



1 ę² čį
╬ęć°║Į╠ņ╩┬śIį┌śŗų■║Į╠ņ«aŲĘų„ŠĆĪó┼Óė²║╦ą─ĖéĀÄ─▄┴”Ą─═¼ĢrŻ¼┴Ēę╗ĘĮ├µ▀Ćę¬ęįą┼Žó╗»Ä¦äė╣żśI╗»Ż¼ė├ą┼Žó╗»Ą─╦╝Žļ═Ųäė╝╝ągäōą┬Īó╣▄└Ēäōą┬║═ųŲČ╚äōą┬ĪŻū„×ķę╗éĆęįąŪ┤¼Ą╚ėŅ║Į«aŲĘųŲįņ×ķų„śIĄ─Ų¾śIŻ¼«aŲĘĄ─ŽĄĮy╝»│╔Ż©┐éčbŻ®╔·«aŠĆ╩Ū╦³Ą─║╦ą─ĪŻ▀@éĆŲ¾śIĄ─╔·«a▀\ū„╦«ŲĮ║═─▄┴”╚ń║╬Ż¼Č╝┐╔ęįį┌▀@Śl╔·«aŠĆ╔ŽĄ├ĄĮ╚½├µČ°│õĘųĄ─¾w¼FŻ¼ę“┤╦Ż¼┐éčb╔·«aŠĆĄ─ą┼Žó╗»Į©įOī”ė┌║Į╠ņśIĄ─╔·«a─▄┴”║═╣▄└Ē╦«ŲĮĄ─š¹¾w╠ßĖ▀Ż¼Š▀ėą║▄ÅŖĄ─└Łäėū„ė├ĪŻ
2 ║Į╠ņŲ„┐éčb╣▄└ĒĄ─¼FĀŅ
═©▀^ī”║Į╠ņŲ„┐éčb╣▄└Ē▀^│╠Ą─Ęų╬÷Ż¼─┐Ū░┐éčb╔·«aŠĆ╔Žė░Ēæ╔·«aą¦┬╩Ą─å¢Ņ}ų„ę¬ėąęįŽ┬ÄūĘĮ├µŻ║
(1) ╣żū„▀MČ╚Ūķør¤oĘ©┐ņ╦┘ėąą¦ĄžĘ┤ė│ĄĮŽÓĻP╣▄└Ē▓┐ķTŻ╗
(2) ¼Fł÷│÷¼Få¢Ņ}║¾Ż¼Ė³Ė─╬─╝■Ą─┴„▐D╚½▓┐═©▀^╚╦×ķ═©ų¬▓óé„▀fĄ─ĘĮ╩ĮŻ¼ę“┤╦¼Fł÷ĀŅæBäėæBĒææ¬╦┘Č╚┬²Ż╗
(3) ¼Fł÷╝╝ągå¢Ņ}Ą─╠Ä└Ē¤oĘ©Ą├ĄĮėąą¦ĄžģR┐é║═┐éĮYŻ╗
(4) ¼Fł÷▓┘ū„╚╦åT░l¼Få¢Ņ}║¾┼cįOėŗ╚╦åT╗“╣ż╦ćŠÄųŲ╚╦åTų╗ėą┐┌Ņ^Į╗┴„Ż¼ø]ėąīŹĢrėøõøŻ╗
(5) ▓╔ė├╩ų╣żŠÄųŲ╔·«aėŗäØŻ¼ć└ųžš╝ė├┴╦ŠÄųŲ╚╦åTĄ─Š½┴”║═ĢrķgŻ¼Ū깦┬╩Ą═Ż╗
(6) ¼Fł÷Ę┤üĄ─öĄō■║═ą┼Žó╚▒Ę”öĄō■Äņ╣▄└ĒĘĮ╩ĮŻ¼┤¾┴┐Ą─ų¦ō╬öĄō■ø]ėąĄ├ĄĮėąą¦Ąž╣▄└Ē║═└¹ė├Ż╗
(7) ī”▓┘ū„╚╦åTĄ─╣żū„┴┐▓╗─▄ėąą¦┐ņ╦┘ĄžĮyėŗ║═ėøõøŻ╗
(8) ╔·«a╣żą“Ę▒ļsŻ¼╣żū„ų▄Ų┌ķLŻ¼╣▄└Ē╣żū„┴┐┤¾ĪŻ
3 ┐┤░Õ╔·«a╣▄└ĒŽĄĮyĄ─╝╝ągĘĮ░Ė
3.1 ┐┤░Õ╔·«a╣▄└ĒŽĄĮyĄ─Ė┼─Ņ
×ķ┴╦śŗĮ©ąŪ┤¼«aŲĘöĄūų╔·«aŠĆĄ─ĮM┐Ś─Ż╩ĮŻ¼īó┼c╔·«aųŲįņėąĻPĄ─ą┼Žó╗»ŽĄĮy▀Mąą│§▓ĮĄ─ŽĄĮy╝»│╔Ż¼ą╬│╔ę╗éĆ═Ļš¹Ą─ąŪ┤¼┐éčbųŲįņ▀^│╠ą┼Žó╗»ŽĄĮyŻ¼īŹ¼F╝╝ąg┴„│╠┼cėŗäØ┴„│╠ėąÖCĮY║ŽŻ¼īŹ¼FėŗäØĪó╝╝ągĪó╔·«a║═╣▄└Ēą┼ŽóĄ─ėąÖCĮY║ŽŻ¼×ķ┤╦╬ęéā╠ß│÷┴╦Į©┴ó║Į╠ņŲ„┐éčb┐┤░Õ╔·«a╣▄└ĒŽĄĮyĪŻ
╩ūŽ╚ę¬ų°ųžšf├„Ą─╩ŪŻ║įō┐┤░Õ╔·«a╣▄└ĒŽĄĮy┼cęį═∙╩╣ė├Ę¹╠¢įOéõ╣▄└ĒJIT╬’┴„Ą─┐┤░Õ┐žųŲŽĄĮyėąų°▒Š┘|Ą─ģ^äeĪŻ
į┌┐éčbčb┼õ░▓čb▓┘ū„ų«Ū░Ż¼╩ūŽ╚ę¬ųŲČ©ę╗éĆ╔·«aėŗäØĪŻ╔·«aėŗäØ╩ŪĮķė┌║Ļė^ėŗäØ║═╬óė^ėŗäØų«ķgĄ─▀^Č╔ļAČ╬Ż©║Ļė^ėŗäØųĖĄ─╩Ūš{Č╚Ž┬▀_Ą─ėŗäØ┴„│╠Ż¼Č°╬óė^ėŗäØ┐╔šJ×ķ╩Ū░ÓĮM├┐╠ņĄ─╣żū„ėŗäØŻ®Ż¼ę¬ŽļĄ├ĄĮę╗éĆ─▄ē“čĖ╦┘ųŲėåĪó▀mæ¬Ė„ĘĮ├µę¬Ū¾Ī󚵚²┐╔ąąĄ─╔·«aėŗäØŻ¼āHāHę└┐┐╩ų╣żū„śIĄ─ĘĮ╩Į▀Mąą╩Ū║▄ļy▀_ĄĮę¬Ū¾Ą─Ż¼ę“┤╦ąĶę¬ĮĶų·ėŗ╦ŃÖCŽĄĮyüĒÄ═ų·ųŲėå╔·«aėŗäØĪŻ¼FļAČ╬─▄ē“ū÷ĄĮ▀@ę╗³cĄ─ų╗ėąMRPŽĄĮyŻ¼╦∙ęįŻ¼įō┐┤░Õ╔·«a╣▄└ĒŽĄĮyę▓╩Ūī┘ė┌MRP╣▄└ĒĘĮ╩ĮĪŻ
┴Ēę╗ĘĮ├µŻ¼▓┘ū„╚╦åTį┌╔·«a¼Fł÷┐╔ęįę└ō■┐┤░Õ╔Ž’@╩ŠĄ─čb┼õ╣ż╦ćöĄō■ųĖī¦▓┘ū„Ż¼▀@ę▓╩Ū╬ęéā├³├¹×ķĪ░┐┤░Õ╔·«a╣▄└ĒŽĄĮyĪ▒Ą─įŁę“ĪŻ┐┤░ÕīŹļH╔Ž╩ŪĪ░║╬Ģræ¬░┤šš║╬ĘN╣ż╦ćųĖ┴Ņ▀Mąąčb┼õĪ▒Ą─ųĖ┴Ņąį┐©Ų¼╝ė╔ŽĪ░─│╣żą“║╬ĢrąĶę¬║╬öĄ┴┐Ą──│ĘN╬’┴ŽĪ▒Ą─╬’┴Ž┐©Ų¼Ą─ĮY║ŽĪŻ┐┤░Õ╔·«a╣▄└ĒŽĄĮyųĖī¦╔·«a¼Fł÷▓┘ū„╚╦åT╣żū„Ą─╩ŠęŌłD╚ńłD1╦∙╩ŠĪŻ
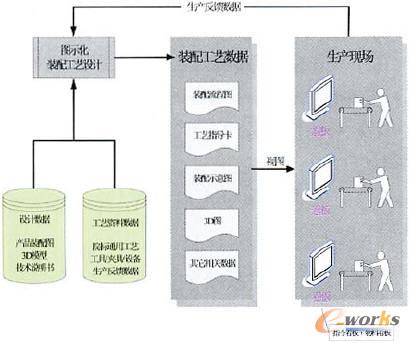
łD1 ┐┤░Õ╔·«a╣▄└ĒŽĄĮy╩ŠęŌłD
3.2 ŽĄĮyĮ©įO─┐ś╦
▒ŠŽĄĮyĄ─Į©┴óŻ¼ŅAŲ┌īŹ¼F┐éčbą╬╩Įęį╝░┐éčb╣żū„┴„│╠Ą─ā×╗»Ż©┐éčbą╬╩Įė╔╝»│╔³c╩Į▐Dūā×ķAIT╔·«aå╬į¬ą╬╩ĮŻ╗ģf═¼╣żū„╚╦åT║═╬’┴Ž½@╚Īė╔įŁüĒĄ─Ī░═ŲäėĪ▒╩Į▐Dūā×ķĪ░└ŁäėĪ▒╩ĮĄ╚Ż®Ż¼ĮŌøQ┐éčb▀^│╠ųą├µ┼RĄ─ą┼Žóå¢Ņ}Ż©╚ń╝╝ąg┴„│╠║═╔·«aū„śI┴„│╠▓╗Įyę╗Ż¼Ė„ĘN╝╝ągą┼ŽóĪóėŗäØą┼Žó║═ą═╠¢īŹļH╣żū„ĀŅæB¤oĘ©╝░ĢrĄžé„▀fĄĮąĶꬥ─╚╦åT║═▓┐ķT╩ųųąĄ╚Ż®Ż¼═Ų▀MąŪ┤¼«aŲĘöĄūų╗»╔·«aŠĆĄ─Į©įOĪŻŠ▀¾w─┐ś╦╩ŪŻ║
(1) īŹ¼FļŖūė╣ż╦ćöĄō■ĄĮ¼Fł÷Ż©░³└©╣ż╦ćęÄ│╠ĪółD╝łĪó╝╝ąg╬─╝■Ż®Ż╗
(2) īŹ¼F╣ż╦ćęÄ│╠░┤ÖÓŽ▐ļŖūė║×╩Ż╗
(3) īŹ¼F¼Fł÷╣żū„ĀŅæBäėæB’@╩ŠŻ©░³└©╣ż╬╗═Ż╣żĪó═Ļ╣żĪóš²į┌╝╝ągå¢Ņ}╠Ä└ĒĄ╚Ż®Ż╗
(4) īŹ¼F┼┼«a╣▄└ĒŻ╗═¼Ģr┐╔╔·│╔┼╔╣żå╬ĄĮ¼Fł÷Ż╗
(5) īŹ¼F┐éčbÄņĘ┐╬’┴Ž┼õ╦═ĄĮ¼Fł÷Ż╗
(6) īŹ¼FČÓ├Į¾w╩ŠĮ╠ęĢŅlĄ─¼Fł÷č▌╩ŠĪŻ
3.3 ╝╝ąg═ŠÅĮ
▄ø╝■Ą─ķ_░lŁhŠ│ØMūŃĮyę╗ęÄĘČę¬Ū¾ĪŻŽĄĮyĄ─įOėŗ▓╔ė├B/S─Ż╩Į║═C/S─Ż╩ĮŽÓĮY║ŽŻ¼▒Ńė┌Ęų▓╝╩Į▓┐╩║═ė├æ¶┐ņĮ▌╩╣ė├ĪŻŽĄĮy▓╔ė├ś╦£╩J2EEĮYśŗŻ¼└¹ė├JavašZčįķ_░lŻ¼Š▀ėą▌^ÅŖĄ─┐╔ęŲų▓ąį║═┐╔öU│õąįĪŻ║¾┼_öĄō■Äņ▓╔ė├╣”─▄▌^×ķÅŖ┤¾Ą─Oracle 9iöĄō■ÄņŲĮ┼_Ż¼į┌░▓╚½ąį║═┐╔┐┐ąįĘĮ├µČ╝╝»│╔┴╦▌^×ķÅŖ┤¾Ą─╣”─▄ĪŻ
3.4 ┐┤░Õ╔·«a╣▄└ĒŽĄĮy┐é¾w╝╝ągĘĮ░Ė
ųŲČ©▀mæ¬Ė„ĘĮ├µę¬Ū¾Īó┐╔ąąĄ─╔·«aėŗäØŻ╗Į©┴ó╣ż╦ćöĄō■ÄņŻ¼╣ż╦ćöĄō■Äņęį╣żą“×ķ▒ĒĮYśŗŻ¼ęį╣ż▓Į╗“ūė╣ż▓Į▓┘ū„ā╚╚▌×ķ╗∙▒Šėøõøå╬╬╗Ż¼═©▀^ķ_░löĄō■ÄņĮė┐┌│╠ą“Ż¼ęįå╬ŚlųĖ┴Ņ╗“ųĖ┴Ņ╝»Ą─ą╬╩Į│╩¼Fį┌├┐éĆ╣ż╬╗Ą─ėŗ╦ŃÖCŲ┴─╗╔ŽŻ¼▀@śė▓┘ū„╚╦åTŠ═┐╔ęį├„░ūæ¬įōł╠ąąĄ─▓┘ū„▓Į¾EŻ¼▓óį┌├┐éĆ╣ż▓Į═Ļ│╔ęį║¾Ż¼ĮoėĶŽÓæ¬Ą─╚╦ÖCĮ╗╗źą┼ŽóŻ¼Å─Č°▀M╚ļŽ┬ę╗╣ż▓Į▓┘ū„Ż¼┤²ę╗éĆ╣żą“Ą─╚½▓┐▓┘ū„═Ļ│╔ęį║¾▀M╚ļŽ┬ę╗╣żą“Ż╗Į©┴ó┼c╬’┘Y▓┐ķTĪóįOėŗ▓┐ķTĪó╣ż╦ć╩ęĄ─Įė┐┌Ż¼īŹ¼FöĄō■╣▓ŽĒ║═öĄō■Ę┤üĪŻ
┐é¾wĮ©įOĘĮ░Ė╩ŪĮ©┴óĖ▓╔węįŽ┬4éĆīė├µĄ─┐éčb╣▄└ĒŲĮ┼_Ż║
Ą┌1īė├µŻ║┼c┐é¾wįOėŗĪó╣ż╦ćįOėŗŠo├▄ĮY║ŽŻ¼īŹ¼F╣ż╦ćöĄō■Ą─ą┼Žó╣▓ŽĒŻ╗
Ą┌2īė├µŻ║ėŗäØ┴„│╠┼c╝╝ąg┴„│╠Šo├▄ĮY║ŽŻ¼īŹ¼Fā╔éĆ┴„│╠Ą─ūŅ╝čŲź┼õŻ╗
Ą┌3īė├µŻ║ć└├▄Ą─┐éčb▓┘ū„▀^│╠═Ļ│╔║¾Ą─║×ūų┤_šJ▀^│╠Ż¼īŹ¼F╔·«aĘ┤üöĄō■Ą─ŠWĮj╗»Ż╗
Ą┌4īė├µŻ║īŹ¼F┐éčb╬’┴Žą┼ŽóĄ─═Ė├„╗»╣▄└ĒĪŻ
4 ┐┤░Õ╔·«a╣▄└ĒŽĄĮyĄ─┐“╝▄─Żą═
Ė∙ō■┐┤░Õ╔·«aĄ─╝╝ągĘĮ░ĖŻ¼ųŲėå┐┤░Õ╔·«aĄ─ŽĄĮy┐“╝▄Ż¼īóš¹éĆŽĄĮy░┤╣”─▄▓╗═¼Ęų×ķ7éĆ╣”─▄ūė─ŻēKŻ¼Ė„éĆ╣”─▄─ŻēKęį╝░║═Ųõ╦¹ŽĄĮyĄ─öĄō■Įė┐┌ĻPŽĄė├łD2▒Ē╩ŠĪŻ
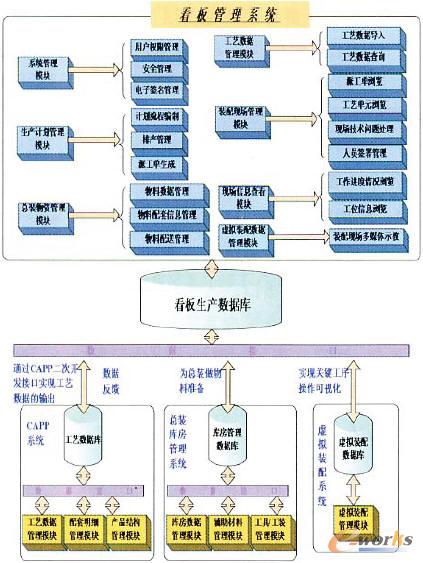
łD2 ┐┤░Õ╔·«a╣▄└ĒŽĄĮy┐é¾w┐“╝▄╩ŠęŌłD
4.1 ŽĄĮy╣▄└Ē─ŻēK
į┌┐┤░Õ╔·«a╣▄└ĒŽĄĮyųąŻ¼Ė„éĆ─ŻēKų«ķg╩ŪŽÓ╗ź┬ōŽĄĪóīŹ¼FöĄō■Į╗┴„▓óŪęöĄō■╣▓ŽĒĄ─Ż¼╦∙ęį▀@ą®─ŻēK權▀éõ╚ńŽ┬╠ž³cŻ║
(1) Š▀éõ╣½ė├Ą─╗∙ĄAą┼ŽóŻ╗
(2) ōĒėąŽÓ═¼Ą─╬─ÖnęÄätŻ╗
(3) ▓┘ū„åT║═▓┘ū„ÖÓŽ▐╝»ųą╣▄└ĒŻ╗
(4) ╦∙ėąöĄō■╣▓ė├ę╗éĆöĄō■ÄņĪŻ
ꬎļØMūŃ╔Ž╩÷ę¬Ū¾Ż¼Š═ę¬įO┴óę╗éƬÜ┴óĄ─ūė─ŻēKŻ¼ę▓Š═╩ŪŽĄĮy╣▄└Ēūė─ŻēKŻ¼üĒī”įōŽĄĮy▄ø╝■╦∙ī┘Ą─Ė„éĆ─ŻēK▀MąąĮyę╗Ą─▓┘ū„╣▄└Ē║═öĄō■ŠSūoĪŻ
ŽĄĮy╣▄└Ē─ŻēKų„ę¬ėąęįŽ┬3éĆ╣”─▄Ż║
(1) ė├æ¶ÖÓŽ▐╣▄└ĒŻ║░³└©ŽĄĮy╣▄└ĒåTī”ė├æ¶ÖÓŽ▐Ą─įOų├║═ą▐Ė─Īóī”ą┬ė├æ¶Ą─Į©┴óĪóī”└Žė├æ¶Ą─äh│²Īóė├æ¶├▄┤aĄ─ą▐Ė─ĪŻ▀@└’Ą─ė├æ¶░³└©éĆ╚╦ė├æ¶Īóė├æ¶ĮMĪó▓┐ķTĄ╚Ż╗
(2) ░▓╚½╣▄└ĒŻ║░³└©ī”ĄŪõøą┼ŽóĄ─ėøõøŻ©╔ŽÖC╚šųŠŻ®╝░Ųõ╣▄└ĒĪó▓┘ū„ą┼ŽóĄ─ėøõø╝░Ųõ╣▄└ĒĄ╚Ż╗
(3) ļŖūė║×├¹╣▄└ĒŻ║▓┘ū„╚╦åT░┤šš╔·«aėŗäØŻ¼ę└ō■Ī░╚²░┤╚²ÖzĪ▒įŁätŻ¼š²┤_ł╠ąą▓┘ū„▓Į¾E║¾Ż¼▀MąąŠW╔Ž║×├¹ĪŻ╦³╩ŪĮ©┴óį┌ė├æ¶ÖÓŽ▐╣▄└ĒĄ─╗∙ĄA╔ŽĄ─ĪŻ
4.2 ╔·«aėŗäØ╣▄└Ē─ŻēK
╔·«aėŗäØ╣▄└Ē╩ŪŽĄĮyĄ─ųžę¬ĮM│╔▓┐ĘųŻ¼╦³Įyę╗ųĖī¦┐éčb╣żū„ĪŻ
╔·«aėŗäØ╣▄└Ē─ŻēKĄ─│╔╣”æ¬ė├Ż¼īó╩╣┐éčbĄ─║Ļė^╣▄└Ē╦«ŲĮĪóėŗäØĄ─┐╔ąąąį║═ÖÓ═■ąįĄ├ĄĮ┘|Ą─╠ß╔²ĪŻ┤╦─ŻēKę¬īŹ¼FėŗäØ┴„│╠║═╝╝ąg┴„│╠Ą─Įyę╗ĪŻ
╔·«aėŗäØ╣▄└Ē─ŻēK╣”─▄├Ķ╩÷Ż║
(1) ėŗäØ┴„│╠ŠÄųŲŻ║Ė∙ō■╝╝ąg┴„│╠łDĪó╬’┴Ž┼õ╠ūą┼Žó╝░ą═╠¢ėŗäØ▀MČ╚ę¬Ū¾Ą╚└LųŲėŗäØ┴„│╠łDŻ╗
(2) ┼┼«a╣▄└ĒŻ║ėŗäØš{Č╚╚╦åTĖ∙ō■²R╠ū║═╣ż╬╗ŪķørŻ¼ę└ō■╩┬Ž╚ŠÄųŲ║├Ą─ėŗäØ┴„│╠Ż¼ī”ę╗éĆš{Č╚ų▄Ų┌ā╚┼┼«aŻ©Ģ║Č©ę╗éĆš{Č╚ų▄Ų┌×ķ╚²╠ņŻ®Ż¼┼┼«aĮY╣¹ęį╣żū„ųĖ┴Ņå╬ą╬╩ĮŽ┬░lĄĮ░ÓĮMŻ╗
(3) ┼╔╣żå╬╔·│╔Ż║╔·«a░ÓĮMķLĖ∙ō■╣żū„ųĖ┴Ņå╬╔·│╔«ö╠ņĄ─┼╔╣żå╬Ż©┼c╣ż╦ćęÄ│╠µ£ĮėŻ®Ż¼Ž┬░lĄĮ├┐éĆ╣ż╬╗┐┤░ÕŻ¼ųĖī¦«ö╠ņ╣żū„ĪŻ
4.3 ╣ż╦ćöĄō■╣▄└Ē─ŻēK
▀@éĆ─ŻēK░³└©╣ż╦ć╬─╝■╣▄└ĒĪó╝╝ąg╬─╝■╣▄└ĒĪółD╝ł╣▄└ĒĪŻ▀@ą®öĄō■╩Ū▓┘ū„╚╦åTĄ─▓┘ū„ę└ō■ĪŻ▀@éĆ╣”─▄─ŻēK╩Ū┐┤░Õ╔·«a╣▄└ĒŽĄĮyĄ─║╦ą─ų«ę╗Ż¼ę▓╩ŪŲõ╦¹╣”─▄─ŻēKīŹ¼FĄ─Ū░╠ß║═╗∙ĄAĪŻ
┤╦─ŻēKīŹ¼FÅ─ļŖūė┐┤░Õ╔Ž’@╩Š│÷╣ż╦ćęÄ│╠Īó╝╝ąg╬─╝■ęį╝░łD╝ł╣▄└ĒĄ╚╣ż╦ć╬─╝■Ż¼ęįųĖī¦▓┘ū„╚╦åTīŹļH▓┘ū„ĪŻ
╣ż╦ćöĄō■╣▄└Ē─ŻēKĄ─╣”─▄┐╔░┤╚ńŽ┬ĘĮ╩ĮäØĘųŻ║
(1) ī”łD╝ł╬─╝■Ą─╣▄└Ē░³└©ī”łD╝łĄ─ī¦╚ļ/ī¦│÷Īó▓ķįāŻ╗
(2) ī”╣ż╦ć╬─╝■Ą─╣▄└Ē░³└©ī”╣ż╦ć╬─╝■Ą─ī¦╚ļ/ī¦│÷Īó╣ż╦ć╬─╝■Ą─▓ķįāŻ╗
(3) ī”╝╝ąg╬─╝■Ą─╣▄└Ē░³└©ī”╝╝ąg╬─╝■Ą─ī¦╚ļ/ī¦│÷Īó╝╝ąg╬─╝■Ą─▓ķįāĪŻ
4.4 čb┼õ¼Fł÷╣▄└Ē─ŻēK
┤╦─ŻēK╩ŪīŻķT×ķ¼Fł÷▓┘ū„╚╦åTįOėŗĄ─Ż¼▓┘ū„╚╦åTšµš²ĻPą─Ą─╩Ū╬ęĮ±╠ņę¬ū÷╩▓├┤║═į§śėū÷ĪŻ
čb┼õ¼Fł÷╣▄└Ē─ŻēK╣”─▄├Ķ╩÷Ż║
(1) ┼╔╣żå╬×gė[Ż║▓┘ū„╚╦åTį┌╣ż╬╗┐┤░Õ╔ŽīŹ¼Fī”┼╔╣żå╬Ą─×gė[Ż¼├„┤_ę╗╠ņĄ─╣żū„ā╚╚▌Ż╗
(2) ╣ż╦ćå╬į¬×gė[Ż║³cō¶┼╔╣żå╬╝┤▀M╚ļŽÓæ¬Ą─╣ż╦ćå╬į¬×gė[ĪŻ┤╦╠ÄĄ─╣ż╦ćå╬į¬ųĖĄ─╩Ūę└ō■┼╔╣żå╬╔ŽųĖ┴Ņ▓Ęų│÷üĒĄ─╣ż╦ćęÄ│╠Ż¼ę▓Š═╩Ū╣ż╦ćęÄ│╠ųą╣ż╬╗«ö╠ņę¬═Ļ│╔Ą──Ū▓┐ĘųŻ╗
(3) ¼Fł÷╝╝ągå¢Ņ}╠Ä└ĒŻ║┐éčbčb┼õ░▓čb▓┘ū„¼Fł÷▓┘ū„╚╦åTį┌░┤šš╣ż╦ć╬─╝■▀Mąą▓┘ū„Ą─▀^│╠ųąŻ¼═∙═∙Ģ■░l¼F▀@śė─ŪśėĄ─å¢Ņ}Ż¼╚ń╣¹╩ŪįOėŗ╬─╝■╗“įOėŗłD╝ł▓╗Ę¹║ŽīŹļHŪķørŻ¼░┤šš╣ż╦ć╩ęŠÄųŲĄ─╣ż╦ć╝╝ąg╬─╝■¤oĘ©▓┘ū„Ą╚Ż¼▀@Ģr║“Š═ę¬╠Ņ¼Fł÷╝╝ągå¢Ņ}╠Ä└Ēå╬Ż╗
(4) ╚╦åT║×╩╣▄└ĒŻ║╚²ŹÅ▓┘ū„╚╦åT├┐═Ļ│╔ę╗éĆ╣ż▓ĮČ╝ę¬║×ūųŻ¼Ė∙ō■ĄŪĻæė├æ¶Ą─ÖÓŽ▐üĒ┤_Č©╩ŪʱėąÖÓ║×ūųĪŻ
4.5 ┐éčb╬’┘Y╣▄└Ē─ŻēK
┐éčb╬’┘Y░³└©ąŪ╔ŽāxŲ„įOéõĪóų▒ī┘╝■Īóś╦£╩╝■Ż¼ęį╝░╣żŠ▀Ą╚ĪŻ▀@ą®╬’┘YĄ─²R╠ū╩Ū┐éčb▓┘ū„╚╦åTķ_╩╝╣żū„Ą─Ū░╠ßĪŻįōūė─ŻēKę▓╩Ū▒ŠŽĄĮyĄ─║╦ą─ų«ę╗ĪŻ
┐éčb╬’┘Y╣▄└Ē─ŻēK╣”─▄┐╔äØĘų×ķŻ║
(1) ╬’┴ŽöĄō■╣▄└ĒŻ║░³└©ÄņĘ┐«aŲĘ╣▄└ĒĪó▌oų·▓─┴ŽöĄō■╣▄└Ē║═╣żŠ▀╣▄└ĒŻ╗
(2) ╬’┴Ž┼õ╠ūą┼Žó╣▄└ĒŻ║ė╔CAPPŽĄĮyĄ├ĄĮ╣żą“─┐õø╝░┼õ╠ū├„╝Üą┼ŽóŻ¼ÄņĘ┐╣▄└ĒåT═Ļ│╔ÄņĘ┐╬’┴ŽöĄō■┼c┼õ╠ū├„╝ÜĄ─▒╚ī”╣żū„Ż╗
(3) ╬’┴Ž┼õ╦═╣▄└ĒŻ║░ÓĮMķL×ķ├┐éĆ╣żū„Ž┬┼╔╣żå╬Ą─═¼ĢrŻ¼ÄņĘ┐╣▄└ĒåTŽ“╣ż╬╗Ž┬░l╬’┴Ž┼õ╦═å╬Ż¼▓ó░čŽÓæ¬╬’┴Ž╦═ĄĮ╣ż╬╗ĪŻ
4.6 ¼Fł÷ą┼Žó▓ķ┐┤─ŻēK
┤╦─ŻēKų„ę¬╩Ūßśī”ą═╠¢┐éĤ║═å╬╬╗ŅIī¦Č°įOėŗĄ─ĪŻ
¼Fł÷ą┼Žó▓ķ┐┤─ŻēK░³║¼ęįŽ┬╣”─▄Ż║
(1) ╣żū„▀MČ╚Ūķør×gė[Ż║░┤šš▓╗═¼ą═╠¢äØĘų║═ėŗäØ┴„│╠łDŻ¼’@╩Š¼Fł÷Ą─╣żū„▀MČ╚Ż¼╝░┐╔ģ^Ęųęč═Ļ│╔Īó╬┤═Ļ│╔║═š²į┌▀MąąĄ─ĒŚ─┐Ż╗
(2) ╣ż╬╗ą┼Žó×gė[Ż║ęįłD╩Š╗»Ą─ĘĮ╩ĮŻ¼’@╩Š│÷Ė„éĆ┐éčb╣ż╬╗Ą─ą┼ŽóĪŻ
4.7 ╠ōöMčb┼õöĄō■╣▄└Ē─ŻēK
╠ōöMčb┼õöĄō■╣▄└Ē─ŻēKų„ę¬īŹ¼F┼cąląŪ╠ōöMčb┼õŽĄĮyĄ─╣”─▄Įė┐┌ĪŻ
═©▀^┐┤░Õ╔·«a╣▄└ĒŽĄĮy┼cąląŪ╠ōöMčb┼õŽĄĮyĄ─Įė┐┌Ż¼┐╔ęįīŹ¼Fčb┼õ¼Fł÷ČÓ├Į¾w╩ŠĮ╠╣”─▄Ż¼╝┤ī”čb┼õ▀^│╠Ą─č▌╩ŠŻ¼ą╬Ž¾ų▒ė^Ąž▌oų·╣ż╚╦▀Mąą▓┘ū„ĪŻ
5 ĮY šō
═©▀^┤╦┤╬ą┼Žó╗»┐┤░Õ╔·«aŽĄĮyĄ─čąųŲŻ¼╠Į╦„┐éčb╔·«aŠĆĄ─▓╝ŠųŻ¼Į©┴ó┴╦┐┤░Õ╔·«aĄ─┐éčb╣żū„─Ż╩ĮŻ¼īŹ¼F┴╦┐éčb╔·«a╣żū„ī”ŽÓĻPģf═¼▓┐ķT║═╬’┴ŽĄ─Ė▀ą¦Ī░└ŁäėĪ▒ Ż¼īŹ¼F┴╦Ė„ŅÉ╔·«a╬─╝■║═╔·«aBOM▒ĒĄ─ą┼Žó╗»é„▀fĪóĘ┤ü║═║×╩ĪŻą┼Žó╗»┐┤░Õ╔·«aŽĄĮyĄ─æ¬ė├Ż¼ī”ė┌ĮŌøQ«öŪ░┐éčb▀^│╠ųą╦∙ė÷ĄĮĄ─ĘNĘN▓╗▀mæ¬å¢Ņ}Ż¼Š▀ėą║▄ÅŖĄ─¼FīŹęŌ┴xĪŻ
║╦ą─ĻPūóŻ║═ž▓ĮERPŽĄĮyŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śIäšŅIė“ĪóąąśIæ¬ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śIäš╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśIäšŅIė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śIĻPūóERP╣▄└ĒŽĄĮyĄ─║╦ą─ŅIė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śIą┼Žó╗»Į©įO╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://www.lukmueng.com/
▒Š╬─ś╦Ņ}Ż║║Į╠ņŲ„┐éčbERP┐┤░Õ╔·«a╣▄└ĒŽĄĮy蹊┐
▒Š╬─ŠWųĘŻ║http://www.lukmueng.com/html/consultation/1082054700.html






















