



ĪĪĪĪļSų°╔ńĢ■Ą─░lš╣║═╚╦├±╔·╗Ņ╦«ŲĮĄ─╠ßĖ▀Ż¼╩ął÷ī”ųŲŲĘŅü╔½║═čb’Śąį─▄╠ß│÷┴╦įĮüĒįĮĖ▀Ą─ę¬Ū¾ĪŻ╠žäe╩ŪįSČÓ╗»ŖyŲĘŲ┐ūėę▓įĮüĒįĮŠ½├└Ż¼╔Ņ╩▄ÅV┤¾Ž¹┘Mš▀Ą─Ž▓É█ĪŻ═Ė├„Ų┐ūėā╚▒Ē├µĄ─ćŖ═┐ī”═Ōė^ėąų°ų┴ĻPųžę¬Ą─ū„ė├Ż¼Ą½ć°ā╚ī”ā╚▒Ē├µćŖ═┐┤µį┌ų°╔·«aįOéõ║åå╬Ż¼╣ż╦ć┬õ║¾Ą╚╚▒Ž▌ĪŻė╚Ųõ╩Ūę╗ą®ęÄ─Ż▌^ąĪĄ─├±ĀIŲ¾śIŻ¼╣ż╦ćå¢Ņ}Ė³×ķć└ųžĪŻį┌ā╚▒Ē├µćŖ═┐╔·«a▀^│╠ųąŻ¼ćŖ═┐▀^│╠ė░Ēæ│╔ŲĘĄ─┘|┴┐Ż¼╩╣ė├┬õ║¾Ą─╣ż╦ćŻ¼╩╣═┐īė▓╗Š∙ä“Ż¼▓óŪęØ{┴Ž└╦┘Mć└ųžŻ¼▀@╩╣Ą├╔·«a│╔▒Šį÷╝ėĪŻ╚ń╣¹▀M┐┌įOéõ┘|┴┐▌^║├Ż¼Ą½ārĖ±░║┘FŻ¼▀mæ¬ąį▓ŅŻ¼╣ż╦ćĖ─▀M└¦ļy┤¾Ż¼Ų¾śIļyęį▀mæ¬ĪŻ×ķ┴╦ĮŌøQ╔Ž╩÷å¢Ņ}Ż¼ū„š▀┴óūŃė┌ąĪą═╔·«aŲ¾śIŻ¼═©▀^蹊┐ęŌ┤¾└¹Īóėóć°║═┼_×│Ą╚Ą─ŽÓĻPįOéõŻ¼čąųŲ┴╦ę╗ĘN╗∙ė┌PLCĄ─ą²▐D╩Įā╚▒Ē├µćŖ═┐ÖCĪŻįōŽĄĮyĖ─ūā┴╦é„ĮyćŖ═┐ĘĮĘ©Ż¼ā×╗»┐žųŲĮYśŗŻ¼ć└Ė±┐žųŲ│╔▒ŠŻ¼▒ŻūC┴╦╣ż╦ćę¬Ū¾Ż¼ØMūŃ┴╦▓╗═¼ą╬ĀŅĄ─ūŅā×╗»ćŖ═┐Ż¼▓ó─▄░┤╣ż╦ćę¬Ū¾Ė─ūāćŖ═┐║±Č╚Ż¼▒ŻūCćŖ═┐Š∙ä“Ż¼┐╔ęįØMūŃųąąĪą═╔·«aŲ¾śIĄ─ąĶę¬ĪŻ
1 ćŖ═┐╣ż╦ć
ĪĪĪĪā╚▒┌ūįäėćŖ═┐ÖCĄ─š¹¾w▓╝Šų▓╔ė├ą²▐D╩ĮĮYśŗŻ¼╣żū„ĢrŻ¼īóąĶę¬ćŖ═┐Ą─╣ż╝■Ę┼╚╦╣żū„┼_▀MąąČ©╬╗ĪŻ×ķ┴╦▀Mę╗▓Į╠ßĖ▀ā╚▒Ē├µćŖ═┐┘|┴┐Ż¼╩ūŽ╚ė╔╣żū„┼_░č╣ż╝■ą²▐DĄĮņoļŖ│²ēmĄ─╣ż╬╗╔ŽŻ¼ņoļŖ│²ēm┤“ķ_Ż¼│²╚źā╚▒Ē├µĄ─╗ęēmĪŻ╚╗║¾╣żū„┼_ą²▐D▀M╚ļŽ┬ę╗éĆćŖ═┐╣ż╬╗Ż¼«ö╣ż╝■ĄĮ▀_ćŖ═┐╣ż╬╗║¾Ż¼ė╔▓Į▀MļŖÖCĦäė╣ż╝■Ė▀╦┘ą²▐DŻ¼ęį▒ŻūCćŖ═┐Ą─Š∙ä“ąįĪŻ«ö╣ż╝■▀_ĄĮŅAŽ╚įOČ©Ą─ą²▐D╦┘Č╚ĢrŻ¼▓Į▀MļŖÖCĦäėćŖśīķ_╩╝░┤ššŅAŽ╚įOČ©Ą─▄ē█Eķ_╩╝ęŲäėĪŻćŖ═┐ĢrŻ¼×ķ▒ŻūC╔ŽŽ┬ā╚▒┌Š∙ä“Ż¼▓╔ė├╔┘┴┐ČÓ┤╬ćŖ═┐ĘĮĘ©Ż¼╩ūŽ╚ā╚▒Ē├µ╚½▓┐ćŖ═┐ę╗┤╬ĪŻė╔ė┌ćŖ═┐═┐īėųž┴”Ą─ė░ĒæŻ¼Ģ■«a╔·Ž┬▓┐Ģ■▒╚▌^║±Ą─¼FŽ¾Ż¼ę“┤╦Ż¼├┐┤╬ćŖ═┐ĢrćŖśīĄĮ▀_Ž┬▓┐Ą─╬╗ų├Ģr┬²┬²Ž“╔Ž▀\äėŻ¼╩╣╔Ž▓┐Ą─ćŖ═┐┤╬öĄ▒╚Ž┬▓┐Ą─ČÓŻ¼Å─╣ż╦ć╔Ž▀Mę╗▓Į▒ŻūC┴╦ā╚▒┌╔ŽĪóŽ┬▓┐ćŖ═┐Ą─Š∙ä“ąįĪŻćŖ═┐ĮY╩°║¾Ż¼Ą╚ćŖśī╗žĄĮ╔ŽĒö³cŻ¼╣ż╝■ą²▐D═Żų╣Ż¼╣żū„┼_ėųķ_╩╝ą²▐DŻ¼▀M╚ļŽ┬ę╗éĆŽ┬┴Ž╣ż╬╗Ż¼▀@śė═Ļ│╔ę╗éĆ╣żū„裣hĪŻ
2 ┐žųŲŽĄĮy
ĪĪĪĪ2.1ĪĪ┐žųŲŽĄĮyĮM│╔
ĪĪĪĪā╚▒┌ūįäėćŖ═┐ÖCĄ─ėŗ╦ŃÖC┐žųŲŽĄĮy┐╔ęį▓╔ė├ČÓĘNĘĮ╩ĮŻ¼─┐Ū░Ż¼ć°ā╚═Ōę╗ą®ÅS╝ę▓╔ė├å╬░ÕÖC╗“å╬Ų¼ÖC┐žųŲŻ¼▀@ĘNĘĮĘ©│²┴╦ę¬▀Mąą▄ø╝■ķ_░l═ŌŻ¼▀Ćę¬įOėŗė▓╝■ļŖ┬ĘĪóĮė┐┌ļŖ┬ĘĪó“īäėļŖ┬ĘŻ¼╠žäe╩Ūę¬┐╝æ]╣żśI¼Fł÷ųąĄ─┐╣Ė╔ö_å¢Ņ}ĪŻ┐╔ŠÄ│╠┐žųŲŲ„(PLC)╩Ū×ķ▀mæ¬╣żśIŁhŠ│Ą─æ¬ė├Č°įOėŗĄ─ę╗ĘN╣żśI┐žųŲėŗ╦ŃÖCŻ¼Š▀ėą┐╣Ė╔ö_─▄┴”ÅŖĪó┐╔┐┐ąįśOĖ▀Īó¾wĘeąĪĄ╚ā׳cŻ¼╩ŪīŹ¼FÖCļŖę╗¾w╗»Ą─└ĒŽļ┐žųŲčbų├Ż¼ų„ę¬╩Ūę╗ą®▀ē▌ŗ┼ąöÓ║═┐žųŲŻ¼ī”ė┌öĄō■Ą─▀\╦Ń║═╠Ä└Ē▒╚▌^╔┘ĪŻ▒Š╬─▓╔ė├╚š▒Š╚²┴ŌPLCŻ¼Ųõ╠ž³c╩ŪŻ║ųĖ┴ŅžSĖ╗Īół╠ąą╦┘Č╚┐ņĪó╣”─▄║▄ÅŖĪŻ
ĪĪĪĪĖ∙ō■įOėŗ╝╝ągę¬Ū¾Ż¼ąĶę¬┐žųŲ3éĆ▓Į▀MļŖÖC▀\äėŻ¼Ųõųąę╗éĆ▓Į▀MļŖÖCī”▀\äėę¬Ū¾▓╗Ė▀Ż¼×ķ┴╦╣Ø╝s│╔▒ŠŻ¼▓╔ė├FX2N-32MTą═PLCŻ¼ėąā╔éĆČ╦┐┌Y0║═Y1┐╔ęįė├├}ø_▌ö│÷ųĖ┴Ņ(PLSY)üĒų▒Įė░l╦═ūŅ┤¾├}ø_20 kHzĪŻŲõėÓā╔éĆļŖÖCī”▀\äė╬╗ų├Š½Č╚ę¬Ū¾▒╚▌^Ė▀Ż¼▓╔ė├╚²┴ŌĄ─Č©╬╗─ŻēKFX2nę╗1PGüĒ┐žųŲĪŻFX2nę╗1PG─ŻēK┼õéõėą▒Ńė┌Č©╬╗┐žųŲĄ─7ĘN▓┘ū„─Ż╩ĮŻ¼┐╔ęįį┌├}ø_╦┘Č╚10ę╗loo kHzų«ķg╣żū„ĪŻųĖ┴Ņå╬╬╗┐╔ęįį┌HzĪócmŻ»minĪó10 degŻ»min║═inchŻ»minų«ķg▀xō±[5]ĪŻįOų├├}ø_┐╔ęį▀xō±Į^ī”╬╗ų├ęÄĖ±╗“ŽÓī”ąą│╠ęÄĖ±ĪŻ├}ø_▌ö│÷Ė±╩ĮŻ║┐╔ęį▀xō±Ū░Ž“(fp)║═Ę┤Ė„(rp)├}ø_╗“Š▀ėąĘĮŽ“(dir)Ą─├}ø_(pls)ĪŻ
ĪĪĪĪćŖśī╔ŽŽ┬▄ē█EĄ─▌ö╚ļ▓╔ė├┼_×│═■Š]MT506Lė|├■Ų┴Ż¼Easy View500ų¦│ų┼cĮ^┤¾ČÓöĄPLCų▒Įė═©ą┼Ż¼╣żśI╝ēĄ─ė|┐ž├µ░ÕŻ¼Š▀ėąĖ▀┐╔┐┐ąį╝░Ė▀ė▓Č╚Ą─╠ž³cŻ¼┤_▒ŻķLŲ┌╩╣ė├▓╗ęūōpē─ĪŻ═¼ĢrWein ViewMT500ŽĄ┴ą╚╦ÖCĮń├µĄ─ĮMæB╣żŠ▀Easy Builder500▄ø╝■▓┘ū„╚▌ęūČ°╣”─▄ÅŖ┤¾Ż¼ĮoŠÄ│╠ĦüĒ║▄┤¾Ą─ĘĮ▒ŃĪŻīŹ█`ūC├„Ż¼▀@śėĄ─┐žųŲŽĄĮy┐╔┐┐ąįÅŖĪóŠ½Č╚Ė▀ĪóįOėŗ│╠ą“Č╝▓╔ė├ĮMæB▄ø╝■Ż¼▀@śėįOėŗ║═Ė³Ė─Č╝▒╚▌^╚▌ęūŻ¼Č■┤╬ķ_░lę▓║åå╬Ż¼▀Mę╗▓Į╠ßĖ▀┴╦«aŲĘĄ─▀mæ¬ąįŻ¼┼cå╬░ÕÖC╗“å╬Ų¼ÖC┐žųŲŽÓ▒╚Š▀ėąĘŪ│Ż├„’@Ą─ā×ä▌ĪŻ
ĪĪĪĪ╗∙ė┌PLCĄ─ā╚▒┌ūįäėćŖ═┐ÖC┐žųŲŽĄĮyĄ─ĮM│╔╚ńłD1╦∙╩ŠĪŻ
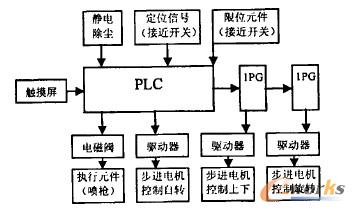
łD1 ┐žųŲŽĄĮyĮM│╔
ĪĪĪĪ2.2 ┐žųŲŽĄĮy╣”─▄Ą─īŹ¼F
ĪĪĪĪ═©▀^ė|├■Ų┴ŠÄīæ│╠ą“Ż¼▒ŻūCīó▄ē█EģóöĄ▌ö╚ļĄĮPLCŻ¼═¼Ģr░č«öŪ░▀\ąąĄ─ū°ś╦ųĄ’@╩Šį┌ė|├■Ų┴╔ŽŻ¼▓╔ė├┼õĘĮöĄō■é„▀fŻ¼▒ŻūCöĄō■Ė³ą┬Ą─╦┘Č╚ĪŻį┌ė|├■Ų┴└’▀Ć┐╔ęį▒Ż┤µ10ĮMŅAŽ╚įOČ©Ą─╣ż╦ćģóöĄŻ¼ęčŠÄīæĄ─│╠ą“─▄┐ņ╦┘Ąž▀m欫aŲĘĖ³Ė─Ą─ę¬Ū¾ĪŻ
ĪĪĪĪ┐žųŲŽĄĮyų„ę¬ėąé„äėŽĄĮy║═ćŖ═┐ŽĄĮyĮM│╔ĪŻé„äėŽĄĮyų„ę¬╩Ū░čę╗éĆłAą╬Ą─╣żū„┼_Ą╚Ęų│╔┴╦6▓┐ĘųŻ¼┐┐╣żū„┼_Ą─ą²▐DüĒīŹ¼F╣ż╬╗▐DōQŻ¼ćŖśīų╗ū„╔ŽŽ┬ęŲäėŻ¼╣żū„┼_├┐ą²▐D60°Š═īó┤²╝ė╣ż╣ż╝■ą²▐DĄĮćŖ═┐▓┐╬╗Ż¼═¼Ģrīóęč═Ļ│╔╝ė╣ż╣ż╝■ą²▐DĄĮŽ┬┴Ž╣ż╬╗ĪŻé„äėŽĄĮyę¬Ū¾Č©╬╗Š½┤_Ż¼ęį▒ŻūC├┐┤╬ćŖ═┐ĢrłAą╬╣ż╝■ųąą─╬╗ų├╩Ūį┌ćŖśīš²Ž┬├µĪŻ▒Š╬─įOėŗĄ─╣ż╝■▀\äė▓╔ė├▓Į▀MļŖÖCüĒ“īäėŻ¼═©▀^²X▌åĖ▒üĒé„äėŻ¼ė├ĮėĮ³ķ_ĻPüĒ┤_Č©Ųõ╣żū„╬╗ų├ĪŻ×ķ┴╦Ė³Š½┤_Ą─Č©╬╗Ż¼į┌é„äėŽĄĮy▓╔ė├═╣▌åĘųČ╚Ų„Ż¼«öą²▐D60°ĢrŻ¼▓Į▀MļŖÖCį┌ę╗Č©Ą─ĘČć·ā╚└^└m▐DäėĢrŻ¼╣żū„┼_ę▓▓╗Ģ■į┘▐DäėĪŻ
ĪĪĪĪ┐žųŲŽĄĮyĄ─┴„│╠╚ńłD2╦∙╩ŠĪŻćŖ═┐ŽĄĮyų„ę¬╣”─▄╩Ū┐žųŲ«ö┤²ćŖ═┐╣ż╝■ĄĮ╬╗║¾Ż¼īó╣ż╝■Ė▀╦┘ą²▐DŲüĒŻ¼ų«║¾ćŖśīŠ═ķ_╩╝Ž┬ĮĄŻ¼▀_ĄĮŅAŽ╚įOČ©╬╗ų├ĢrŻ¼ćŖśīŠ═┤“ķ_░┤įOČ©║├Ą─▄ē█Eķ_╩╝ćŖ═┐Ż¼ćŖ═Ļ║¾╠ß╔²ćŖśīŻ¼▀M╚ļŽ┬ę╗éĆ裣hĪŻćŖśī╔ŽŽ┬ęŲäė═©▀^▓Į▀MļŖÖCų▒Įė“īäėØLųķĮzŚUüĒīŹ¼FĄ─Ż¼▀@śė£p╔┘┴╦é„äėš`▓ŅĪŻ
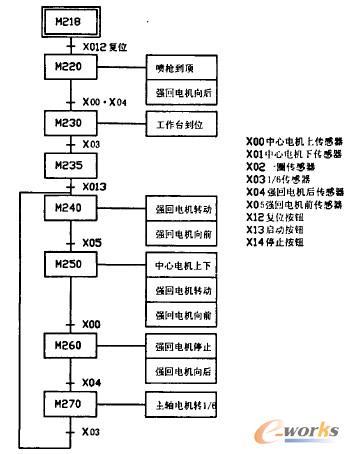
łD2 ┐žųŲŽĄĮy┼╔│╠łD
ĪĪĪĪ▀Ćėąę╗éĆĻPµI╝╝ąg╩Ū╚ń║╬īŹ¼F▓Į▀MļŖÖCĄ─╔²ĮĄ╦┘┐žųŲĪŻ▓Į▀MļŖÖCŠ▀ėą╔²ĮĄ╦┘╠žąįŻ¼╝┤ĘĆČ©ĀŅæBŽ┬š²│Ż╣żū„Ą─▓Į▀MļŖÖCį┌åóäėĪó═Żų╣ĪóĘ┤▐DĄ╚┐žųŲ├}ø_ŅH┬╩░l╔·═╗╚╗ūā╗»Ą─Ģr┐╠═∙═∙Ģ■╩¦▓ĮĪŻę¬▀_ĄĮĖ▀╦┘Š½┤_Č©╬╗Ż¼▓Į▀MļŖÖCĄ─▀\äėę╗░Ńæ¬░³└©“åóäėę╗╝ė╦┘ę╗Ė▀╦┘▀\ąąę╗£p╦┘ę╗═Żų╣”ĪŻ┐žųŲŽĄĮy▀xė├
ĪĪĪĪFX2n—1PG─ŻēKŲ┴╦øQČ©ąįĄ─ū„ė├Ż¼į┌FX2n-1PG─ŻēK└’ėąę╗éĆBFM╝─┤µŲ„Ż¼┐╔ęįįOų├ūŅ┤¾╦┘Č╚Īó╝ė╦┘Ż»£p╦┘ĢrķgĪó╗∙╦┘Ą╚ę╗ŽĄ┴ąģóöĄŻ¼▒M┐╔─▄Ąž▒ŻūC▓╗üG▓ĮŻ¼Ūę├┐┤╬╗žĄĮ╔ŽĒö³cĢrŻ¼ū°ś╦ųĄČ╝Ģ■ūįäė╗ž┴ŃŻ¼ęį▒ŻūC├┐┤╬ćŖ═┐Č╝į┌═¼ę╗éĆ╬╗ų├Ż¼Ųõū°ś╦Č╝╩ŪŽÓ═¼Ą─ĪŻ▀@śėŻ¼┐╔ęį£p╔┘└█ėŗ╦∙«a╔·Ą─š`▓ŅŻ¼▒ŻūCćŖśī▓╗Ģ■┼÷ĄĮ╣ż╝■Ż¼ęį├Ōōpē─ćŖśīĪŻ
3 ĮYšō
ĪĪĪĪ▓╔ė├╚²┴Ō╣½╦ŠPLC┐žųŲŽĄĮyŻ¼═©▀^ė|├■Ų┴ĪóPLCĪó1PGĪó“īäėŲ„║═▓Į▀MļŖÖCĮM│╔ā╚▒┌ūįäėćŖ═┐ÖC┐žųŲŽĄĮyŻ¼Ė─ūā┴╦ęį═∙╚╦╣żćŖ═┐▓╗░▓╚½¼FŽ¾ĪŻė╔ė┌PLC┐žųŲĄ─ā×įĮąį─▄Ż¼Å─Č°ĮĄĄ═¼Fł÷▀BŠĆĄ─╣żū„┴┐ęį╝░ŠSą▐Ą─╣żū„┴┐Ż¼╩╣ćŖ═┐ÖCĄ─╣żū„┐╔┐┐ąįĄ├ĄĮ┴╦║▄┤¾│╠Č╚Ą─╠ßĖ▀ĪŻ╦³Š▀ėąĮYśŗ║åå╬Īó┐╔┐┐ąįĖ▀ĪóćŖ═┐┘|┴┐║├Īóįļ궹ĪĪó▓┘ū„ĘĮ▒ŃĪó╦┘Č╚┐╔š{Ą╚ā׳cŻ¼ī”ė┌Ė─╔ŲćŖ═┐Śl╝■Īó╠ßĖ▀┘|┴┐Š▀ėą▒╚▌^¼FīŹĄ─ęŌ┴xĪŻ
║╦ą─ĻPūóŻ║═ž▓ĮERPŽĄĮyŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śIäšŅIė“ĪóąąśIæ¬ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śIäš╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśIäšŅIė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śIĻPūóERP╣▄└ĒŽĄĮyĄ─║╦ą─ŅIė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śIą┼Žó╗»Į©įO╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://www.lukmueng.com/
▒Š╬─ś╦Ņ}Ż║╗∙ė┌PLCĄ─ā╚▒┌ūįäėćŖ═┐ÖC┐žųŲŽĄĮyįOėŗ
▒Š╬─ŠWųĘŻ║http://www.lukmueng.com/html/solutions/14019310450.html






















