD
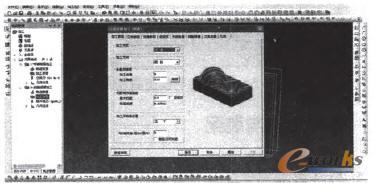
2 ╚²ŠSįņą═
Ė∙ō■æČĘÖC╔Ž─ŻĪóŽ┬─ŻįOėŗłD╝łĄ─│▀┤ńę¬Ū¾Ż¼ĮY║Ž├└ė^Ą─╠ž³cŻ¼▓╔ė├CAXA▄ø╝■╚²ŠSįņą═ųąÆ▀┬ėĪó└Ł╔ņĪóą²▐DĪóś“ĮėĄ╚Ū·├µįņą═ĘĮ╩ĮŻ¼Ęųäe═Ļ│╔ī”æČĘÖC╔Ž─ŻĪóŽ┬─ŻĄ─Į©─Żįņą═ĪŻ
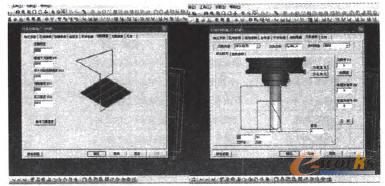
3 ╝ė╣ż╣ż╦ćĘų╬÷
3.1 æČĘÖC╔ŽĪóŽ┬─ŻĄ─╝ė╣ż╣ż╦ć
Ė∙ō■æČĘÖC╔ŽĪóŽ┬─ŻĄ─įOėŗłD╝░įņą═łDŻ¼ė╔ė┌æČĘÖC╔ŽĪóŽ┬─Ż║¼ėą┤¾┴┐Ū·├µįņą═Ż¼╦∙ęį╬ęéā▓╔ė├╝ė╣żųąą─Ż©ą═╠¢HASS VF1Ż®öĄ┐ž╝ė╣żĪŻ┐╔ęįė├φ8mm┴óŃŖĄČ▀Mąą┤ų╝ė╣żŻ¼į┘ė├φ4mmŪ“Ņ^ŃŖĄČ▀MąąŠ½╝ė╣żŻ¼▓╔ė├Š½├▄ŲĮ┐┌ŃQŖAŠ▀▀MąąčbŖAĪŻ
į┌╝ė╣ż═Ļ│╔║¾Ż¼ąĶę¬╚ź│²Üł┴ŽŻ¼ę“×ķ╝ė╣żųąą─╚ź│²Üł┴Ž▓╗ĘĮ▒ŃŻ¼╬ęéāøQČ©▀xė├öĄ┐žŠĆŪąĖŅ▀MąąEDMŻ©öĄ┐žļŖ╗╗©ŠĆŪąĖŅŻ®╝ė╣ż╚ź│²Üł┴ŽĄ─╝ė╣ż╣ż╦ćĘĮĘ©ĪŻ┐╝æ]ĄĮ▓─┴Ž×ķõX(AL)Ż¼Ųš═©┐ņū▀ĮzöĄ┐žŠĆŪąĖŅÖC┤▓▓╗╚▌ęūī¦ļŖŻ¼╬ęéā▀xė├┴╦┬²ū▀ĮzöĄ┐žŠĆŪąĖŅÖC┤▓Ż©ą═╠¢DK7732Ż®Ż¼čbŖAĘĮ╩Į▓╔ė├Ń@ŖAŅ^ŖAŠ▀čbŖAŻ¼└¹ė├öĄ┐žŠĆŪąĖŅÖC┤▓▀MąąEDM╝ė╣żīó─Żą═┼cĄū▓┐Ą─Üł┴Ž│╔╣”ĘųļxĪŻ
3.2 æČĘÖCų¦ō╬─_Ą─╝ė╣ż╣ż╦ć
æČĘÖCų¦ō╬─_ęį═ŌłA▌å└¬Ą─ųąą─ŠĆ×ķČ©╬╗╗∙£╩Ż¼ė╔ė┌ų¦ō╬─_╩ŪłAų∙ą╬┼_ļA▌SŻ¼ę“┤╦▓╔ė├Ųš═©▄ć┤▓(ą═╠¢CDS6136)╚²ū”ūįČ©ą─┐©▒PčbŖAŻ¼čbŖAĢr╣ż╝■ąĶ▒Ż│ų┤╣ų▒Ż¼ė╔ė┌┴Ń╝■▒╚▌^ąĪŻ¼╦∙ęįų¦ō╬─_▌SųąķgĄ─ØL▌å▓█▓╔ė├öĄ┐žŠĆŪąĖŅÖC┤▓▀MąąļŖ╗╗©ŠĆŪąĖŅĄ─╝ė╣żĘĮĘ©ĪŻ
3.3 æČĘÖCØL▌åĄ─╝ė╣ż╣ż╦ć
Å─Š½ų┬├└ė^║═ĘĮ▒Ńė^▓ņĮŪČ╚┐╝æ]Ż¼ØL▌å▓╔ė├ūŽŃ~ū„×ķįŁ▓─┴ŽĪŻę“×ķØL▌åī┘ė┌▌SŅÉ┴Ń╝■Ż¼čbŖAĘĮ╩Į▓╔ė├Ųš═©▄ć┤▓╚²ū”┐©▒PūįČ©ą─čbŖAĪŻ╝ė╣żĢr▄掄║├Č╦├µų«║¾Ž╚┤“▌S┐ūŻ¼┤“═Ļ▌S┐ūį┘▀MąąĖŅöÓŻ¼▌S┐ūųąķg┐╔ęį┤®ę╗Ė∙Ń~Įzū„×ķØL▌SŻ¼ā╔Ņ^ŃTĮėŻ¼ęįĘĮ▒ŃæČĘÖCØL▌åŪ░║¾ØLäėĪŻ
3.4 ŪąŽ„╚²ę¬╦žĄ─ėŗ╦Ń╝░▀xō±
ė░ĒæŪąŽ„ė├┴┐Ą─ę“╦žę╗░ŃėąĄČŠ▀▓─┴ŽĪó┴Ń╝■▓─┴ŽĪóĄČŠ▀ŅÉą═ĪóĄČŠ▀ų▒ÅĮĪó╝ė╣żĘĮ╩ĮĪó│▀┤ńę¬Ū¾Īó▒Ē├µ┤ų▓┌Č╚╝░╝ė╣żą¦┬╩Ą╚Ż¼┐╔ęį═©▀^▓ķÖCąĄ╝ė╣ż╣ż╦ć╩ųāįŻ¼Ė∙ō■ŪąŽ„ę¬╦žėŗ╦Ń╣½╩Įėŗ╦Ń┤_Č©║Ž└ĒĄ─ŪąŽ„ė├┴┐ĪŻ▀@└’▀x╚ĪæČĘÖC╔Ž─Ż┤ų╝ė╣żĢrĄ─ŪąŽ„╚²ę¬╦žėŗ╦Ń╝░▀xō±×ķ└²▀Mąąšf├„ĪŻ
(1)ŪąŽ„╦┘Č╚ėŗ╦Ń
n=1000Vc/πD
╩ĮųąŻ¼
D×ķŃŖĄČų▒ÅĮŻ╗
π×ķłAų▄┬╩Ż¼π=3.14Ż╗
n×ķų„▌S▐D╦┘Ż╗
Vc×ķŪąŽ„╦┘Č╚ĪŻ
┤ų╝ė╣ż▀xō±φ8ė▓┘|║ŽĮĄČ┴óŃŖĄČŻ¼▓ķĪČÖCąĄ╝ė╣ż╣ż╦ć╩ųāįĪĘŻ¼Vc -░Ń▀xō±70-90m/nunĪóŃŖĄČų▒ÅĮφ8mmŻ¼ätīóπ=3.14ĪóD=8mmĪóVc=75mm/min┤·╚╦╣½╩Įπ=1000Vc/πD=(1000×75)÷(3.14×8)r/min=2985.66r/minĪŻłAš¹║¾╚Ī3000r/minĪŻ
(2)▀MĮo┴┐ėŗ╦Ń
Vf=f×n=fz×z×n
╩ĮųąŻ¼
Vf×ķ▀MĮo╦┘Č╚Ż╗
f×ķ├┐▐D▀MĮo┴┐Ż╗
fz×ķ├┐²X▀MĮo┴┐Ż╗
n×ķŃŖĄČ▐D╦┘Ż╗
z×ķŃŖĄČ²XöĄĪŻ
┐╔Ą├├┐▐D▀MĮo┴┐f=z×fzĪŻ
▓ķĪČÖCąĄ╝ė╣ż╣ż╦ć╩ųāįĪĘfz▀xō±0.2-0.3mmŻ¼ų„▌S▐D╦┘ęč▀x3 000 r/minŻ¼╚¶▀xō±├┐²X▀MĮo┴┐×ķ0.2mmŻ¼ätVf=fz×z×π=0.2×4×3000mm/min=2400mm/minŻ¼ę“Č°╣żū„┼_Ą─▀MĮo╦┘Č╚▀x×ķ2400mm/minĪŻ
4 │╠ą“║¾ų├╠Ä└Ē
ęįæČĘÖC╔Ž─ŻöĄ┐žūįäė╝ė╣ż×ķ└²Ż¼═©▀^CAXA▄ø╝■▓▌łDī”├½┼„▀MąąįOČ©Ż¼═¼Ģr┤_Č©├½┼„ųąą─į┌ŽĄĮyū°ś╦ŽĄŻ©└LłDū°ś╦ŽĄŻ®ųąĄ─ū°ś╦ųĄĪŻę“×ķæČĘÖC─Żą═└LłDįŁ³cį┌łDą╬Ą─Ž┬ĘĮŻ¼Z▌SĘĮŽ“ī”ĄČĢrąĶūóęŌŻ║įOČ©Z▌S┴Ń³cĢrZ▌Sū°ś╦ĒÜŽ“Ž┬20mmĪŻ╩ūŽ╚įOČ©╝ė╣żū°ś╦ŽĄĪó╣ż╝■╝ė╣żĄ─░▓╚½ŲĮ├µŻ¼╚╗║¾ķ_╩╝ī”╣ż╝■▀Mąą╝ė╣żĪŻ
(1)ģóöĄįOų├▀^│╠
³cō¶▀M╚ļĄ╚Æ▀┬ėŠĆŠ½╝ė╣żŻ¼╚ńłD2╦∙╩ŠĪŻ
łD2 Æ▀┬ėŠĆŠ½╝ė╣ż
Ęųäe▀Mąą╝ė╣żŠ½Č╚ĪóŪąŽ„ė├┴┐ĪóĄČŠ▀ģóöĄĄ╚Ą─įOų├Ż¼╚ńłD3╦∙╩ŠĪŻ
łD3 ŪąŽ„ė├┴┐┼cĄČŠ▀ģóöĄįOų├
(2)ĄČŠ▀▄ē█E╔·│╔
═Ļ│╔╔Ž╩÷ģóöĄįOų├║¾Ż¼³cō¶┤_Č©Ż¼╔·│╔ĄČŠ▀╝ė╣ż▄ē█E▓ó▀MąąīŹ¾w─ŻöMĘ┬šµŻ¼╚ńłD4╦∙╩ŠĪŻ
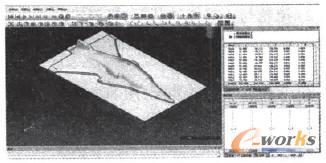
łD4 æČĘÖC╔Ž─ŻĘ┬šµŠ½╝ė╣ż
(3)öĄ┐ž│╠ą“Ą─║¾ų├╠Ä└ĒŻ©ūįäė╔·│╔Ą─▓┐Ęų│╠ą“Ż®
N12 G5501
N14 S3000 M03
N16 G90 G54 C0 250.
N18 G0 X-52.55 Y-30.082 M08
N22 CO G90 X-52.55 Y-30.082
N32714 GO G90 X52.45 Y30.712 250.
N32716 M05
N32718 M30
æČĘÖCŽ┬─ŻĄ─öĄ┐ž╝ė╣ż─ŻöMĘ┬šµ╝░│╠ą“Ą─║¾ų├╠Ä└Ē╔·│╔═¼╔Ž─ŻŻ¼Ę┬šµĮY╣¹╚ńłD5╦∙╩ŠĪŻ
łD5 æČĘÖCŽ┬─ŻĘ┬šµŠ½╝ė╣ż
5 īŹ¾w╝ė╣ż┼cčb┼õ
5.1 æČĘÖC┴Ń▓┐╝■Ą─╝ė╣ż▀^│╠
Ė∙ō■æČĘÖC─Żą═╔Ž─ŻĪóŽ┬─ŻĪóų¦ō╬╝▄ĪóØL▌å┴Ń▓┐╝■Ą─łD╝ł╝░╝ė╣ż╣ż╦ć┴„│╠Ż¼▀Mąą┴Ń▓┐╝■īŹ¾w╝ė╣żŻ¼╝ė╣ż▀^│╠ģR┐é╚ń▒Ē1╦∙╩ŠĪŻ
▒Ē1 æČĘÖC┴Ń▓┐╝■╝ė╣ż▀^│╠ģR┐é▒Ē

5.2 æČĘÖC┴Ń▓┐╝■Ą─čb┼õ▀^│╠
(1)ų¦ō╬─_┼cŽ┬─ŻĄ─čb┼õŻ║į┌┼_╗óŃQ╔Žīóų¦ō╬─_╣╠Č©Ż¼īóφ2.5mmĄ─ØL▌S│»╔ŽŻ¼┤®▀^╔Ž─ŻĄ─▌S┐ū╔į┬ČŅ^Ż¼į┘ė├õNßöīóφ2.5mmØL▌S┬ČŅ^Č╦ŃTūĪĪŻ
(2)ØL▌å┼cų¦ō╬╝▄Ą─čb┼õŻ║īóØL▌åĘ┼▀Mų¦ō╬▌SĄ─▓█ųąŻ©╚ń╣¹čb┼õ▌^ŠoŻ¼┐╔ė├õSĄČīóØL▌å┤ņŽ„▒Īę╗ą®Ż®Ż¼ė├φ2mmĄ─ØL▌S▀BĮėĪŻ
(3)╔Ž─Ż┼cŽ┬─ŻĄ─čb┼õŻ║ė├502ÅŖ╗»─zŠ∙ä“═┐ØM╔ŽĪóŽ┬─ŻĄ─ĮY║Ž▒Ē├µŻ¼į┘īó╔ŽĪóŽ┬─Ż└╬└╬š│┘Nį┌ę╗ŲŻ¼čb┼õ▀^│╠ģR┐é╚ń▒Ē2╦∙╩ŠŻ¼ūŅĮKĄ─æČĘÖC╣ż╦ćŲĘ─Żą═īŹ¾w╚ńłD6╦∙╩ŠĪŻ
▒Ē2 æČĘÖC┴Ń▓┐╝■čb┼õ▀^│╠ģR┐é▒Ē

łD6 æČĘÖC╣ż╦ćŲĘ─Żą═īŹ¾włD
6 ĮY╩°šZ
▓╔ė├CAXAūįäėŠÄ│╠▄ø╝■įOėŗ║═ųŲū„│÷Ą─æČĘÖC─Żą═į┌═Ōė^Īó│▀┤ńĪó▒Ē├µ┤ų▓┌Č╚║═╣Ō╗¼Č╚ĘĮ├µŠ∙Ę¹║Žę¬Ū¾Ż¼«aŲĘ┘|┴┐▌^║├ĪŻCAXAį┌ŠÄ│╠Ą─▀^│╠ųąŻ¼─▄▀Mąą║Ž└ĒĄ─╣ż╦ćėŗ╦ŃĪóĄČ┬Ę─ŻöM║═╝ė╣żĘ┬šµŻ¼ėąą¦Ąž╠ßĖ▀┴╦╔·«aą¦┬╩Ż¼┐╔ÅVĘ║æ¬ė├ė┌īŹļH╔·«aųą«aŲĘĄ─╚²ŠSįņą═║═öĄ┐žŠÄ│╠ŅIė“ĪŻ
║╦ą─ĻPūóŻ║═ž▓ĮERPŽĄĮyŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śIäšŅIė“ĪóąąśIæ¬ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śIäš╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśIäšŅIė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śIĻPūóERP╣▄└ĒŽĄĮyĄ─║╦ą─ŅIė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śIą┼Žó╗»Į©įO╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://www.lukmueng.com/
▒Š╬─ś╦Ņ}Ż║╗∙ė┌CAXAĄ─æČĘÖC╣ż╦ćŲĘ─Żą═Ą─įOėŗ╝░ųŲū„
▒Š╬─ŠWųĘŻ║http://www.lukmueng.com/html/support/11121513221.html






















