



0 Ū░čį
£╩Ģr╔·«aĘĮ╩Į(just in time(JIT)production mode)╩Ū╚š▒ŠžS╠’Ų¹▄ć╣½╦Šį┌20╩└╝o60─Ļ┤·īŹąąĄ─ę╗ĘN╔·«aĘĮ╩ĮĪŻ▀@ĘN╔·«aĘĮ╩ĮĄ─║╦ą─╩ŪūĘŪ¾ę╗ĘN¤oÄņ┤µĄ─╔·«aŽĄĮyŻ¼╗“╩╣Äņ┤µ▀_ĄĮūŅąĪĄ─╔·«aŽĄĮyĪŻ╦³Ą─╗∙▒Š╦╝Žļ┐╔ė├¼Fį┌ęčÅV×ķ┴„é„Ą─ę╗ŠõįÆüĒĖ┼└©ĪŻ╝┤Ī░ų╗į┌ąĶꬥ─Ģr║“Ż¼░┤ąĶꬥ─┴┐╔·«a╦∙ąĶĄ─«aŲĘĪ▒Ż¼▀@ę▓Š═╩ŪJITę╗į~╦∙ę¬▒Ē▀_Ą─▒ŠüĒ║¼┴xĪŻJIT╔·«aĘĮ╩Į╩Ū▀mė├ė┌¼F┤·Ų¾śIĄ─╣▄└ĒĮM┐ŚĘĮĘ©Ż¼Ųõ║╦ą─╦╝Žļ╩Ūęįš¹¾wā×╗»Ą─ė^³c║Ž└ĒĄ─┼õų├║═└¹ė├Ų¾śIōĒėąĄ─╔·«aę¬╦žŻ¼Ž¹│²╔·«a╚½▀^│╠ę╗Ūą▓╗«a╔·ĖĮ╝ėārųĄĄ─ä┌äė║═┘Yį┤Ż¼ūĘŪ¾Ī░▒M╔Ų▒M├└Ī▒Ż¼▀_ĄĮį÷ÅŖŲ¾śI▀mæ¬╩ął÷ČÓį¬╗»Ą─æ¬ūā─▄┴”Ż¼½@Ą├Ė³║├Ą─ĮøØ·ą¦ęµĪŻ
1 JIT
1.1 JIT╔·«aĘĮ╩ĮĄ──┐ś╦
JIT╔·«aĘĮ╩ĮĄ─ūŅĮK─┐ś╦╝┤Ų¾śIĄ─ĮøĀI─┐Ą─Ż║½@╚ĪūŅ┤¾└¹ØÖĪŻ×ķ┴╦īŹ¼F▀@éĆūŅĮK─┐Ą─ĪŻĪ░ĮĄĄ═│╔▒ŠĪ▒Š═│╔×ķ╗∙▒Š─┐ś╦ĪŻJIT╔·«aĘĮ╩Į┴”łD═©▀^Ī░ÅžĄūŽ¹│²└╦┘MĪ▒üĒ▀_ĄĮ▀@ę╗─┐ś╦ĪŻ╦∙ų^└╦┘MŻ¼į┌JIT╔·«aĘĮ╩ĮĄ─Ųį┤ĄžžS╠’Ų¹▄ć╣½╦ŠŻ¼▒╗Č©┴x×ķĪ░ų╗╩╣│╔▒Šį÷╝ėĄ─╔·«aųTę“╦žĪ▒Ż¼ę▓Š═╩ŪšfŻ¼▓╗Ģ■ĦüĒ╚╬║╬ĖĮ╝ėārųĄĄ─ųTę“╦žĪŻ▀@ŲõųąŻ¼ūŅų„ꬥ─ėą╔·«a▀^╩Ż(╝┤Äņ┤µ)╦∙ę²ŲĄ─└╦┘MĪŻ
1.2 ╩╣Äņ┤µūŅąĪ╗»
×ķ┴╦┼┼│²▀@ą®└╦┘MŻ¼╩╣Äņ┤µūŅąĪ╗»Ż¼Š═ŽÓæ¬Ąž«a╔·┴╦▀m┴┐╔·«aĪóÅŚąį┼õų├ū„śI╚╦öĄęį╝░▒ŻūCŲĘ┘|▀@śė╚²éĆų„ę¬═ŠÅĮĪŻ
a)▀m┴┐╔·«aŻ║į┌ąĶꬥ─Ģr║“Ż¼░┤ąĶꬥ─┴┐╔·«a╦∙ąĶĄ─«aŲĘŻ¼ų╗╔·«aę¬ė├Ą─┴Ń╝■ĪŻĄ½į┌īŹļH╔·«a▀^│╠ųąĪŻśO╔┘öĄ╚╦šJ×ķ╠ßŪ░▀^ČÓ╝ė╣ż═Ļ│╔┴Ń╝■ę▓╩Ūę╗ĘN└╦┘MĪŻ
b)ÅŚąį┼õų├ū„śI╚╦öĄŻ║Ė∙ō■╔·«a┴┐Ą─ūāäėŻ¼ÅŚąįĄžį÷£pĖ„╔·«aŠĆĄ─ū„śI╚╦öĄŻ¼▒M┴┐ė├▌^╔┘Ą─╚╦┴”═Ļ│╔▌^ČÓĄ─╔·«a╚╬äšĪŻ
c)▒ŻūCŲĘ┘|Ż║Ę└ų╣┴╦▓╗┴╝«aŲĘĄ─ųžÅ═│÷¼F╗“└█Ęe│÷¼FŻ¼Å─Č°▒▄├Ō┴╦ė╔┤╦┐╔─▄įņ│╔Ą─┤¾┴┐└╦┘MĪŻ
2 JIT╔·«aĘĮ╩ĮĄ─╔·«aėŗäØ
2.1 ╔·«aėŗäØĄ─ĘNŅÉ
į┌å╬į¬╔·«aĀŅæBŽ┬ųŲČ©Ą─╔·«aėŗäØŻ¼įŁät╔Ž┐╔Ęų×ķ╝ŠČ╚╔·«aėŗäØĪóį┬╔·«aėŗäØĪół╠ąąėŗäØĪó╚šėŗäØĄ╚4ĘNĪŻ▀@ŲõųąūŅųžę¬Ą─╩Ūł╠ąąėŗäØŻ«ł╠ąąėŗäØųŲČ©║¾įŁät╔Ž╩Ū▓╗į╩įSĖ³Ė─Ą─Ż¼╚šėŗäØĖ∙ō■ł╠ąąėŗäØĘųĮŌČ°│╔ĪŻ
1)╝ŠČ╚╔·«aėŗäØ╩ŪęįŅA£y×ķ╗∙ĄAČ°ųŲČ©Ą─ĪŻÄū║§▓╗─▄įŁśė▓╗äėĄ─ė├ė┌╔·«aĪŻĄ½╦³╩Ūėå┘ÅķLĮ╗žøŲ┌╬’┴ŽĄ─╗∙▒Š┘Y┴ŽŻ¼æ¬į┌╔·«aųąū„×ķ╗∙ĄAģó┐╝ę└ō■ĪŻ
2)į┬╔·«aėŗäØ╩Ūėå┘ÅųąČ╠Į╗žøŲ┌╬’┴ŽĄ─╗∙£╩ĪŻ
3)ł╠ąąėŗäØ╩ŪęįõN╩█▓┐ķTųŲČ©Ą─Į╗žøŲ┌×ķę└ō■Č°ųŲČ©Ą─ėŗäØŻ¼įŁät╔Ž▓╗─▄ūāĖ³ĪŻĄ½╩Ū╚ń╣¹į┌┤╦ļAČ╬▒žĒÜ╝ė╚ļūāĖ³╩┬ĒŚŻ¼ätąĶę¬▓╔╚Īę╗Č©│╠Č╚Ą─æ¬╝▒┤ļ╩®ĪŻį┌Ų½║Įūāś¬Ą─╔·«aųą┐╔ęį└ĒĮŌ×ķ▓┐ķT╦∙ųŲČ©Ą─═ČčbėŗäØĪŻ└²╚ń▒Šų▄ųŲČ©Ą┌Č■ų▄╔§ų┴Ą┌╚²ų▄Ą─═ČčbėŗäØĪŻ
4)╚š╔·«aėŗäØę¬░┤ššĢrķgČ╬Ż¼┴„╦«ŠĆŻ¼╚╦åT░ÓĮM▀MąąĘųŅÉŻ¼▒M┐╔─▄įö╝ÜĪŻæ¬▒M┐╔─▄╩╣ė├ėŗäØ┐┤░ÕŻ¼▐D«a╣▄└Ē┐┤░ÕĄ╚ł╠ąąąį┴╝║├Ą─╣▄└Ē╣żŠ▀ĪŻ
2.2 ł╠ąąėŗäØĄ─ŠÄųŲ
Ė„ĘN╔·«aėŗäØųąŻ¼ūŅųžę¬Ą─╩Ūł╠ąąėŗäØĪŻ╩▓├┤Ģr║“Ż¼╩▓├┤ĘĮ╩ĮŻ¼ū÷╩▓├┤śėĄ─«aŲĘŻ¼▀@ą®╔·«aųąĄ─ūŅ╗∙▒Šą┼Žó╚ń╣¹ø]ėą┤_Č©ĪŻę╗Č©¤oĘ©▀Mąąėąą¦┬╩Ą─╔·«aĪŻ╚ń╣¹╔·«a«ö╚š│÷¼FūāĖ³Ż¼īóę²Ų¼Fł÷Ą─╗ņüyŻ¼į┌╠Ä└Ēå¢Ņ}╔Ž║─┘M┤¾┴┐Ą─╣żĢrŻ¼╣▄└Ē╠Äė┌├”üyĄ─¤oą“ĀŅæBĪŻ▓╗╣▄╔·«a▓┐ķTėąČÓ├┤ÅŖĄ─▀mæ¬ūāäė─▄┴”Ż¼Ą½╩Ū┐éėąę╗éĆŽ▐Č╚ĪŻę“┤╦Ż¼ąĶę¬ū÷│÷├„┤_Ą─ęÄätŻ¼╝┤ł╠ąąėŗäØ┤_Č©║¾Ż¼įŁät╔Ž▓╗į╩įSį┘ūāĖ³ĪŻę╗░ŃŪķørŽ┬Ż¼╚ń╣¹─▄┤_Č©ę╗ų▄ęį╔ŽĄ─£╩┤_ėŗäØŻ¼¼Fł÷Š═─▄▀MąąĘŪ│ŻĒśĢ│Ą─╝ė╣ż╔·«a╗ŅäėĪŻ
a)╚šėŗäØĄ─š╣ķ_Ż║į┌╔·«aėŗäØęčĮø┤_Č©×ķł╠ąąėŗäØĢrŻ¼Š═權ÄųŲ╚šėŗäØĪŻ╚šėŗäØĄ─ę¬³c╩ŪŻ║╩▓├┤Ģr║“Īóė╔šlĪóū÷╩▓├┤Īó╝ėęį├„┤_Ż¼ąĶę¬▒M┐╔─▄Ą─ĮoėĶŠ▀¾wĄ─ųĖ╩ŠĪŻ▒žĒÜūóęŌęįŽ┬4³cŻ║
1)į┌Ų½║Įūāś¬²X▌åŽõĄ─ųŲįņųąŻ¼ėŗäØĄ─┤_Č©įŁät╔Žęįę╗ų▄×ķ╗∙£╩Ż╗
2)īó╣żū„░┤šš╚╦╝░įOéõ▀Mąą├„┤_║═Ęų┼õŻ╗
3)į┌ėŗäØųą├„┤_╔·«aĢrķg╝░ŅAėŗ═Ļ│╔ĢrķgŻ╗
4)╚š│╠æ¬ė╔╔·«a▓┐ķTĄ─╣▄└Ēš▀║═š{Č╚╚╦åT▀MąąųĖČ©Ż¼▓ó▀Mąą┐┤░Õ╗»īŹ╩®ĪŻ
b)ėŗäØųŲČ©Ą─ĘĮ╩Į╝░ĘųŅÉŻ║░┤šš╔·«aĘĮ╩ĮĄ─▓╗═¼Ż¼ėŗäØĄ─ųŲČ©ĘĮ╩Į┤¾Ė┼┐╔ęįĘų×ķ2ĘNŻ¼Įėå╬╔·«aą═║═ėŗäØ╔·«aą═ĪŻČ°Įėå╬╔·«aą═░┤ššīÅ║╦╗∙£╩▓╗═¼Ż¼Ęų×ķ2ĘNĪŻę╗ĘN╩Ūķ_╩╝╔·«a╚šŻ¼┴Ēę╗ĘN╩ŪīŹļHĮ╗žø╚šĪŻęį▓╗═¼Ą─╗∙£╩ųŲČ©ėŗäØŻ¼ėŗäØĄ─ųŲČ©ĘĮĘ©ę▓┤¾▓╗ŽÓ═¼ĪŻ
Įėå╬╔·«aą═ėą2ĘNŻ║
1)Įėå╬╚š╦ŃŲą═╔·«aėŗäØŻ¼╩ŪųĖīóõN╩█▓┐ķTĄ─Įėå╬Ēśą“Ę┤ė│ĄĮ╔·«aėŗäØųąĄ─ĘĮ╩ĮŻ¼╩Ū░┤Įėå╬Ēśą“┤_Č©╚š│╠Ą─ėŗäØĘĮ╩ĮĪŻā׳c╩Ūę“×ķ╔·«aĢr░┤šš┤_Č©Ą─Ēśą“øQČ©Ą─╚š│╠Ż¼ų╗ę¬╩┬Ž╚£╩┤_Ą─┴╦ĮŌ┴╦╔·«a▓┐ķT├┐╚šĄ─«a┴┐Ż¼Š═┐╔ęį▒╚▌^╚▌ęūĄ─īŹ¼F╔·«aŠ∙║Ō╗»ĪŻ╚▒³c╩Ūę“×ķīŹļHĄ─╔·«a╚š║═│÷žø╚š¤oų▄Ų┌ĻPŽĄŻ¼╦∙ęįĢ■«a╔·ę╗Č©Ą─Äņ┤µŻ¼ėąĢr▀ĆĢ■ę“×ķ╔·«a▓┐ķTĄ─╔·«a─▄┴”Ą─▓╗ūŃČ°ī¦ų┬Į╗žøčėš`║═ŅÖ┐═Ą╚┤²Ą╚¼FŽ¾Ż¼═¼Ģrļyęįæ¬ī”═╗╚╗Ą─ėŗäØūāĖ³ĪŻ
2)│÷žø╚š╦ŃŲą═╩ŪųĖ░┤šš│÷žø╚šŲ┌×ķ╗∙£╩Č°╔·«aĄ─ĘĮ╩ĮĪŻ┤╦╔·«aĘĮ╩Į├┐╚šęū│÷¼FūāäėŻ¼Ą½╩Ū▓╗Ģ■«a╔·«aŲĘĄ─Äņ┤µĪŻį┌Įėå╬╔·«aą═Ų¾śIųąę▓─▄┐┤ĄĮ▀@ĘNĘĮ╩ĮŻ¼Ą½ų╗ėą╚š│Ż╔·«a▀^│╠ūāäė║▄╔┘Ą─Ų¾śI▓┼Ģ■▓╔ė├┤╦ĘĮĘ©ĪŻ
ā׳c╩Ū▓╗Ģ■«a╔·Äņ┤µŻ╗ėąėåå╬Ģręū┤_Č©Į╗žøŲ┌Ż╗ėŗäØĄ─ūāĖ³▒╚▌^╚▌ęūŻ¼▀mæ¬ąįÅŖĪŻ╚▒³c╩ŪļyęįīŹ¼F├┐╚šĄ─Š∙║Ō╗»Ż¼Įø│Ż░l╔·╚š╔·«aėŗäØ▀^ČÓ╗“š▀▀^╔┘Ą─ŪķørŻ╗Ė∙ō■ėåå╬Ž┬▀_▓╔┘ÅėŗäØŻ¼▓╔┘ÅėŗäØŽ┬▀_▓╗Š∙║ŌŻ¼╚▌ęū«a╔·╚▒žø¼FŽ¾Ż╗╚ń╣¹į┌╬’┴Ž▓╔┘ÅĪó╔·«a╝ė╣ż▀^│╠Ą─╚╬ęŌę╗éĆ▀^│╠ųą│÷¼Få¢Ņ}ĪŻīóų▒Įėė░ĒæĮ╗žøŲ┌ĪŻę“┤╦ąĶę¬Ė³Ė▀Ą─╣▄└Ē─▄┴”▓┼─▄ØMūŃę¬Ū¾ĪŻ
ėŗäØ╔·«aą═╩Ūį┌ŅA£y╔·«aĘĮ╩Įųą▓╔ė├▌^ČÓĄ─ėŗäØĘĮ╩ĮŻ¼ŲõęįŅA£y×ķ╗∙£╩üĒųŲČ©į┬╔·«aėŗäØ╗“ų▄╔·«aėŗäØŻ¼Ųõ╚▒³c╩ŪŻ¼ę“×ķ▓╗╩ŪęįīŹļHąĶŪ¾×ķ╗∙£╩üĒėŗäØ╔·«aĄ─Ż¼╦∙ęį║▄╚▌ęū░l╔·╩ŻėÓÄņ┤µ╝░╚▒žøĄ─¼FŽ¾ĪŻ
3 é„Įy╔·«aĘĮ╩Į┼cJIT╔·«aĘĮ╩ĮĄ─▒╚▌^
3.1 é„ĮyĄ─╔·«aĘĮ╩ĮĮķĮB
a)é„Įy╔·«aĘĮ╩ĮĄ─╠ž³c
é„Įy╔·«aĘĮ╩Į═©│ŻČ╝╩Ū═Ų▀M╩ĮĄ─ĪŻ╬’┴„═©│Żūįé}Äņķ_╩╝Ż¼į┌Ė„Ą└╣żą“ų«ķg«a╔·┴„äėŻ╗ą┼Žó┴„┤µį┌ė┌ėŗäØ▓┐ķT║═é}Äņų«ķgŻ¼ėŗäØ▓┐ķT┼c├┐ę╗Ą└╣żą“ų«ķgČ╝ėąŽÓī”¬Ü┴óĄ─ą┼Žó┴„Ż¼Č°╣żą“┼cé}Äņų«ķgĪó╣żą“┼c╣żą“ų«ķg▓╗┤µį┌ą┼Žó┴„ĪŻ
é„Įy╔·«aĘĮ╩Įė╔ė┌╣żą“ķg╚▒╔┘▒žę¬Ą─ą┼Žó£Ž═©Ż¼═∙═∙įņ│╔ųąķg«aŲĘ▀^ČÓ╗“▀^įńĄ─╔·«aŻ¼įņ│╔ųąķg«aŲĘĄ─┤¾┴┐Ęeē║Ż¼ėąą®Ų¾śI×ķ┤╦▓╗Ą├▓╗īŻķTįO┴ó┴╦║▄ČÓĄ─ųąķgŲĘé}Äņė├üĒ┤µā”┤¾┴┐▀^╩ŻĄ─░ļ│╔ŲĘĪŻę“┤╦Ż¼═Ų▀M╩ĮĄ─╔·«aĘĮ╩Į╩Ūę╗ĘN╚▒Ę”┐ŲīWėŗäØĄ─┬õ║¾Ą─╔·«aĘĮ╩ĮĪŻ
b)═Ų▀M╩Į╔·«aĘĮ╩ĮĄ─Č©┴x
═Ų▀M╩Į╔·«aĘĮ╩Į╩Ū░┤«aŲĘśŗ│╔ŪÕå╬ī”╦∙ąĶĄ─┴Ń▓┐╝■ęÄĖ±║═öĄ┴┐▀Mąąėŗ╦ŃŻ¼Ą├│÷├┐ĘN┴Ń▓┐╝■Ą─═Č╚ļ«a│÷ėŗäØŻ¼░┤ėŗäØ░l│÷╔·«a║═ėåžøĄ─ųĖ┴ŅĪŻ├┐ę╗╔·«a▓┐ķTČ╝░┤ėŗäØ╔·«a┴Ń▓┐╝■Ż¼īóīŹļH═Ļ│╔ŪķørĘ┤üĄĮ╔·«aėŗäØš{Č╚▓┐ķTŻ¼▓óīó╝ė╣ż═ĻĄ─┴Ń▓┐╝■╦═ĄĮŽ┬ę╗Ą└╣żą“╗“Ž┬ė╬╔·«a▄ćķgŻ¼Ą½ī”Ž┬ę╗Ą└╣żą“╗“Ž┬ė╬╔·«a▄ćķg«öĢr╩ŪʱąĶę¬▀@ą®┴Ń▓┐╝■ģs▓╗ū÷┐╝æ]ĪŻ
╚ńłD1╦∙╩ŠŻ¼å╬Ž“╝²Ņ^▒Ē╩Š╬’┴„Ż¼ļpŽ“╝²Ņ^▒Ē╩Šą┼Žó┴„ĪŻ═Ų▀M╩Į╔·«aĘĮ╩ĮĄ─╬’┴„╩ŪÅ─╣żą“1Ż¼2Ż¼3ę╗ų▒ĄĮnŻ¼Č°ą┼Žó┴„ät╩Ū╔·«aėŗäØš{Č╚▓┐ķT║═├┐ę╗Ą└╣żą“ų«ķgĄ─┬ōŽĄĪŻ║▄’@╚╗Ż¼═Ų▀M╩Į╔·«aĘĮ╩ĮĄ─ą┼Žó┴„║═╬’┴„╩ŪĘųķ_Ą─ĪŻ
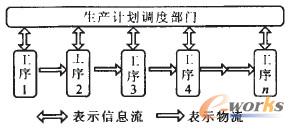
łD1 é„ĮyĄ─═Ų▀M╩Į╔·«aĘĮ╩Į
3.2 JIT╔·«aĘĮ╩ĮĮķĮB
a)JIT╔·«aĘĮ╩ĮĄ─╠ž³c
JIT╔·«aĘĮ╩Į▓╔ė├Ą─╩Ū└Łäė╩ĮĄ─┐žųŲŽĄĮyŻ¼╔·«aėŗäØš{Č╚▓┐ķTų╗ąĶīó╔·«aėŗäØŽ┬▀_ĄĮūŅ║¾ę╗Ą└╣żą“Ż¼ūŅ║¾ę╗Ą└╣żą“ī”Ųõ╔Žė╬╣żą“╠ß│÷╦∙ąĶ╬’┴ŽĄ─ę¬Ū¾Ż¼╔Žė╬╣żą“Ė∙ō■ę¬Ū¾╔·«aŻ¼═©▀^▀@śėĄ─└Łäėę╗ų▒čė└mĄĮ▓╔┘Å▓┐ķTĪŻ
JIT╔·«aĘĮ╩ĮĄ─║├╠Äį┌ė┌šµš²īŹ¼F┴╦ą┼Žó┴„┼c╬’┴„Ą─ĮY║ŽŻ¼Ūęį┌š¹éĆ▀^│╠ųą▓╗Ģ■«a╔·ČÓėÓĄ─ųąķg«aŲĘŻ¼ę▓▓╗Ģ■│÷¼FĄ╚┤²Īó═ŽčėĄ╚└╦┘MĪŻę“┤╦Ż¼JIT╔·«aĘĮ╩Į─▄ē“šµš²ū÷ĄĮĪ░▀mĢrĪó▀m┴┐Īó▀m╬’Ī▒Ą─╔·«aŻ¼╣Ø╝s«aŲĘĄ─╔·«a│╔▒ŠĪŻūŅĮK«a╔·ĮøØ·ą¦ęµĪŻ
b)└Łäė╩Į╔·«aĘĮ╩ĮĄ─Č©┴x
└Łäė╩Į╔·«aĘĮ╩Į╩Ūė╔╩ął÷ąĶŪ¾ą┼ŽóøQČ©«aŲĘĄ─ĮMčbĪŻ╚╗║¾ė╔«aŲĘĮMčbüĒ└Łäė┴Ń╝■Ą─╝ė╣żĪŻ├┐Ą└╣żą“Īó├┐éĆ▄ćķgĘųäeŽ“╦³Ą─Ū░ę╗Ą└╣żą“╗“╔Žė╬▄ćķg╠ß│÷ąĶŪ¾║═╣żū„ųĖ┴ŅĪŻ╔Žę╗Ą└╣żą“║═╔Žė╬▄ćķg═Ļ╚½░┤šš▀@ą®ųĖ┴ŅüĒ▀Mąą╔·«aĪŻ╚ńłD2╦∙╩ŠŻ¼╝Ü╝²Ņ^┤·▒Ēą┼Žó┴„Ż¼┤ų╝²Ņ^┤·▒Ē╬’┴Ž┴„ĪŻ└Łäė╩Į╔·«aĘĮ╩ĮĄ─╬’┴Ž┴„╩ŪÅ─╣żą“1Īó2Īó3ĪŻę╗ų▒┴„ĄĮĄ┌─╦Ą└╣żą“Ż¼╦³Ą─ą┼Žó┴„ätŪĪ║├ŽÓĘ┤Ż¼╩ŪÅ─Ą┌NĄ└╣żą“ķ_╩╝ĪŻę╗▓Įę╗▓ĮŽ“╣żą“3Īó2Īó1▌ö╦═ĪŻę“┤╦Ż¼╦³Ą─ą┼Žó┴„║═╬’┴Ž┴„╩ŪŠo├▄ĮY║Žį┌ę╗ŲĄ─ĪŻ
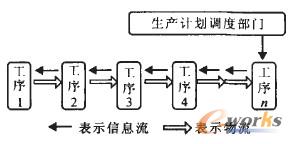
łD2 £╩Ģr╗»╩Į╔·«aĄ─└Łäė╩Į╔·«aĘĮ╩Į
3.3 é„Įy╔·«aĘĮ╩Į┼cJIT╔·«aĘĮ╩ĮĄ─▒╚▌^
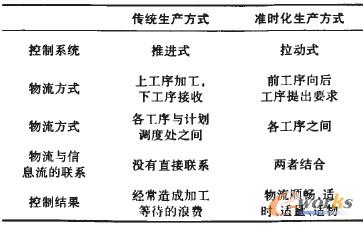
é„ĮyĄ─╔·«aĘĮ╩Į▓╔ė├Ī░═Ų▀M╩ĮĪ▒┐žųŲŽĄĮyĪŻ╚▌ęūįņ│╔ųąķg«aŲĘĄ─Ęeē║Ż¼Č°JIT╔·«aĘĮ╩Į▓╔ė├Ī░└Łäė╩ĮĪ▒┐žųŲŽĄĮyŻ¼─▄╩╣╬’┴„║═ą┼Žó┴„ėąÖCĄ─ĮY║ŽŲüĒĪŻ▒▄├Ō╚╦×ķĄ─└╦┘MĪŻę“┤╦Ż¼JIT╔·«aĘĮ╩Į┼cé„Įy╔·«aĘĮ╩Įėą║▄┤¾Ą─ģ^äeŻ¼╚ń▒Ē1╦∙╩ŠŻ¼ų╗ėąĪ░└Łäė╩ĮĪ▒ŽĄĮy▓┼─▄šµš²ū÷ĄĮĪ░▀mĢrĪó▀m┴┐Īó▀m╬’Ī▒Ą─╔·«aĪŻ
▒Ē1 é„Įy╔·«aĘĮ╩Į┼c£╩Ģr╗»╔·«aĘĮ╩ĮĄ─▒╚▌^
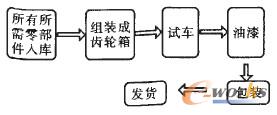
4 JIT╔·«aĘĮ╩ĮųąėŗäØĄ─ųŲČ©
4.1 JIT╔·«aĘĮ╩ĮųąĄ─╔·«aėŗäØ
į┌é„ĮyĄ─╔·«aėŗäØĘĮ╩ĮųąŻ¼╔·«aųĖ┴Ņ═¼ĢrŽ┬▀_ĮoĖ„Ą└╣żą“Ż¼╝┤╩╣Ū░║¾╣żą“│÷¼Fūā╗»╗“«É│ŻĪŻę▓┼c▒Š╣żą“¤oĻPŻ¼╚į╚╗░┤ššįŁųĖ┴Ņ▓╗öÓĄ─╔·«aĪŻŲõĮY╣¹╩Ūįņ│╔Ė„Ą└╣żą“ķg╔·«a┴┐Ą─▓╗ŲĮ║ŌĪŻę“┤╦Ż¼╣żą“ķgĄ─į┌ųŲŲĘÄņ┤µ▓╗öÓį÷╝ėĪŻČ°į┌JIT╔·«aĘĮ╩ĮųąŻ¼ėŗäØ▓┐ķTų╗ī”│²ūŅ║¾ę╗Ą└╣żą“ęį═ŌĄ─Ųõ╦¹╣żą“│÷╩Š├┐į┬┤¾ų┬╔·«aŲĘĘN║═öĄ┴┐ėŗäØŻ¼ū„×ķŲõ░▓┼┼ū„śIĄ─ę╗éĆģó┐╝╗∙£╩Ż¼Č°šµš²ū„×ķ╔·«aųĖ┴ŅĄ─═Č«aĒśą“ėŗäØų╗Ž┬▀_ĄĮūŅ║¾ę╗Ą└╣żą“(╚ń┐éĮMčb▄ćķg)ĪŻŲõėÓĖ„Ą└╣żą“Ą─ū„śI¼Fł÷ø]ėą╚╬║╬╔·«aėŗäØ▒ĒŻ¼ŲõąĶę¬╔·«aĄ─ŲĘĘN┼cöĄ┴┐╩Ūė╔║¾ę╗Ą└╣żą“į┌ąĶꬥ─Ģr║“Ēś┤╬Ž“Ū░ę╗Ą└╣żą“é„▀fĄ─┐┤░ÕųąųĖČ©ĪŻ
a)┼┼«aėŗäØĄ─ųŲČ©Ż║Ė∙ō■õN╩█▓┐ķTĄ─╝ŠČ╚õN╩█ŅA£yŻ¼ųŲČ©│÷Ę¹║Ž╔·«aĄ─╝ŠČ╚═ČčbėŗäØĪŻ
1)┼┼«aėŗäØ╚ń(▒Ē2)ĪŻ
▒Ē2 ┼┼«aėŗäØ
╚ń▒Ē2╦∙╩ŠŻ¼į┌2011-05-14ėŗäØę¬▀Mąą48┼_Ą─AŲ½║Į²X▌åŽõ║═36┼_Aūāś¬²X▌åŽõĄ─═ČčbĪŻ
2)Ė∙ō■┼┼«aėŗäØęį╝░ī”欫aŲĘĄ─├„╝Ü▒ĒųŲČ©┴Ń╝■Ą─╔·«a╝ė╣żėŗäØ╚ń(▒Ē3)ĪŻ
▒Ē3 ╔·«a╝ė╣żėŗäØ
▒Ē3╦∙╩ŠĪŻĖ∙ō■┴Ń╝■╝ė╣żėŗäØĄ─░▓┼┼Ż¼æ¬įōį┌2011─Ļ05į┬14╚š╝ė╣ż═Ļ│╔ęįŽ┬┴Ń╝■▓ó╩╣ų«ĮKÖz╚ļÄņŻ║

Ą½▒Ē2ųąĄ─ėŗäØöĄō■āH×ķĖ∙ō■┼┼«aėŗäØČ°ųŲČ©Ą─╗∙ĄAįŁ╩╝╔·«aėŗäØĪŻį┌¼FīŹųąĖ∙▒Š¤oĘ©īóŲõū„×ķ╔·«a╝ė╣ż▓┐ķTĄ─ł╠ąąėŗäØ╗“š▀╚š╔·«aėŗäØŻ¼ę“×ķ╦³▓╗╩ŪĖ∙ō■┤_Č©Įė╩šĄ─┐═æ¶ėåå╬Č°ū„│÷Ą─ėŗäØŻ¼╦∙ęįę¬ųŲČ©īŹļH┐╔ęįł╠ąąĄ─╔·«a╝ė╣żėŗäØŻ¼▒žĒÜį┌┤_Č©ėåå╬ĪŻĖ∙ō■┐═æ¶ę¬Ū¾Ą─ę¬Ū¾Č°ū„│÷┼ąöÓŻ¼ųŲČ©│÷Ę¹║ŽīŹļHĄ─╔·«a╝ė╣żėŗäØĪŻ
4.2 ł╠ąąėŗäØĄ─ųŲČ©Ż║
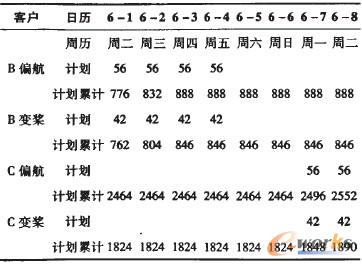
ę╗░ŃŪķørŽ┬Ż¼į┌ĮėĄĮ┐═æ¶ėåå╬ĢrŻ¼┐╔Ė∙ō■┐═æ¶Ą─ę¬Ū¾ųŲČ©│÷ł╠ąąėŗäØ(łD3)Ż¼Ą½╩Ū«öŪ░Ą─╩ął÷ūā╗»╩ŪĘŪ│Ż┐ņĄ─Ż¼ėąą®┐═æ¶┐╔─▄Ģ■ėą╝ė╝▒ėåå╬Ż¼ėąą®┐═æ¶┐╔─▄ę¬Ū¾ūāĖ³╦∙ę¬▓╔┘ÅĄ─«aŲĘĘNŅÉŻ¼ėąą®┐═æ¶ät┐╔─▄╚ĪŽ¹ėåå╬Ż¼╦∙ęįŻ¼į┌ųŲČ©║├┼┼«aėŗäØ║¾Ż¼ę¬ųŲČ©Ė∙ō■īŹļHĄ─ėåå╬Į╗žøŲ┌ųŲČ©│÷ł╠ąąėŗäØĪŻęįųĖī¦Ė„╝ė╣ż▓┐ķT▀Mąą╔·«a╝ė╣żĪŻ
╚ńłD3╦∙╩ŠŻ¼Å─┴Ń╝■╚ļÄņĄĮ²X▌åŽõ░lžøųąķg▀ĆąĶę¬5éĆ╣ż╦ć▀^│╠Ż¼╣╩į┌ųŲČ©ł╠ąąėŗäØĢr▀ĆąĶīó▀@ą®ųąķg▀^│╠Ą─Ģrķg┐╝æ]į┌ā╚ĪŻ└²╚ńŻ║Ė∙ō■ėåå╬Ą─ę¬Ū¾Ż¼AŲ½║Į²X▌åŽõį┌5į┬21╚šę¬Ū¾240┼_²X▌åŽõ│÷žøŻ¼Ė∙ō■čb┼õ▄ćķgĄ─«a─▄ĮyėŗŻ¼├┐╠ņ┐╔ęį═Ļ│╔48┼_²X▌åŽõĄ─čb┼õ╚╬䚯¼╦∙ęįčb┼õ▄ćķgę¬▀B└m5╠ņ├┐╠ņčb┼õ48┼_²X▌åŽõĪŻį┌ĮMčb║├²X▌åŽõ║¾Ż¼░³čb48┼_²X▌åŽõąĶę¬1╠ņŻ¼ė═Ųß48┼_²X▌åŽõąĶ1╠ņŻ¼įć▄ćąĶę¬2╠ņĪŻĮMčb48┼_²X▌åŽõąĶę¬1╠ņŻ¼─Ū├┤╝ė╣ż▄ćķgŠ═æ¬įōį┌5į┬15╚š╩╣é}ÄņųąAŲ½║Į²X▌åŽõ╦∙ąĶĄ─╦∙ėą┴Ń▓┐╝■öĄ┴┐▀_ĄĮ╦∙ąĶöĄ┴┐ĪŻ
łD3 ł╠ąąėŗäØ
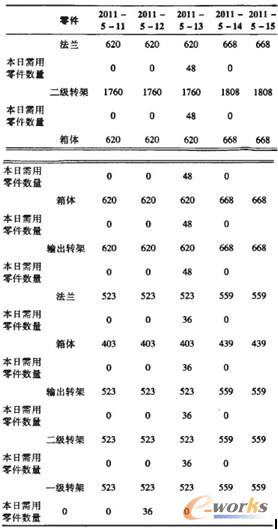
a)JIT╔·«aėŗäØæ¬Ė∙ō■┐═æ¶Ą─ėåå╬║═Ų¾śIĄ─īŹļHŪķørļSĢrį÷£pūāĖ³ėŗäØ
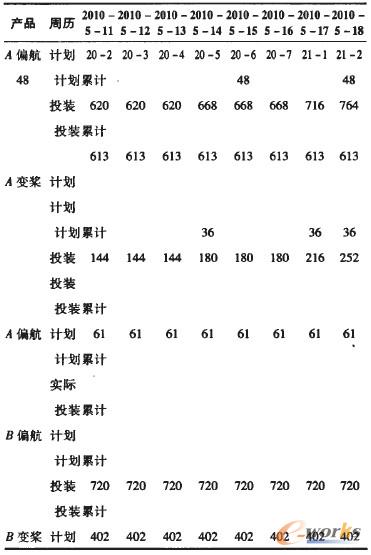
╚ń▒Ē4╦∙╩ŠŻ║į┌5į┬ųŲČ©Ą─6į┬╔·«aėŗäØųąŻ¼Ė∙ō■▒Ē4ųąĄ─░▓┼┼▀Mąą«aŲĘĄ─╔·«aĪŻ
▒Ē4 į÷£pūāĖ³ėŗäØ▒Ē1
Ą½╩ŪŻ¼╚ń╣¹į┌6į┬3╚šĮėĄĮ┐═æ¶═©ų¬Ż¼įŁČ©į┌6į┬7╚š║═6į┬8╚šĮ╗žøĄ─C«aŲĘę¬╠ßŪ░ā╔╠ņ│÷žøĪŻ▀@Ģr║“Š═æ¬Ė─ūāįŁėåĄ─ł╠ąą╔·«aėŗäØŻ¼░▓┼┼╔·«a▓┐ķTį┌ų▄┴∙║═ų▄╚š╝ė░Ó╔·«aįŁČ©ėŗäØį┌6į┬7╚š║═6į┬8╚š╔·«a╝ė╣żĄ─«aŲĘŻ¼īóėŗäØ╠ßŪ░ĪŻ
▒Ē5 į÷£pūāĖ³ėŗäØ▒Ē2
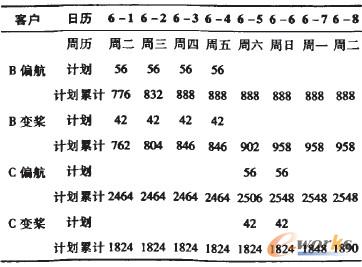
╚ń▒Ē5╦∙╩ŠŻ¼į┌įŁėŗäØ▓╗ūāĄ─ŪķørŽ┬Ż¼6į┬4╚š═╗╚╗ĮėĄĮõN╩█▓┐ķTĄ─═©ų¬Ż¼ę¬į┌į┬Ąūīóę╗éĆą┬«aŲĘ░lžøŻ¼Š═ę¬Ė∙ō■╝╝ąg▓┐ķTĄ─ķ_░lĢrķg╝░Ģrš{š¹ł╠ąą╔·«aėŗäØŻ¼┐╔ęį▀xō±į┌ų▄┴∙║═ų▄╚š╝ė░Ó╔·«aĪŻ┤_▒Ż£╩Ģr░lžøĪŻ╚ńė÷ĄĮ┐═æ¶ųą═Š£p╔┘ėåå╬Ą─öĄ┴┐ĪŻ┐╔ī”╝ė╣ż«aŲĘĄ─öĄ┴┐╝░Ģr£p╔┘ĪŻ
b)įOČ©║Ž└ĒĄ─ūŅąĪÄņ┤µ┴┐
ėąĄ─┐═æ¶Ģ■┼RĢrį÷╝ėėåå╬Ą─öĄ┴┐Ż¼▀@ĘNŪķørī”ę╗éĆ░lš╣ųąĄ─Ų¾śIüĒųv╩Ūę╗éĆ║├╩┬Ż¼Ą½╬ęéāę▓ę¬Ė∙ō■Ų¾śIĄ─īŹļH╔·«aų▄Ų┌┤_Č©ī”┐═涫aŲĘĄ─░lžøŲ┌Ż¼ėąĄ─▒╚▌^┤¾Ą─ėåå╬Ą─«aŲĘ┴Ń╝■┐╔ęįĖ∙ō■īŹļHŪķør╩╣Ųõėąę╗éĆ▀m«öĄ─Äņ┤µ┴┐Ż¼ęį┤_▒Żę╗ą®│Żė├«aŲĘĄ─ė├æ¶┐╔ęįį┌▌^Č╠Ą─Ģrķgā╚╠ßžøĪŻį┌JIT╔·«aĘĮ╩ĮŽ┬Ż¼┐╔Ė∙ō■ūį╔ĒĄ─Š▀¾wŪķørŻ¼ųŲČ©║Ž└ĒĄ─Äņ┤µ╔ŽŽ▐║═Ž┬Ž▐Ż¼┤_▒Ż║Ž└ĒĄ─ūŅąĪÄņ┤µ┴┐ĪŻ
c)Ė·█ÖėŗäØł╠ąąŪķør
į┌ėŗäØĄ─ł╠ąą▀^│╠ųąŻ¼╔·«aėŗäØš{Č╚▓┐ķTæ¬īŹĢr▀MąąĖ·█ÖŻ¼▒O┐žėŗäØį┌├┐éĆĻPµI³cĄ─ł╠ąąŪķørŻ¼▓óŪęĖ∙ō■īŹļHł╠ąąŪķørū„│÷▀m«öĄ─æ¬╝▒ĘĮ░ĖĪŻųŲČ©æ¬╝▒ėŗäØĪŻ
5 ┐éĮY
į┌╔·«aėŗäØųŲČ©Ą─▀^│╠ųąæ¬ė├ų«ā׳c╝░æ¬ūóęŌĄ─ĘĮ├µŻ¼╔·«aėŗäØĄ─ųŲČ©╩Ūę╗éĆ└Ēšō┼cīŹļHŪķørŽÓĮY║ŽĄ─▀^│╠Ż¼į┌ėŗäØĄ─ųŲČ©▀^│╠ųą╝╚ę¬Ė∙ō■Ų¾śIĄ─īŹļHŪķør║═┐═æ¶Ą─ę¬Ū¾ī”╔·«a╝ė╣ż▓┐ķT╠ß│÷╔·«aę¬Ū¾Ż¼═¼Ģr▀Ćæ¬Ė∙ō■╔·«a▓┐ķTĄ─īŹļHł╠ąąŪķør╝░Ģrš{š¹Ż¼╩╣╝ė╣ż╚╬äšĒś└¹═Ļ│╔Ż¼ĮoŲ¾śIäōįņārųĄĪŻ
║╦ą─ĻPūóŻ║═ž▓ĮERPŽĄĮyŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śIäšŅIė“ĪóąąśIæ¬ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śIäš╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśIäšŅIė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śIĻPūóERP╣▄└ĒŽĄĮyĄ─║╦ą─ŅIė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śIą┼Žó╗»Į©įO╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://www.lukmueng.com/
▒Š╬─ś╦Ņ}Ż║£╩Ģr╗»╔·«aĘĮ╩Įæ¬ė├ė┌╔·«aėŗäØĄ─ųŲČ©╝░Ųõł╠ąą
▒Š╬─ŠWųĘŻ║http://www.lukmueng.com/html/consultation/1083934264.html






















